
Bearingdrillinging (english below)
Moin Freunde des Pullingsports. Bisher sieht es tatsächlich so aus als würde Füchtorf verhältnismäßig normal stattfinden können. Mal schauen was sich unsere Politikdarsteller bis dahin noch ausdenken, aber ich bin guter Dinge das wir anhaken können!!
Hello friends of pulling sports. So far it actually looks like Füchtorf can take place relatively normally. Let’s see what our political comedians will come up with until then, but I’m in good spirits that we can hook to the sled!!

Wir werden wohl Samstag mit dem kleinen Trecker bei den Gardenpullern und dann für einen ersten Test mit dem großen Trecker an den Bremswagen gehen. Zumindest wenn alles funktioniert.
Zuvor haben wir aber noch ein größeres Problem mit unserem Hauptlager.
We will probably start with the small tractor at the garden pullers on Saturday and then hook for a first test with the big tractor on the sled. At least if everything works.
But before that, we have a bigger problem with our main bearing.

Aber da kommen wir schon bei. Sie sehen: Eine randschichtgehärtete und hartverchromte Welle sowie einen Ausspindelkopf den ich mir vor ewigen Zeiten mal bei eBay geschossen habe….kann man ja immer mal gebrauchen 😉 😉
But we’ll get there. You see: A surface-hardened and hard-chromed shaft as well as a boring head that I bought a long time ago on eBay….you can always use it 😉 😉

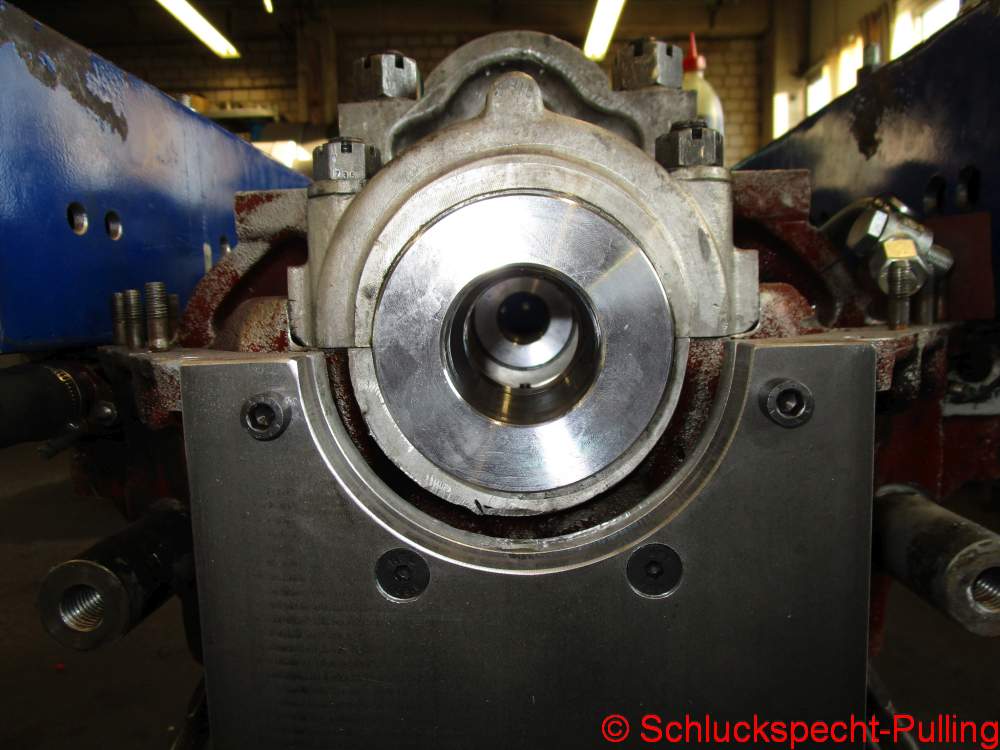
Der Spindelkopf sitzt jetzt an/in/auf der Welle.
The spindle head is now sitting on/in the shaft.

Magnetbohrmaschine. Ich denke Ihr könnt schon in etwa ahnen was kommt 😉
Magnetic drill. I think you can already guess what’s coming 😉

Die Welle….
The shaft….

…bekommt noch zwei „Knubbel“.
…gets two more „stubs“.
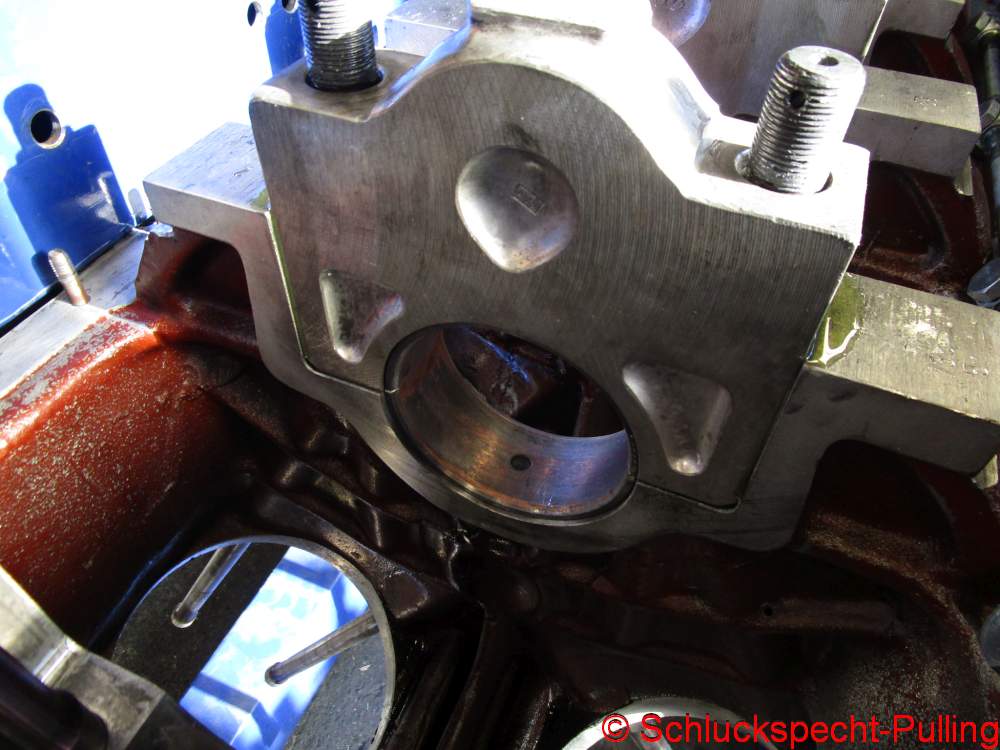
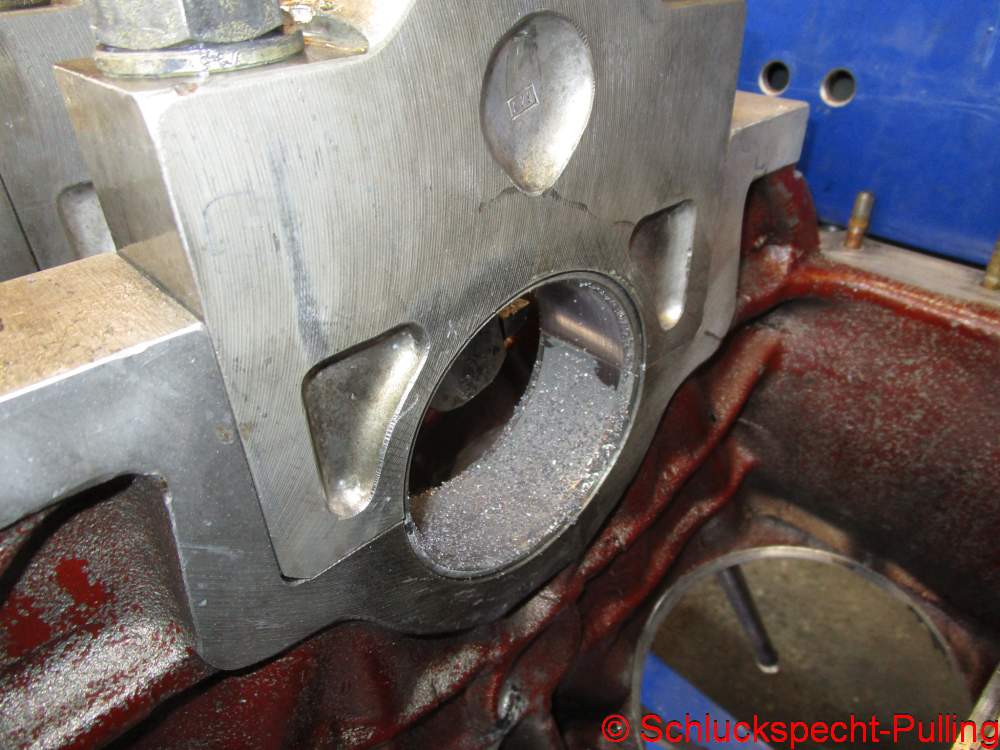
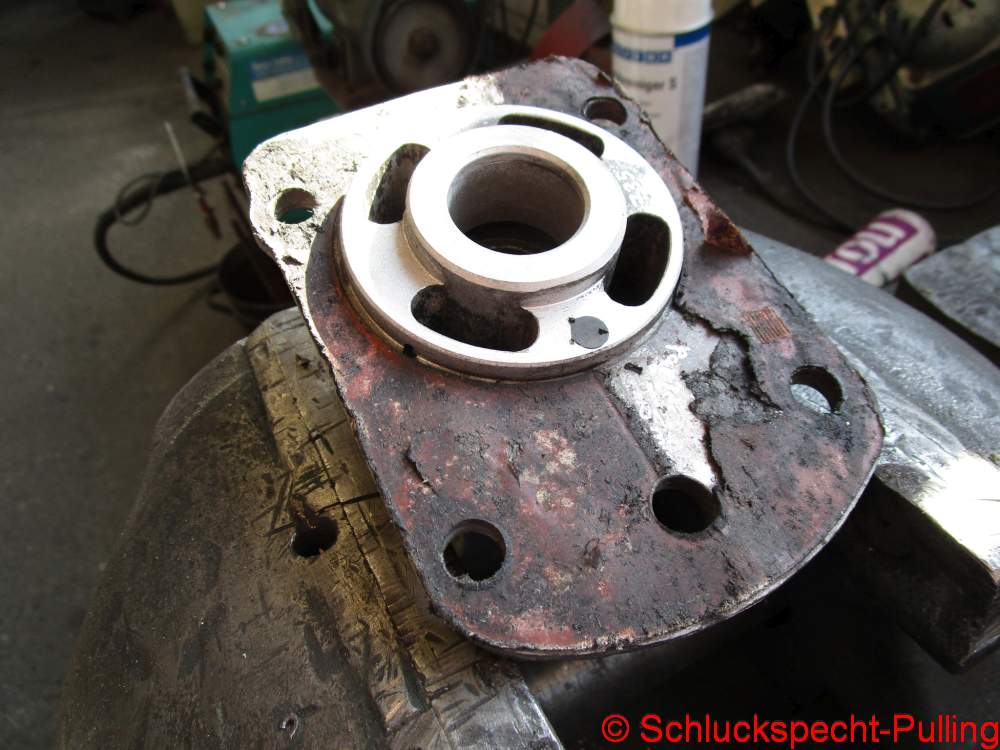
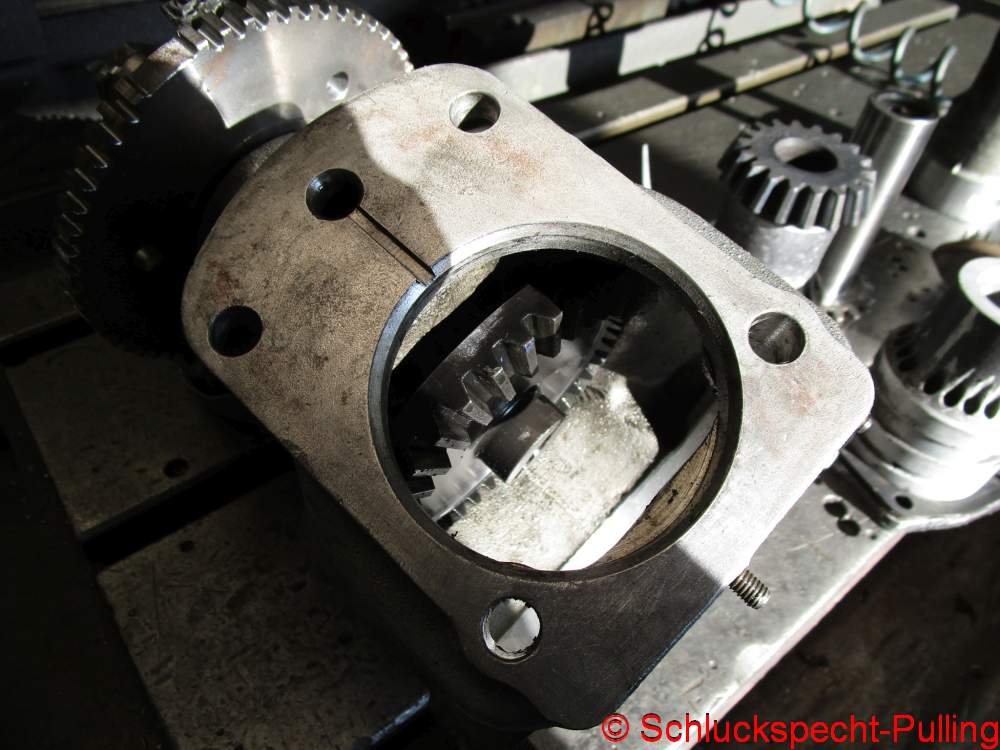
In den Block bauen wir zwei gute Lager….
In the block we put two good bearings….

….und das neue aus Polen ein. Auch wenn der Lagersitz fürchterlich gelitten hat, die Schalen werden noch ordentlich fest.
….and the new one from Poland. Even if the bearing seat has suffered terribly, the shells are still solid clamped.

Schnell noch eine Stahlplatte angeflanscht. Hier nimmt später die Magnetbohrmaschine Platz.
A steel plate was quickly flanged on. The magnetic drilling machine will later be placed here.



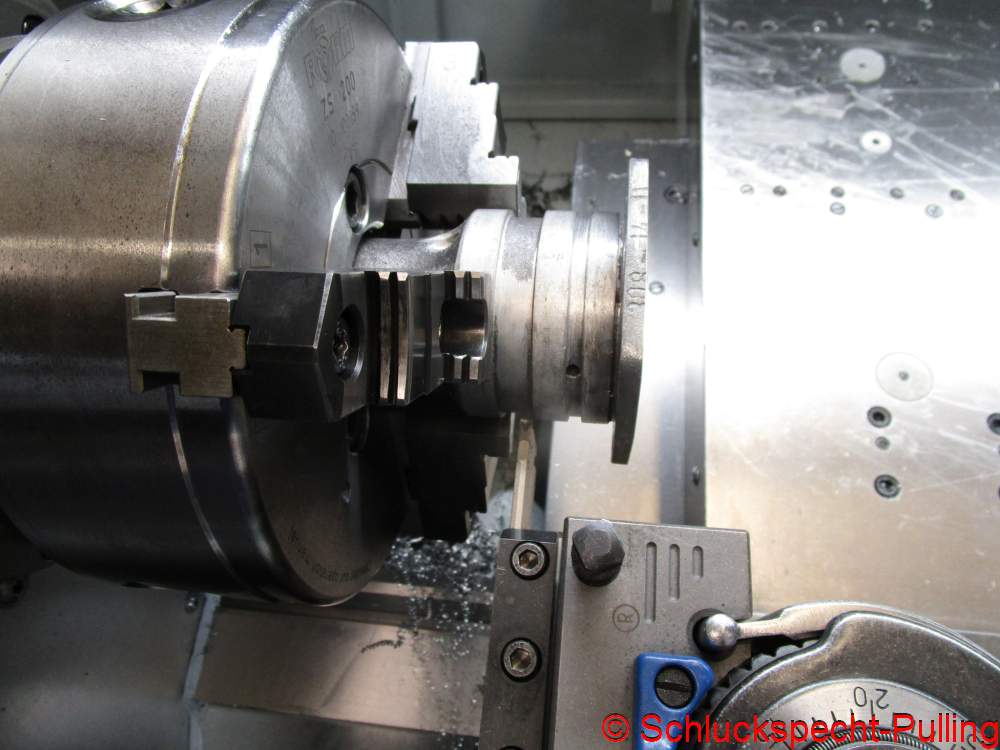
Die beiden Knubbel sind auf der Welle geklemmt und wurden dann mit dieser in einer Aufspannung auf das passende Maß gebracht das sie satt in den guten Hauptlagern laufen.
The two stubs are clamped on the shaft and were then brought to the right size in one clamping so that they run snugly in the good main bearings.
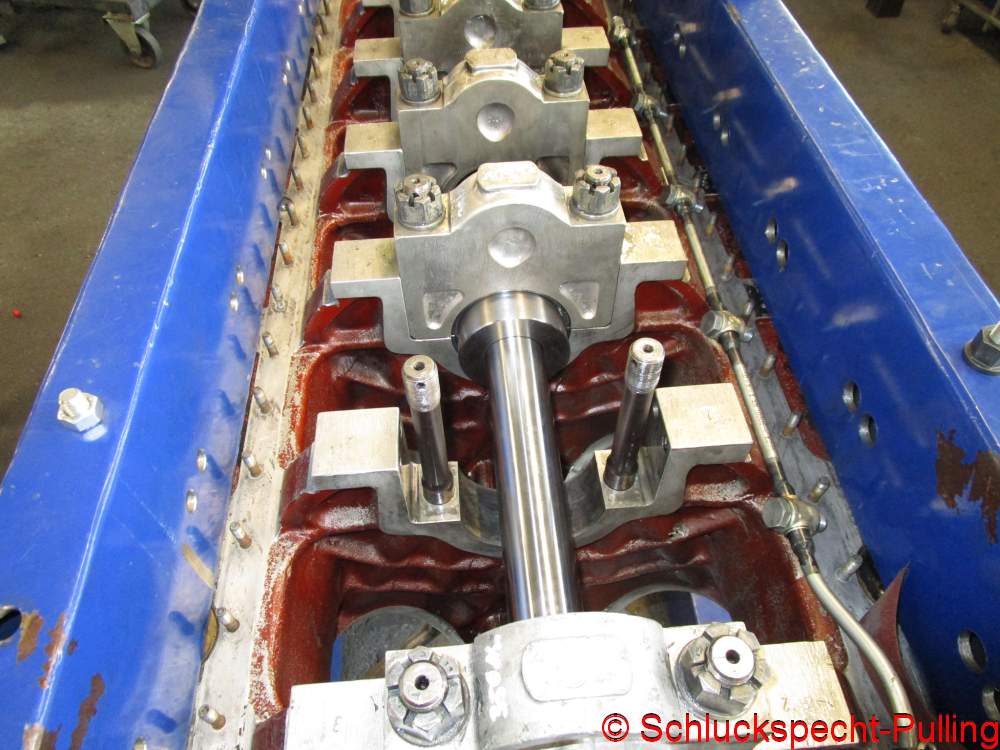



Was fehlt noch?
What´s missing?

Richtig, eine Drehmomentabstützung aus der Grabbelkiste. Total geil wenn der Elektromagnet die Leiste zum Anschweißen fest hält…..
Right, a torque support from the junk box. Totally cool when the electromagnet holds the strip tight for welding…..
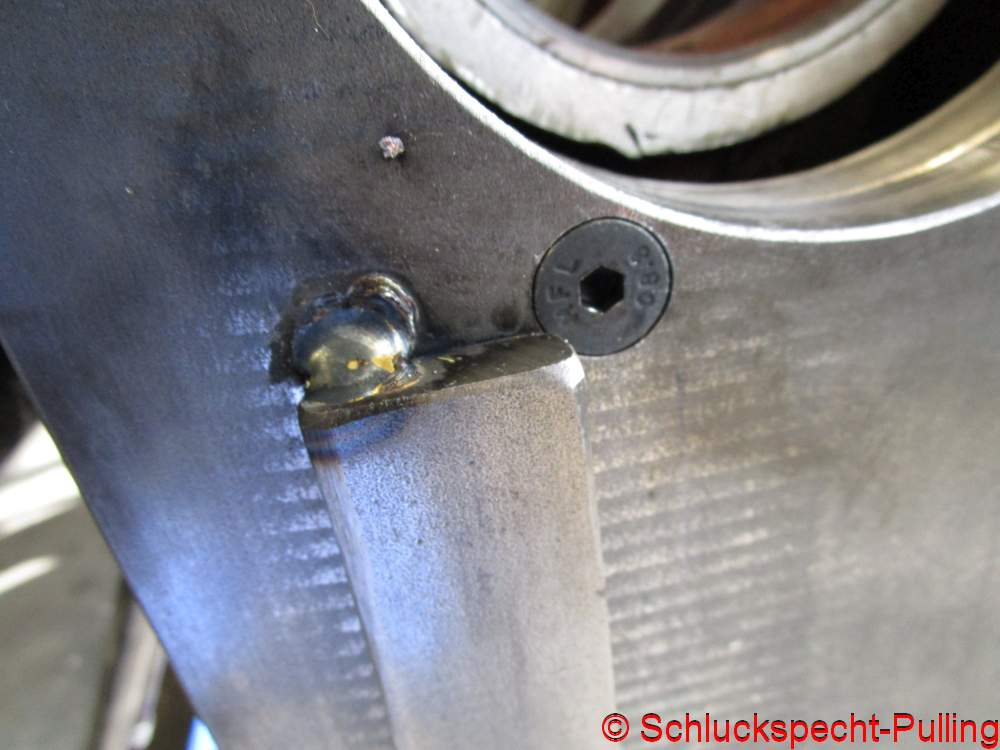
….total dämlich allerdings wenn man die Leiste so anschweißt das man die Schraube nicht mehr raus bekommt…..*grml*
….totally stupid, however, if you weld the strip on in such a way that you can’t get the screw out…..*grml*

Es ist angerichtet.
Everything is served.

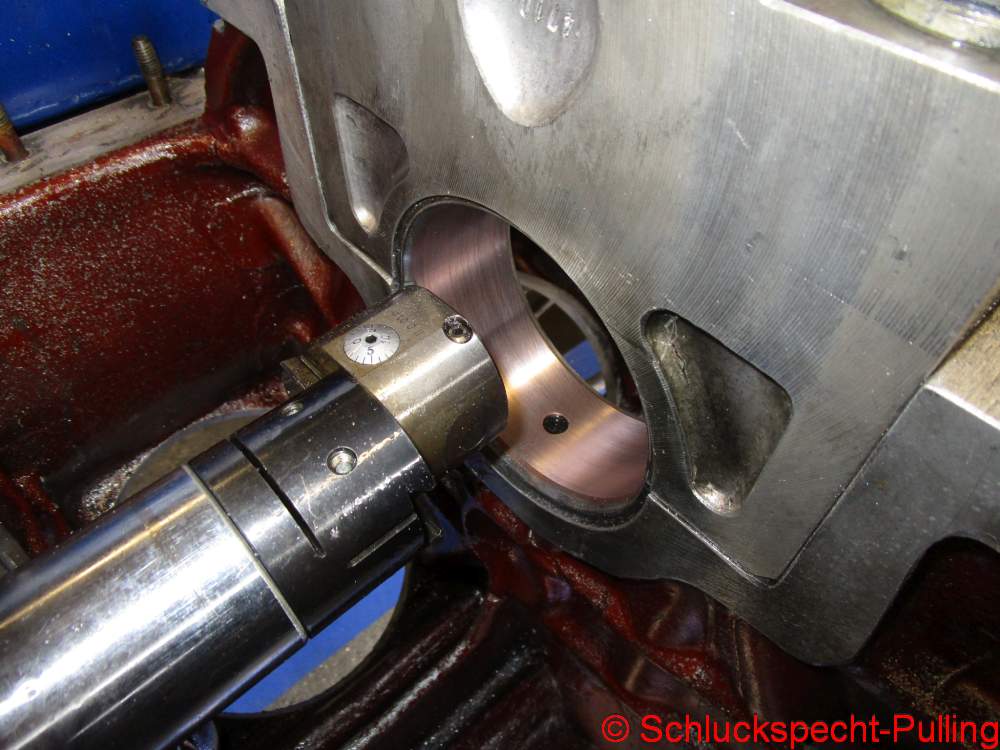
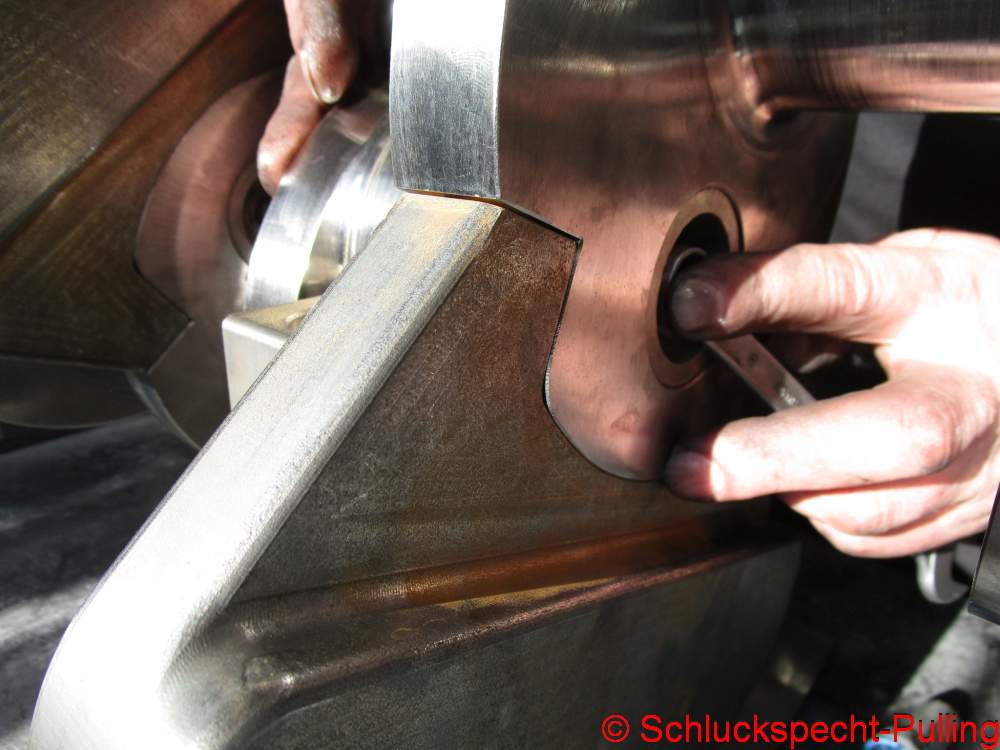
Der Spindelkopf wird grob eingestellt und von da an tastet man sich in Schritten von wenigen zehntel Millimetern voran. Ich schreibe das hier so unspektakulär runter und was soll ich sagen…..es ist auch genau so unspektakulär.
Für eine aus der Not gebo(h)rene *roflzeraptor* Lösung läuft das mal richtig gut.
The spindle head is set roughly and from there you feel your way forward in steps of a few tenths of a millimeter. I’m writing this down so unspectacularly and what can I say…..it’s just that unspectacular.
For a solution bor(e)n *roflceraptor* out of necessity, it works really well.
Langsam aber sicher wird die Buchse sauber. Ungefähr 1mm Aufmaß bezogen auf den Durchmesser ist ab Werk noch drauf. Damit kann man arbeiten.
Slowly but surely the shells are getting clean. Approximately 1mm excess material based on the diameter is still on it. You can work with that.

Fertig Meister! Wir haben der ganzen Geschichte dann mal 0,1mm Laufspiel gegeben. Größer wird es von ganz alleine 😉 😉
Done master! We then gave the whole thing 0.1mm running clearance. It gets bigger all by itself 😉 😉


Nochmal der Vergleich zur kaputten Lagerschale…ich denke einen „kleinen“ Unterschied sieht man schon, oder? 😉
Sagen wir es mal so, hätte diese Bohrmethode nicht funktioniert, hätten wir echt mit ziemlich heruntergelassenen Hosen dagestanden. Wie das ausgesehen hätte *rofl*
Dadurch das das Bohrwerkzeug genau eine Schneide hat und die Führung durch die heilen Lagerschalen sehr genau gegeben war, dürfte es zu nahezu keinem Fluchtungsfehler gekommen sein. Es gibt nur eine Methode wie man das in Zukunft noch besser machen kann…also denke ich jedenfalls. Aber zuviel möchte ich a) noch nicht verraten und b) hoffe ich das wir so schnell nicht mehr an die Hauptlager dran müssen. 😉 Naja, ok, einen kleinen Tipp möchte ich euch dann doch geben……
Again the comparison to the broken bearing shell…I think you can see a „small“ difference, right? 😉
Let’s put it this way, if this drilling method hadn’t worked, we would have been standing there with our pants really down. What that would have looked like *rofl*
Due to the fact that the drilling tool has exactly one cutting edge and the guidance through the intact bearing shells was very precise, there should have been almost no misalignment. There’s only one way to make this even better in the future…well, I think so anyway. But a) I don’t want to reveal too much and b) I hope that we won’t have to go to the main bearings anytime soon. 😉 Well, ok, I would like to give you a little tip……

Um mal Andy von Subi-Performance zu zitieren „Antrieb für den Hondieter“ 😉 😉
Themenwechsel!
To quote Andy from Subi-Performance „Drive for the Honedieter“ 😉 😉
Change of topic!

Simon ist auch wieder an Bord und montiert fleißig Ventile.
Simon is also back on board and is busy installing valves.
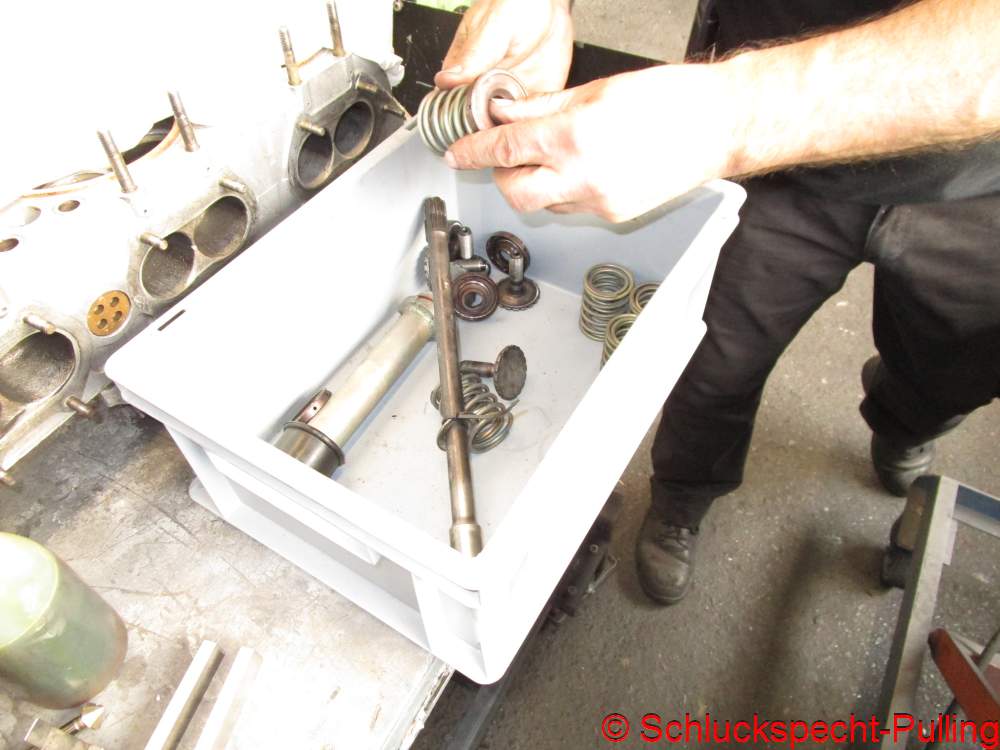

Etwas trickreich die praktikabelste Lösung zur Montage zu finden. Liegt einfach an der eigenwilligen Konstruktion des Ventiltriebs.
Finding the most practical solution for assembly is a bit tricky. It’s simply due to the idiosyncratic design of the valve train.

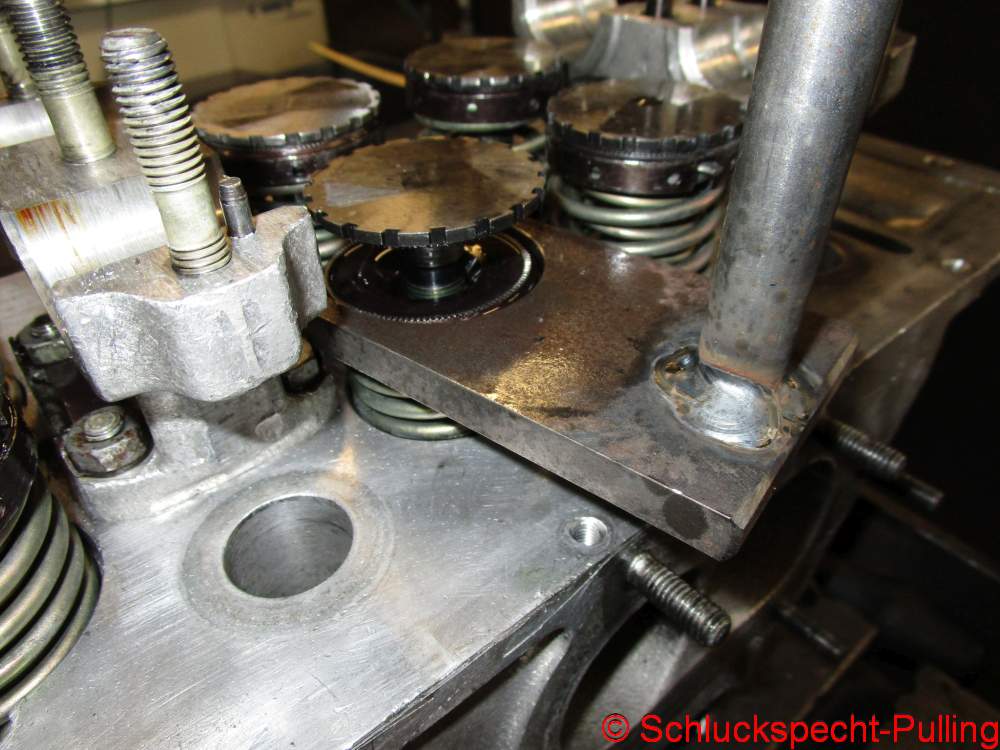
Mit etwas Spezialwerkzeug, Grips und einer Standbohrmaschine ging es dann aber doch ganz gut.
But with a little special tool, some brain and a boring mill, it all went quite well.

Simon hat früher immer an britischen Panzermotoren geschraubt….aber irgendwie ist Motor doch immer Motor…wenn auch immer etwas anders 😉 😉
Simon used to work on British tank engines…but somehow a motor is always a motor…even if it’s always a bit different 😉 😉

Kurzer Turboeinschub von Thomy. Unsere Lader sind gereinigt und im Begriff wieder zusammen gebaut zu werden. Geil!
Short turbo insert from Thomy. Our turbos have been cleaned and are about to be rebuilt. Cool!




Sind sie nicht schön? Irgendwie auch ein wenig unheimlich wenn man sich mal vor Augen führ das die Teile bald über 1.000 Umdrehungen machen……in der Sekunde!!
Aren’t they beautiful? Somehow a bit scary when you realize that the parts will soon be making more than 1,000 revolutions……per second!!

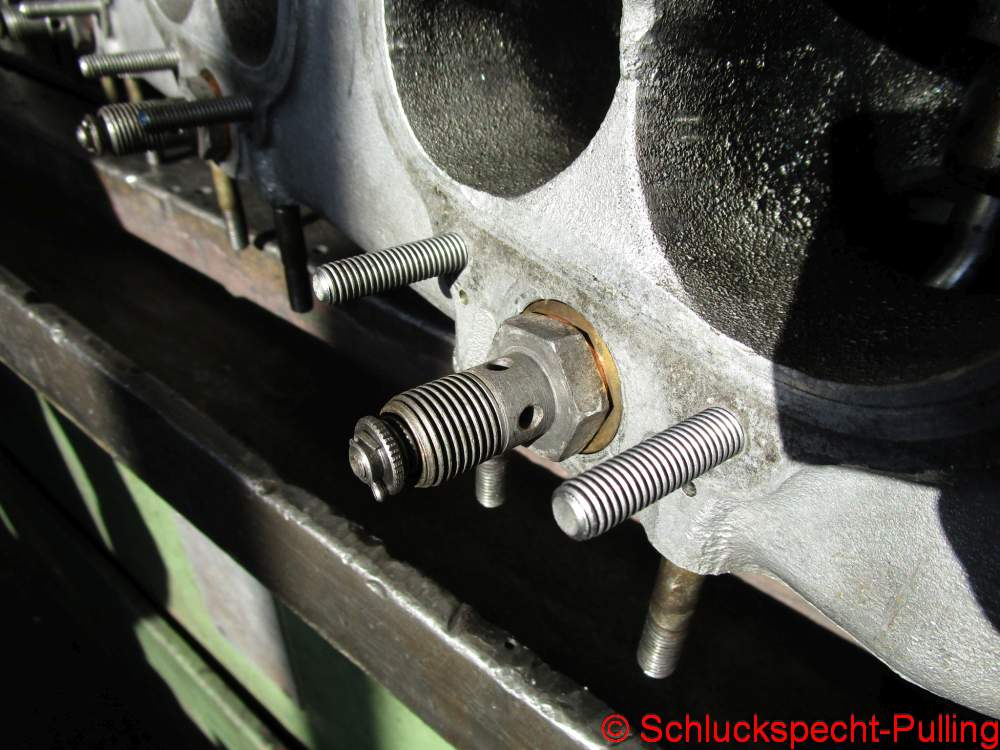
Da einige Gewindebohrungen (für die Einspritzpumpen) stellenweiße Durchgang ins Kurbelgehäuse haben….
Since some threaded holes (for the injection pumps) have white passages into the crankcase….

…wurden diese sogleich mit Madenschrauben abgedichtet.
…these were immediately sealed with grub screws.


Auch die Kurbelwelle ist fertig zur Montage.
The crankshaft is also ready for assembly.
Die Bohrungen werden mit den Aluminiumstopfen verschlossen. Sollte sich da auch nur ein Stopfen lösen ist der Öldruck weg und der Motor frack…also so richtig. 😉
The holes are sealed with the aluminum plugs. If even just one plug comes loose, the oil pressure is gone and the engine will die… really. 😉

Öldruck ist ein gutes Thema. Wir brauchen noch Löcher in den Lagerschalen sonst bring die ganze Bohrerei durch den Block nichts….
Also Schalen einsetzen und eben anbohren…..
Oil pressure is a good topic. We still need holes in the bearing shells, otherwise drilling through the block won’t do anything…. So insert shells and just drill a little to finde the position…..

…durchbohren….
…drill through…

….und ein wenig Schaben um einen schönen Öleinlauf zu gewährleisten. Die Einlauframpe wurde im Nachgang natürlich noch ein wenig mit Schleifleinen geglättet. Ich möchte ja das es dem Öl gut geht 😉 😉
….and a little scraping to ensure a nice oil flow. The run-in ramp was of course smoothed out a little with abrasive cloth afterwards. I want the oil to do well 😉 😉

Die Ventile sind in den Köpfen….
Valves are in the Heads…

…Zeit um die Zündkerzenschächte zu montieren. Da das letztes mal ein irres Gefummel war den Sicherungsdraht zu rödeln….
…time to mount the spark plug tubes. Since the last time it was a crazy fumbling to tie the safety wire….

…hab ich an der Stelle mal aufgerüstet. So ne Zwirbelzange kostet echt nicht die Welt und wenn man mal die etwas eigenwillige Funktion erlernt hat….
…I upgraded it instead. Such a twisting plier really doesn’t cost much and once you have learned the somewhat idiosyncratic function….

…möchte man fast nichts anderes mehr machen als Drahtsicherungen zu montieren 😉 😉
…you almost don’t want to do anything other than mount safety wires. 😉 😉
Die Anlassventile kommen auch wieder rein…Hey, es wird langsam wieder ein Motor 😉
Was haben wir noch?
The airstarter valves come back in too…hey, it’s slowly becoming a engine again 😉
What do we still have?

Zahnräder! Genauer gesagt der Abtrieb nach oben zu den Nockenwellen und dem Druckluftstarter. Das rechte Rad kommt aus dem aktuellen Motor, das linke aus dem grünen Bulgaren. Jetzt ergibt sich natürlich ein Problem. Die Zahnräder sind nicht wirklich gleichmäßig gefertigt. Das wird dann mit Unterlegscheiben ausgeglichen. Soweit so schlecht. Um das Zahnflankenspiel einstellen zu können muss erst die Kurbelwelle rein, die Zahnräder müssen vermessen werden und dann muss die Kurbelwelle wieder raus….und so weiter und sofort…. Das geht auch anders!
Gears! More precisely, the drive upwards to the camshafts and the air starter. The right gear comes from the current engine, the left from the green Bulgarian. Now, of course, there is a problem. The gears are not really made evenly. This is then balanced with washers. So far so bad. In order to be able to adjust the backlash, the crankshaft must first be inserted, the gears must be measured and then the crankshaft must be removed again….and so on and so on…. There is another way!

Grauguss auf der Fräse…was auch sonst?
Grey cast iron on the mill…what else?
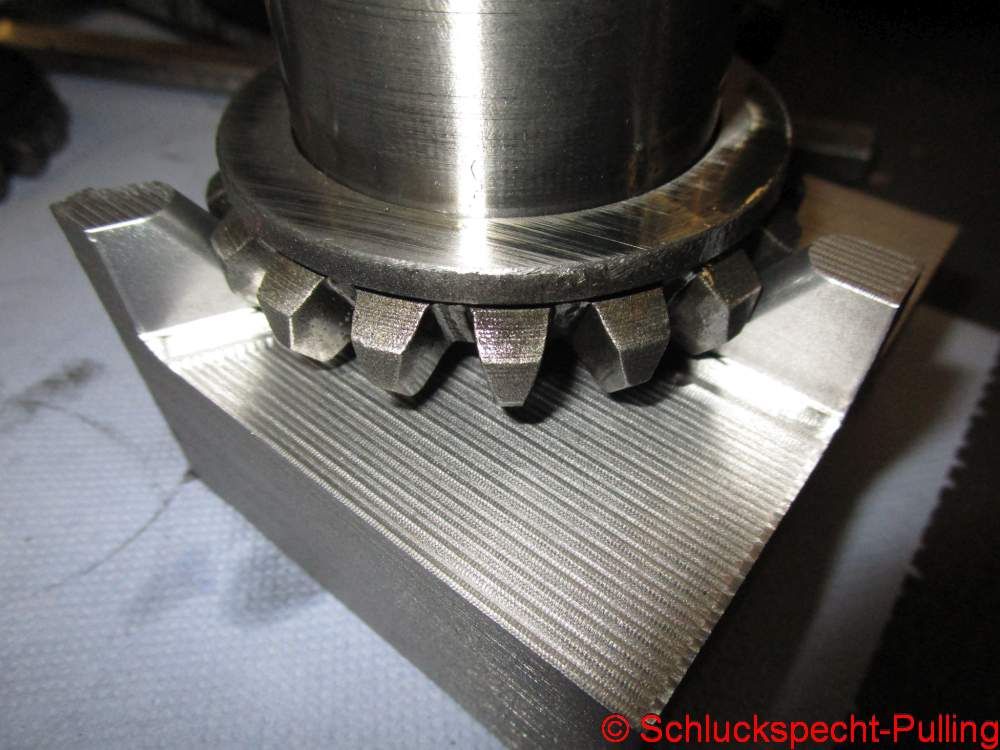
Daraus ist dann ganz schnell diese wunderbare Lehre entstanden. Das Zahrad liegt genau auf den Zahnflanken auf wo es später auch passen muss.
From this, this wonderful gauge quickly emerged. The gear wheel lies exactly on the tooth flanks where it has to fit later.

Jetzt muss man nur noch das Maß vom alten Rad mit dem vom neuen vergleichen und schon hat man was man sucht….Naja, nicht ganz…
Now all you have to do is compare the size of the old wheel with that of the new one and you have what you are looking for….well, not quite…
Da ich mit Dichtungen im allgemeinen und mit Dichtmasse im speziellen fürchterlich auf Kriegsfuß stehe….
Since I’m terribly at war with seals in general and with sealant in particular….

…wurde dieser ganze Rotz so gut es geht entfernt. Wichtig ist vor allem das man die Dicken der ganzen Dichtungen genau ausmisst und den Zahnradabstand entsprechend korrigiert. Ist kein Hexenwerk, sollte nur gewissenhaft gemacht werden.
…all this shit was removed as best as possible. Above all, it is important that you measure the thickness of the entire seals precisely and correct the gear wheel spacing accordingly. It´s not rocket science, should only be done conscientiously.

Bereits erwähnte Unterlegscheiben werden dann einfach in ihrer Dicke angepasst.
The thickness of the washers already mentioned is then simply adjusted.

Natürlich wird auch die Beschriftung auf den Teilen angepasst. Kontrollfreak Stefan mal wieder 😉 😉
Of course, the labeling on the parts will also be adjusted. Control freak Stefan again 😉 😉


Gleiches auch bei anderen Buchsen etc. für andere Nebenaggregate.
The same applies to other sockets etc. for other ancillary drives.

Nur das hier zum Teil auch die Buchse abgefräst werden musste. Aber auch das bekommen wir hin 😉
The only difference here was that the bushing had to be milled off in part. But we can do that too 😉

Teilweise hat der Motor richtige Dichtpakungen aus Papierdichtung, Blech und nochmal Papierdichtung. Da kommen dann schnell auch mal 2,5mm Dicke zusammen. Bei den Abtrieben für die Nockenwellen muss dann auch schon mal eine Nut verbreitet werden damit überall genug Öl hin kommt.
In some cases, the engine has real sealing packages made of paper gasket, sheet metal and again paper gasket. Then a thickness of 2.5 mm quickly comes together. At the driveshafts for the camshafts, a groove has to be widened so that enough oil gets everywhere.


Wenn man das alles sorgfältig macht, kann man den Motor nahezu komplett Dichtungsfrei montieren. Ich möchte an dieser Stelle fürs Protokoll festhalten: Das Blaue ist kein Dichtstoff im herkömmlichen Sinn. Es ist eine nicht aushärtende(!) Dichtmasse die man später mit einem Tuch und etwas Bremsenreiniger wieder weg bekommt.
Jaja, eine ordentliche Papierdichtung wird wohl etwas dichter sein. Aber wie sagt man so schön: Der ölt nicht, der schwitzt Leistung 😉 😉
Zeit den Beitrag langsam zu verlassen…..
If you do all this carefully, you can assemble the engine almost completely without gaskets. At this point I would like to record for the record: The blue is not a sealant in the traditional sense. It is a non-hardening(!) sealant that can be removed later with a cloth and some brake cleaner.
Yeah, a decent paper gasket will probably be a little tighter. But as the saying goes: It doesn’t loose oil, it sweats Performance 😉 😉
Time to slowly exit the post…..
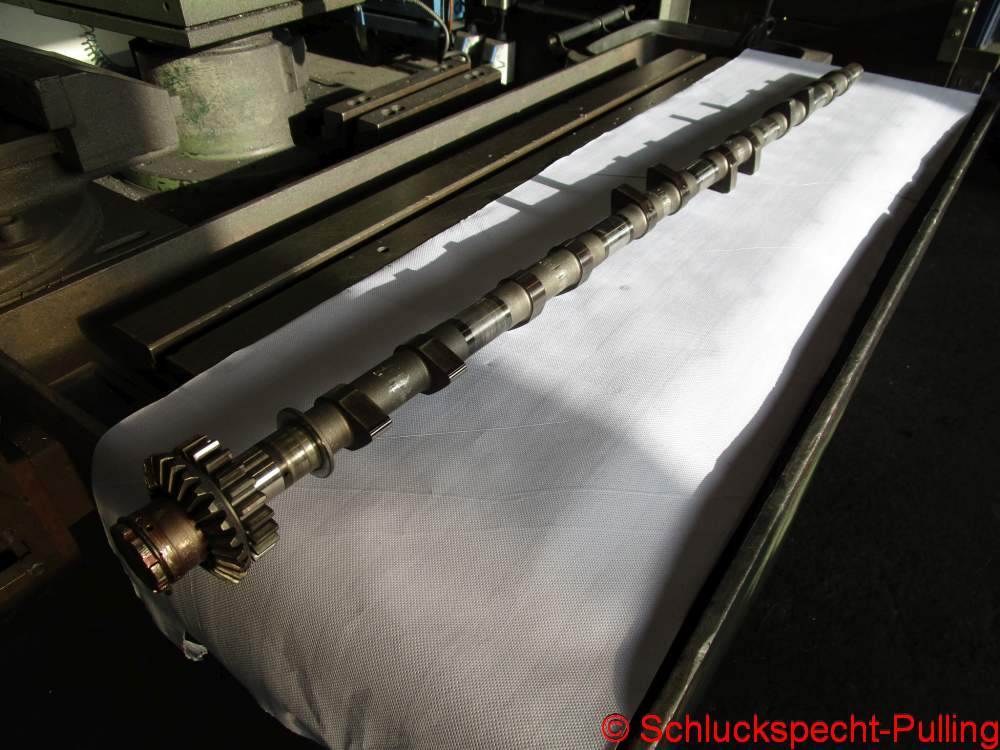
…mit Nockenwellen.
…with camshafts.

Im Grunde wollte ich nur „mal eben“ den Einstellmechanismus der Steuerzeiten ansehen. Das Grundkonstrukt kennen wir schon vom Druckluftstarter. Zwei Verzahnungen ohne gemeinsamen mathematischen Teiler werden durch eine Buchse verbunden. Durch Verdrehen der Buchse findet sich für fast jeden Winkel eine passende Stellung wo die Verzahnungen ineinander passen. So schlicht, so genial.
Aaaaaaber…..
Basically, I just wanted to take a look at the timing mechanism. We already know the basic construction from the compressed air starter. Two splines without a common mathematical divisor are connected by a bushing. By twisting the bushing, a suitable position can be found for almost every angle where the teeth fit into each other. So simple, so ingenious.
But…..

….die Scherzkekse haben auf das Teil ein Linksgewinde geschnitten?!?!?! Wieso das bei einem Teil nötig ist auf das a)später eh kein Drehmoment einwirkt und b) eine großzügig dimensionierte Sicherung mit einem Metallsplint erfolgt kann ich mir nun beim besten Willen nicht erklären. Direkt mal mit der gängigen Markierung für Linksgewinde (LH= Left Hand) markiert. Doch es wird noch besser…
….the pranksters cut a left-hand thread on the part?!?!?! Why this is necessary for a part on which a) no torque acts later anyway and b) a generously dimensioned securing with a metal cotter pin I can’t explain with the best will in the world. Directly marked with the usual marking for left-hand threads (LH= Left Hand). But it gets even better…

Wieder eine andere Nockenwelle hat Rechtsgewinde…. Ich werd noch irre….
Another camshaft has a right-hand thread… I’m going crazy…

Naja, jetzt haben die Nockenwellen alle eine Markierung und ich kann die Buchsen ganz entspannt mit einem Hakenschlüssel demontieren….
In dem Sinne: Drückt uns die Daumen das wir alles bis Füchtorf fertig bekommen, bleibt gesund und bleibt dran!
Well, now the camshafts all have a mark and I can dismantle the bushings with a hook wrench in a relaxed manner….
In this sense: Keep your fingers crossed that we can get everything done by Füchtorf, stay healthy and stay tuned!
 4902total visits,2visits today
4902total visits,2visits today