
We´re Forasting (english below)
Moin Freunde des Pullingsports! Es ist soviel in Bewegung, da holt Ihr euch besser mal einen Kaffee oder ne Pilsette, ich habe nachgezählt, dieser Beitrag hat 138 Bilder…. Also keine Zeit verlieren.
Hello friends of pulling sports! There’s so much going on, you’d better get a coffee or a beer, I counted, this post has 138 pictures…. So don’t waste any time.

Fangen wir erstmal harmlos an. Im letzten Beitrag sprach ich von Stehbolzen die sich partout nicht aus dem Block schrauben lassen wollten. Grober Klotz—> Grober Keil…ist bekannt. 😉
Let’s start harmlessly first. In the last post I spoke of stud bolts that absolutely did not want to be screwed out of the block. Coarse block—> Coarse wedge…is known. 😉
Fix auf eBay Kleinanzeigen gesucht und ein wunderbares Werkzeug gefunden.
Searched at eBay and found a wonderful tool in no time.

Muss nur noch ein Adapter von 80mm Achtkant auf 19mm Sechskant her.
Just need an adapter from 80mm octagon to 19mm hexagon.

Ich glaube da gehen dem Stehbolzen die Argumente aus. 😉
I think the stud bolt is running out of arguments. 😉


„Gewaltig ist des Schlossers Kraft, wenn er mit nem Hebel schafft“ 😉 😉
Da das lange Ding zum Lösen super, zum Weiterdrehen aber „etwas“ unhandlich ist…..
„The locksmith’s power is tremendous when he works with a lever“ (German rhyme)
Since the long thing is great for loosening, but „a bit“ unwieldy for turning further…..



….musste noch ein weiteres Werkzeug gebaut werden. Simon ist fleißig am Werk.
….another tool had to be built. Simon is busy at work.

Da ist das Objekt der Begierde. sind ja auch nur 28 Stück 😉
There is the object of desire. There are only 28 pieces of it 😉

Damit wandert der Block jetzt auch zum Altmetall.
Zeit für das Hauptthema…es wird geil…versprochen…
This means that the block is now also going to the scrap metal.
Time for the main topic…it will be awesome…promise…

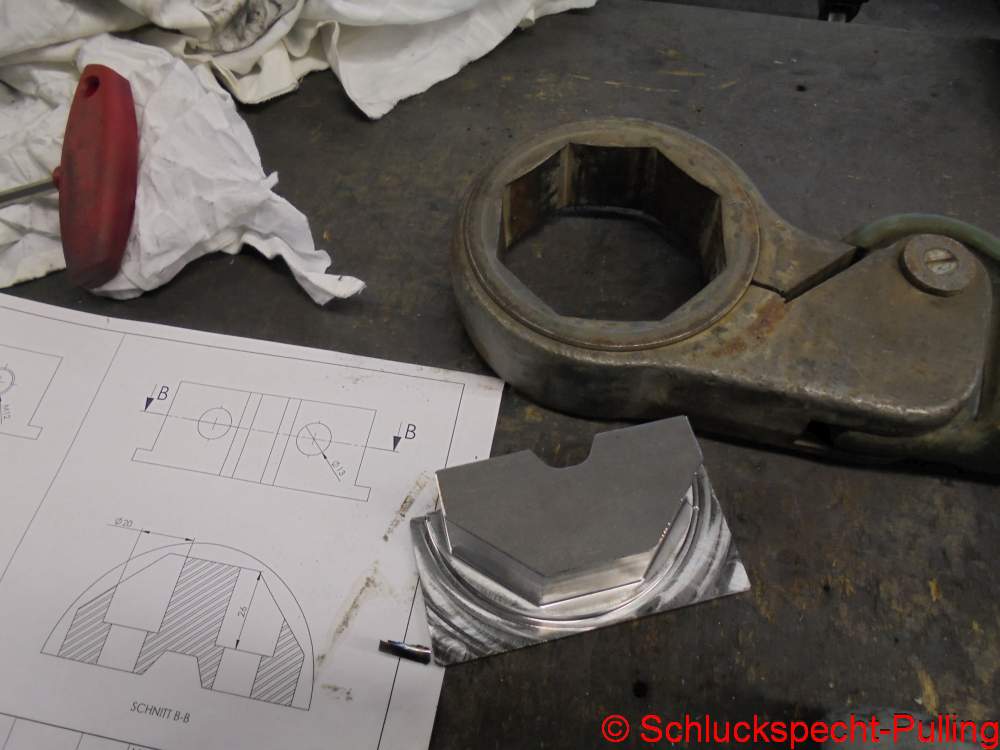
Da ist er wieder…der Messingklotz.
There it is again… the brass block.


Auch eine größere Menge Grauguss hat sich eingefunden. Was haben wir nur wieder vor?
A larger amount of gray cast iron is also ready to be machined. What are we doing?




Es wird langsam……Weiter geht´s….
It’s becoming something…… Let’s continue….

…auf der Fräse.
…on the mill.


Na? Schon ne Idee?
Already an idea?


Ungefähr so sieht es später mal aus….
This is what it will look like later…



Noch ein paar Kleinteile…einen Brenner….
A few more small parts… a burner….
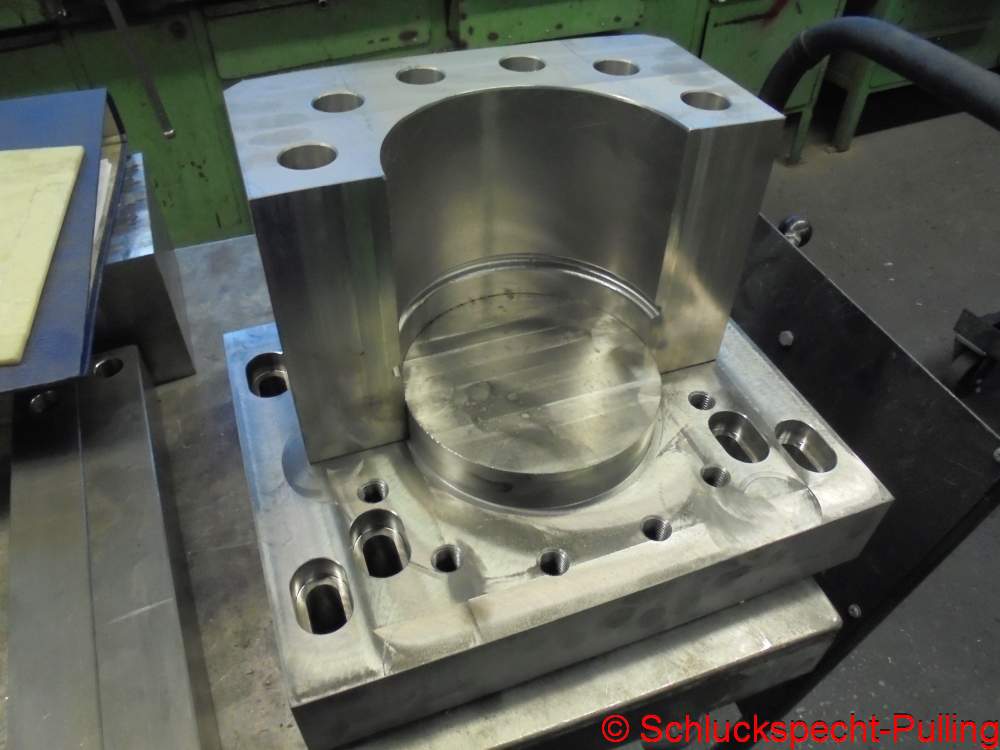

Und schon können wir alles mal zusammen stellen. Die Anzahl der Verschraubungen und die Verklammerung lässt erahnen das da was für gewaltige Kräfte gebaut wurde….
And then we can put everything together. The number of screw connections and the bracketing gives an idea of the enormous forces that this thing is built for.

Alles passt, alles fertig…..
Everything fits, everything ready…




Und schon kommt die kürzlich erworbene 100-Tonnen Presse zum Einsatz. 😉 Ich denke jetzt wisst Ihr was es wird….
Neue Kolben braucht das Land!
Gegossene Kolben sind ja ganz nett, geschmiedete sind einfach cooler. Um mal eben 150mm Kolben schmieden zu können braucht es eine Presse von geschätzt 3.000 Tonnen….das ist des Wahnsinns dann doch zu viel.
Also warum nicht Schmieden und Gießen kombinieren? Wir Schmießen 😉 😉
Ich versuche es mal kurz zu erklären. Dreh und Angelpunkt beim Gießen ist die Erstarrungsgeschwindigkeit und die Nachspeisung. Je schneller eine Schmelze erstarrt, desto feiner werden die Kristalle. Je feiner die Kristalle, desto besser die mechanischen Eigenschaften. Dem Wärmeübergang in einer Gussform (Kokille) sind gewisse Grenzen gesetzt damit das Alu auch in alle Ecken fließen kann. Die Erstarrung läuft verhältnismäßig langsam ab.
Weiterhin muss man beim Erstarren Aluminium nachspeisen um Lunker zu vermeiden. Um gut nachspeisen zu können braucht es große Steiger und Angüsse die dann wieder…richtig….langsam erstarren.
Genau da setzen wir an. Anstatt eine erwärmte Aluminiumscheibe in das Gesenk zu legen und diese zum Kolben zu schmieden, schütten wir flüssiges Aluminium die Form und fahren mit einem Stempel aus Messing mit richtig Druck in die Schmelze. Das ganze haben wir nicht erfunden, das gibt es schon, ist halt nicht weit verbreitet.
Der Messingstempel ist dabei sehr kalt, die Presskraft sorgt für einen guten Kontakt und die Wärmeleitfähigkeit vom Messing lässt die Schmelze in Sekundenbruchteilen erstarren. Gleichzeitig herrscht im Aluminium ein Druck von ungefähr 500 Bar. So erhält man ein super dichtes, feinkörniges Gefüge mit wenig bis gar keinen Defekten. Oder anders: Die Festigkeitseigenschaften nähern sich denen von geschmiedeten Kolben an (auch wenn sie nicht erreicht werden, das sei hier mal klar gesagt 😉 )
And the recently purchased 100-ton press is already being used. 😉
I think now you know what it will be….
We need new pistons!
Cast pistons are nice, forged ones are just cooler. In order to be able to forge 150mm pistons, you need a press of an estimated 3,000 tons….that’s just too much madness.
So why not combine forging and casting? We forasting 😉 😉
I’ll try to explain it briefly. The crux when casting is the rate of solidification and the feeding with liquid aluminum. The faster a melt solidifies, the finer the crystals become. The finer the crystals, the better the mechanical properties. There are certain limits to the heat transfer in a mold so that the aluminum can flow into all corners. Solidification proceeds relatively slowly.
Furthermore, aluminum must be added during solidification in order to avoid cavities ad flaws. In order to be able to have good feeding, you need large risers and sprues that then solidify really slowly.
That’s exactly where we start. Instead of placing a heated aluminum disc in the die and forging it into a piston, we pour liquid aluminum into the mold and press a brass punch into the melt with the right amount of pressure. We didn’t invent the whole thing, it already exists, it’s just not widespread.
The brass stamp is very cold, the pressing force ensures good contact and the thermal conductivity of the brass allows the melt to solidify in fractions of a second. At the same time, the aluminum is under a pressure of around 500 bar. This results in a super dense, fine-grained structure with few or no defects. Or to put it another way: The strength properties approach those of forged pistons (even if they are not reached, let that be said clearly here 😉 )

Da ich noch nie einen Stempel mit 100 Tonnen Kraft in knapp 3 Kilo flüssiges Aluminium gefahren habe und die Daten von einem „gewissen Risiko“ zeugen….haben wir den Arbeitsplatz vom Pressenbediener von der Form abgeschirmt. 😉 😉
Since I have never driven a 100 ton plunger into 3 kilos of molten aluminum and the data indicates „certain risk“…we shielded the press operator’s workplace from the mould. 😉 😉

So…lange wurde gerechnet, konstruiert und gebaut….“When the plunger drops, the bullshit stops“ oder so ähnlich 😉 Brauch ich gar nicht übersetzen….
Etwas Graphit wurde noch als Trennmittel aufgetragen…. Ende des BlaBla… Alu rein!
For so long we calculated, designed and built….“When the plunger drops, the bullshit stops“ or something like that 😉 I don’t even need to translate….
Some graphite was applied as a release agent…. End of BlaBla… Put aluminum in it!

Unser erster geschmossener Kolben! WIE GEIL!
Our first forasted piston! HOW COOL!




Noch etwas viel Alu in der Form. Die Kaltnähte zeugen noch von den nicht richtigen Temperaturparametern. Aber hey, die Form ist nicht auseinander geflogen und nach Kolben sieht es auch aus!
A little to much aluminum in the form. The cold seams still testify to the incorrect temperature parameters. But hey, the mold didn’t fly apart and it looks like pistons too!

Die nächsten werden schon besser, aber noch lange nicht gut…
The next ones are better, but far from good…

Wenn 20 Tonnen Rückzugkraft nicht reichen um den Stempel aus dem Kolben zu ziehen….ja dann stimmt was nicht.. 😉
Da sich Aluminium und Kupfer chemisch ganz gut verstehen ist da am Stempel irgendwie eine Schicht eine neuen Legierung entstanden…. geplant war das nicht… 😉 Erstmal Feierabend für heute.
If 20 tons of retraction force are not enough to pull the plunger out of the piston… yes, then something is wrong… 😉
Since aluminum and copper get along very well chemically, a layer of a new alloy has somehow formed on the stamp…. that wasn’t planned... 😉 That´s it for today.

Es wird wohl eine Sonder-Aluminium-Siliziumbronze sein 😉 Knüppelhart das Zeugs. Wenn man es herstellen wollte, bekäme man es sicher nicht hin *rofl*
It will probably be a special aluminium-silicon bronze 😉 Rock solid stuff. If you wanted to make it, you certainly wouldn’t get it *rofl*

Unter der Schicht ist aber noch Messing zu finden 😉
But there is still brass underneath the layer 😉

Nach etwas Schleiferei haben wir dann wieder einen schön glänzenden Stempel.
After some grinding we have a nice shiny plunger again.

Natürlich musste der Kolben direkt untersucht werden. Ein paar kleine Lunker haben wir noch…das kriegen wir aber schon irgendwie in den Griff.
Of course, the piston had to be examined directly. We still have a few small defects… but we’ll get this fixed somehow.

Zerstörende Prüfung des Kolbenhemds. Wir haben noch Überlappungen von den Kaltnähten und Graphiteinschlüsse. Aber ansonsten ist das Gefüge schon der Hammer. Auch die Bruchfläche selbst zeugt von hohen Festigkeiten. Dabei haben wir nur unserer Standartlegierung verwendet, nicht die hochfeste Kolbenlegierung die später mal kommt. Das könnte was geben. 😉 😉
Also was muss noch geändert werden um beim nächsten mal bessere Kolben zu schmießen?
Destructive testing of the piston skirt. We still have overlaps from the cold welds and inclusions of graphite. But otherwise the structure is awesome. The fracture surface itself is also evidence of high strength. We only used our standard alloy, not the high-strength piston alloy that will come later. That could be something cool. 😉 😉
So what else needs to be changed in order to forast better pistons next time?

Die eigentliche Formwand ist noch zu rauh (Fräsriefen). Da der Stempel noch ein wenig einfährt wenn das Kolbenhemd schon erstarrt ist, bilden sich hier Schmierstellen…..
The actual mold wall is still too rough (milling marks). Since the plunger still retracts a little after the piston skirt has solidified, smudges form here…..

Polieren und fertig 😉
Polish and finished 😉


Nächster Versuch! Die Formtemperierung wurde geändert und der Stempel hat einen verbesserten Schutzüberzug bekommen.
Next try! The mold tempering has been changed and the plunger has been given an improved protective coating.

Was soll ich sagen…der Prozess läuft… Schnell einen Kolben zersägen…
What can I say… the process is working… Quickly saw through a piston…


Wir haben immer noch Lunker. Diese sind aber an eine Position gewandert wo sie nicht schaden können. So gesehen kein Problem. Die anpolierte Oberfläche zeigt es: Das Gefüge muss ultrafein sein. Eine Aluminiumlegierung mit 12% Silizium könnte man sonst nicht so glänzend bekommen. Gefällt mir.
We still have some defects. However, these have migrated to a position where they cannot do any harm. In that sense, no problem. The polished surface shows it: The structure has to be ultra-fine. You couldn’t get an aluminum alloy with 12% silicon that shiny otherwise. I like it.

So siehts aus…ein Kolbenrohling nach dem Strahlen. Die nächsten Versuche werden mit der richtigen Legierung unternommen. Ich bin guter Dinge.
This is what it looks like… a piston blank after blasting. The next attempts are made with the right alloy. I’m in good spirits.

Die Schmelzebehandlungsstangen für maximale mechanische Werte sind auch schon da. 😉
Themenwechsel
The melt treatment rods for maximum mechanical values are already there. 😉
Change of topic

Nachdem der grüne Bulgare den letzten Gang angetreten und damit den Motorständer frei gemacht hat….
After the green Bulgarian has been finished and thus cleared the engine stand….




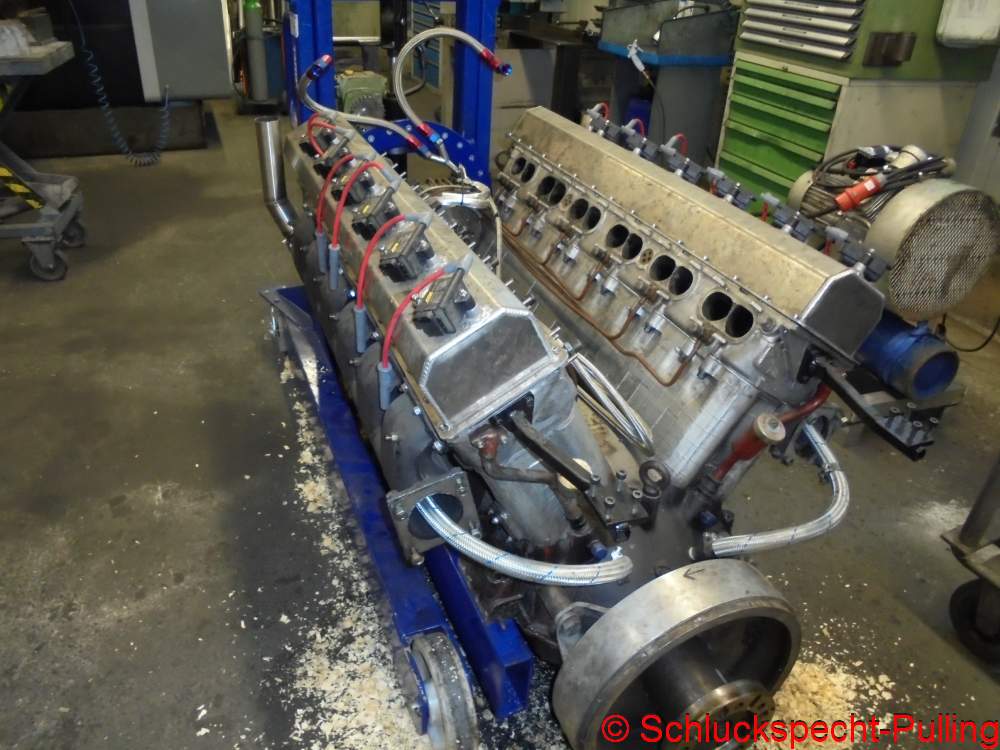
…kann nun endlich der kaputte Motor vom Trecker runter genommen werden.
…the broken engine can finally be removed from the tractor.


Damit hat der große Specht nur noch um die 200 Watt installierte Motorleistung (Ölpumpe und Spritpumpe) und dürfte damit der leistungsschwächste Light modified der Welt sein 😉 😉
This means that the big Schluckspecht only has around 200 watts of installed engine power (oil pump and fuel pump) and should therefore be the most powerless light modified in the world 😉 😉



Bevor es in den Werkzeugbau zur Demontage geht, hier noch ein Stopp auf der Waage. So wie der Motor hier auf den Bildern zu sehen ist…..
Before it goes to the tool shop for disassembly, here is a stop on the scales. As the engine can be seen here in the pictures…..
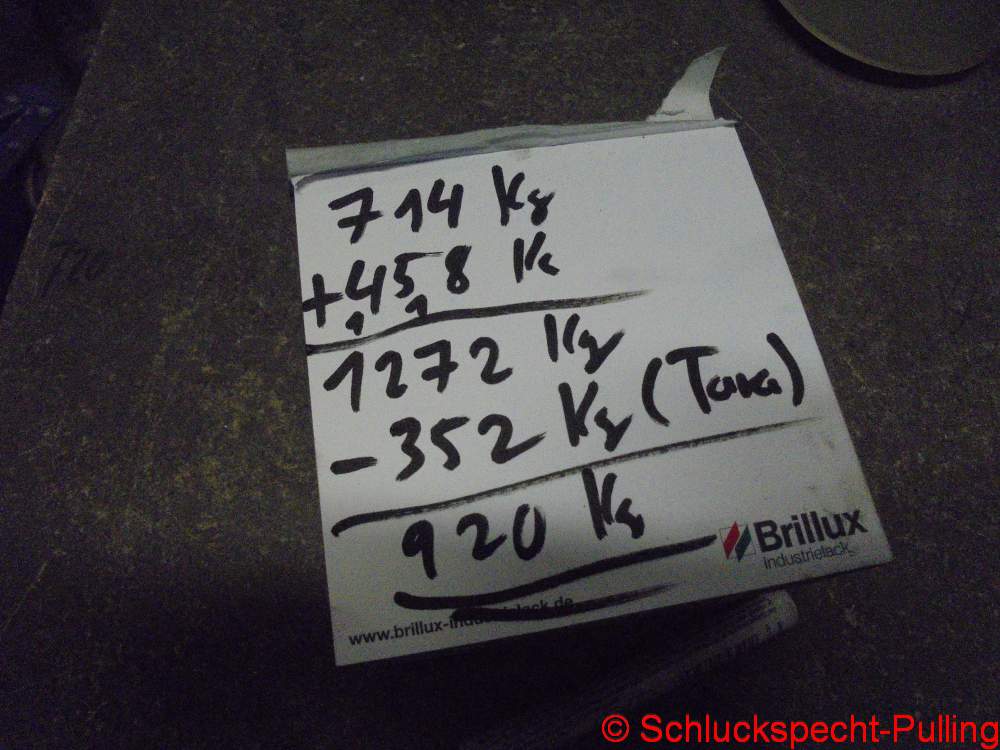
…wiegt er 920kg und ist damit schon ein Stück schwerer als gedacht. Die 352kg vom Motorständer haben wir natürlich abgezogen.
…it weighs 920kg and is therefore a bit heavier than expected. Of course we deducted the 352kg from the engine stand.
So beginnt es nun!
So it begins now!





Alex und Simon sind gar nicht zu bremsen.. 😉
Alex and Simon are unstoppable.. 😉
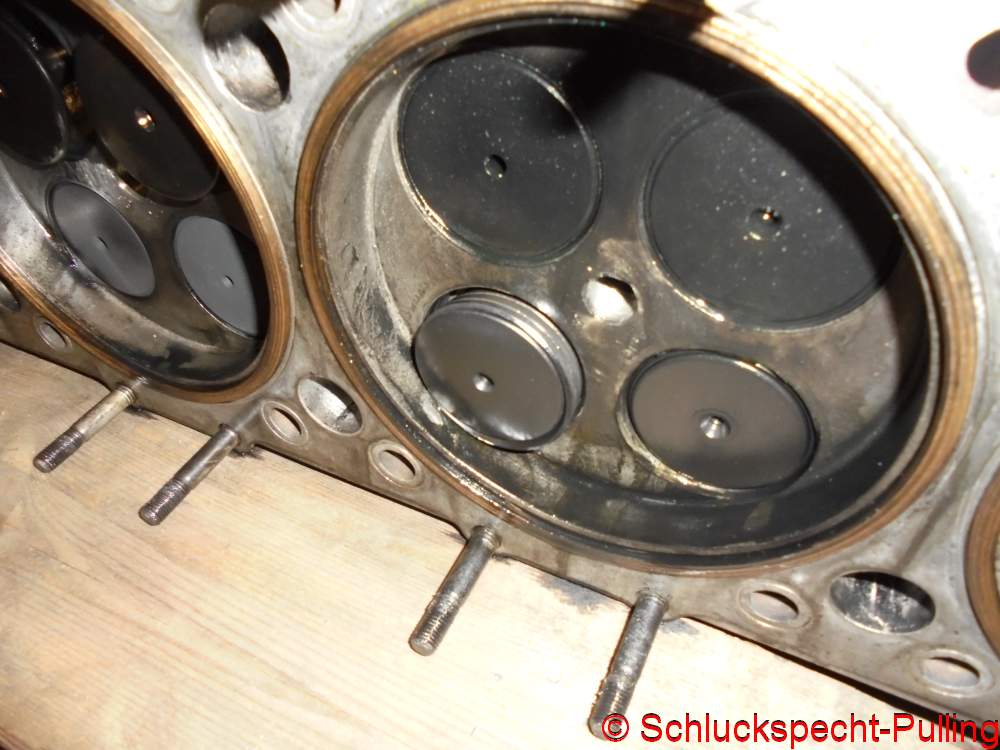
Aber was ist das??????? Wir haben einen Ventilsitzring verloren!!!!
But what is that??????? We lost a valve seat ring!!!!

Der Kolben hat auch schon leicht angeklopft…aiaiaiaia….das hätte auch richtig schief gehen können! Da die Macken auch auf der anderen Seite sind, ist davon auszugehen das der Sitzring auch lose ist.
„Es ist nichts so schlecht, als das es nicht irgendwo für gut ist!“
Wäre uns der Motor nicht festgegangen, hätten wir den Schaden wohl nicht rechtzeitig bemerkt.
The piston has already knocked slightly…aiaiaiaia….that could have gone really wrong! Since the quirks are also on the other side, it can be assumed that the seat ring is also loose.
„There’s nothing so bad that it’s not somewhere good for!“
If the engine hadn’t seized up, we probably wouldn’t have noticed the damage in time.

Trotz tonnenweise Dichtstoffs haben wir die Bänke runter bekommen.
Despite tons of sealant, we got the cylinderbanks down.


Die Ölwanne schwebt davon…..
The oilpan is flying away….


Also der Kolben war definitiv kurz vorm Fressen.
So the piston was definitely about to get stuck.


Da es sich hier um Schmiedekolben handelt, müssen diese warm gemacht werden um den Kolbenbolzen raus zu nehmen. Ok, bekommen wir hin.
Since these are forged pistons, they have to be warmed up in order to remove the piston pin. Ok, let’s get there.


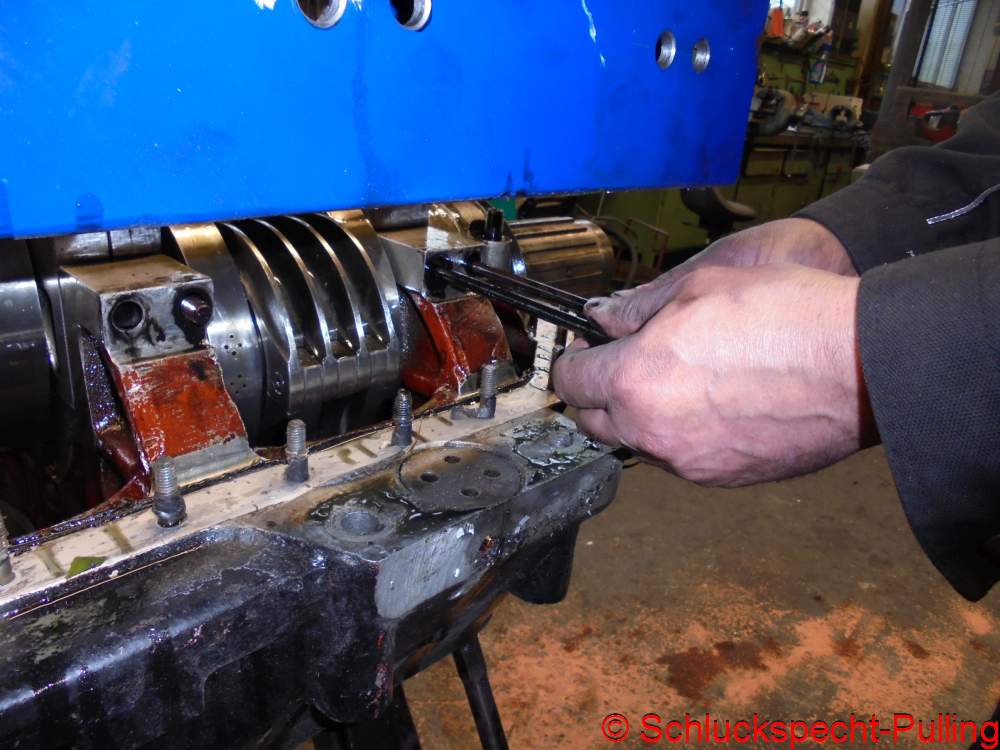
Die Spannung steigt! Liegt Stefan mit seiner Prognose Hauptlagerschaden richtig?
The tension increases! Is Stefan correct in his prediction of main bearing damage?




Volltreffer 😉 Genau wie geahnt das mittlere Hauptlager….
Bull’s eye 😉 Exactly as expected, the middle main bearing….

Beim Anblick der Kurbelwelle hatte ich schon schlimmste Befürchtungen.
When I saw the crankshaft I had the worst fears.

Aber Simon hatte wieder mal recht. Das meiste sind einfach noch Anhaftungen von der wesentlich weicheren Bleibronze.
But Simon was right again. Most of it is simply still adhesions from the much softer lead bronze.


Die anderen Lager sehen richtig gut aus.
The other bearings look really good.

Einmal bitte blöde in die Kamera grinsen! Danke, reicht! 😉
Please grin stupidly at the camera! Thank you, that’s enough! 😉

Nach und nach finden wir immer mehr kleinere Schäden….
Gradually we find more and more minor damage….

Warum das Pleuel Farbe bekommen hat? An der Stelle? Keine Ahnung. Scheint schon länger so zu sein.
Why did the connecting rod is coloured? In this place? No idea. Seems to have been like this for a long time.

Ganz schön schmierig…..
Really greasy stuff…

…aber die Pleuel sind auch demontiert. Durch die wesentlich größere Lagerfläche im Vergleich zu den Hauptlagern ist weder ein Schaden zu erwarten gewesen, noch wurde einer gefunden.
…but the connecting rods are also dismantled. Due to the significantly larger bearing area compared to the main bearings, no damage was to be expected and none was found.

Immer noch ein paar Bronzeanhaftungen drauf.
Still some bronze on it.

Mit 800er Papier weg geschliffen bleiben noch leichte Riefen drin. Ob wir das so lassen können?
Relativ schnell standen dann die zu treffenden Maßnahmen fest.
Sanded away with 800 paper, slight grooves remain. Can we leave it like this?
The steps to be taken were then determined relatively quickly.

Mit der bereits bekannten Bohrvorrichtung wurden alle Hauptlager von oben angebohrt.
All main bearings were drilled from above with the already known drilling device.

Mit einem zölligen Gewinde können entsprechende Hydraulikverschraubungen angeschlossen werden. Einfach, simpel, gut.
Corresponding hydraulic screw connections can be connected with an inch thread. Easy, simple, good.

Vor einiger zeit bereits in Kunststoff gedruckt, sollen die Gewichte nun aus Stahl gefertigt und an die Kurbelwelle geschraubt werden.
Already printed in plastic some time ago, the weights are now to be made of steel and screwed to the crankshaft.

Wieder ein rostiger Klotz auf der Fräse.
Another rusty block on the mill.



Ein Wuchtgewicht nach dem anderen entsteht. Ein paar fehlen noch…aber es wird 😉 😉
One balancing weight after the other is created. A few are still missing…but it goes on 😉 😉

Zeit um den Spannungshöhepunkt langsam zu verlassen… Wie könnte man den Abstieg besser beginnen als mit ner Flexhonbürste in einem Akkuschrauber? Richtig, gar nicht!
Time to slowly leave the peak of emotion… What better way to start the descent than with a flexhon brush in a cordless screwdriver? Right, nothing better than this!

Vorher
Before

Nachher. Mit richtigem Honen hat das natürlich nichts zu tuen. Aber so ein paar mehr Riefen in denen sich das Öl festhalten kann sind schon nicht schlecht 😉
Afterward. Of course, this has nothing to do with correct honing. But a few more grooves in which the oil can get stuck are not bad 😉


Die Flansche für den Kühlwasseranschluss braucht doch keine Sau…..
The flanges for the cooling water connection are not needed by anyone…..


Zack, ne Riesensauerei angerichtet und wieder ein paar hundert Gramm weniger 😉 Ich finde schon den Ausgleich für die Wuchtgewichte 😉 😉
Bam, a big mess and a few hundred grams less 😉 I’ll find the balance for the balancing weights 😉 😉

Nun müssen die Zylinderköpfe demontiert werden….
Now the cylinder heads have to be dismantled….

Alles beschriften….
Mark everything…

…Spezialwerkzeuge bauen…..
…build special tools…..


…und schon geht es los!
…and here we go!
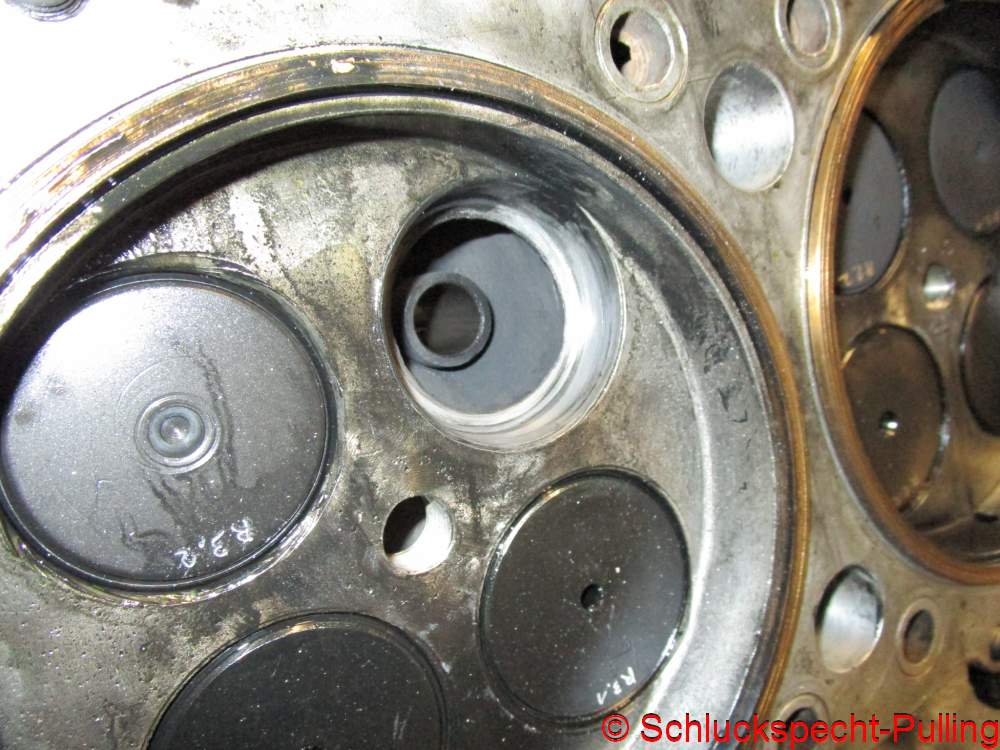
Welches Ventil hat uns wohl am meisten interessiert? Richtig…..
Which valve were we most interested in? Right…..


….das mit dem etwas nicht mehr ganz so festen Sitzring. Habt Ihr sowas schon mal gesehen? Ein konischer Sitzring? Und die Konizität ist mitnichten so rum das es richtig fest im Kopf sitzt. Ne… sie ist so rum das der Ring leicht raus kann?!?!?! Ich habe keinen blassen Dunst was das soll…
….that with the seat ring that isn’t quite as tight anymore. Did you ever see something like that? A conical seat ring? And the taper is by no means so mounted that it sits really tight in the head. No… it’s around so that the ring can easily come out?!?!?! I have no clue what this is supposed to be…

Naja, diverse Kupferlegierungen stehen schon bereit um als Sitzmaterialien getestet zu werden. Das Berylliumkupfer ist sicher die krasseste Variante. Die anderen kosten deutlich weniger, dürften aber auch reichen. Versuch macht klug.
Was haben wir noch?
Well, various copper alloys are already ready to be tested as seat materials. The beryllium copper is certainly the most glaring variant. The others cost significantly less, but should also suffice. Try makes you smart.
What do we still have?
Jetzt wo alles auseinander ist….
Now when everything is apart…



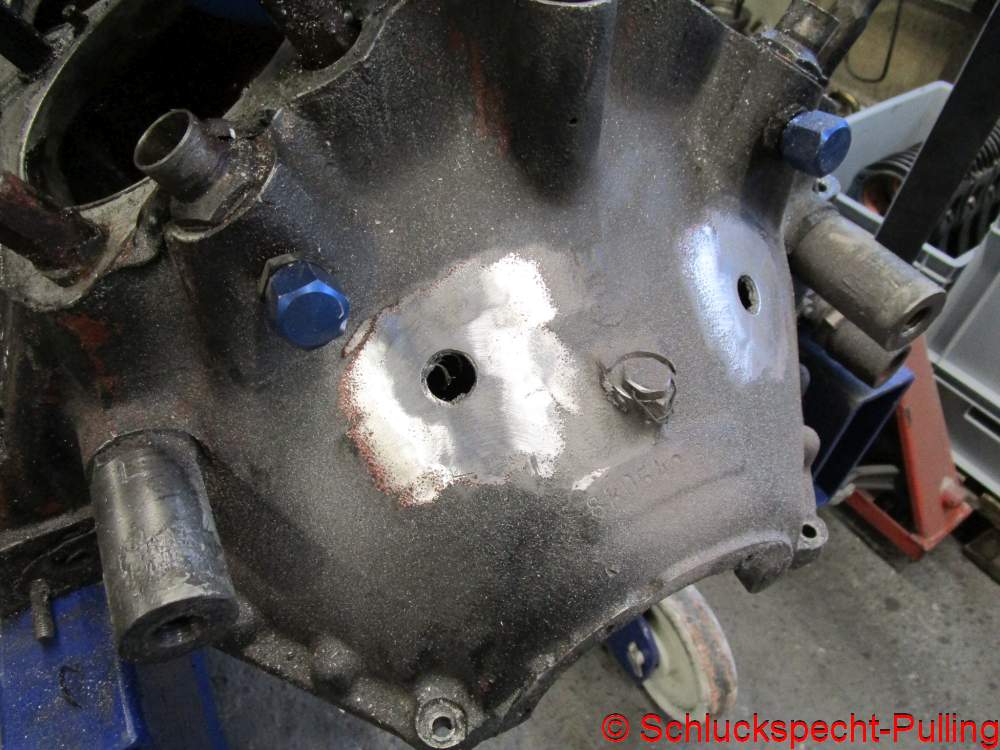
…kann man auch die Anschlüsse für die Turbo-Rücklaufleitungen ordentlich machen.
…you can also make the connections for the turbo oil return lines neat.

Derweil läuft das große Ultraschallgerät im Dauereinsatz um alle Komponenten sauber zu bekommen. So ein Dingen ist echt Gold wert.
Meanwhile, the large ultrasonic device is in constant use to get all components clean. Things like that are really worth their weight in gold.

Der Kompressor ist soweit auch fertig…noch schnell einen Ölwechsel machen…..
The compressor is ready so far…just do an oil change…..

Aggelärks….da ist wohl noch Wasser drin… shit…
Aggelärks…. there’s probably still water in there… shit…


Ich sage es immer wieder: Plastik hat an einer solchen Maschine nichts zu suchen. Kacke.
I keep saying it: Plastic has no place on a machine like this. Shit.

So geht das. Damit ist der Ölpeilstab auch wieder ordentlich….Muss ich eigentlich den Scheiß der ganzen Welt in Ordnung bringen?
That’s how it works. With that, the oil dipstick is tidy again…. Do I actually have to fix the shit of the whole world?

Etwas mehr Tankvolumen sollte der Kompressor auch noch bekommen. Also schnell eine 13 Liter Kohlensäureflasche geschossen und ein ordentliches Gewinde…..
The compressor should also have a little more tank volume. So quickly bought a 13 liter carbon dioxide bottle and a decent thread…..

….rein gebrüllt! 😉 😉
Mit diesem Bild martialischer Männlichkeit *roflzeraptor* möchte ich den Beitrag nun nach 138 Fotos dem Ende zuführen.
Bleibt gesund und bleibt dran!
…. screamed in! 😉 😉
With this picture of martial masculinity *roflzeraptor* I would like to bring the article to an end after 138 photos.
Stay healthy and stay tuned!
 7866total visits,1visits today
7866total visits,1visits today