
Dyno und Hub (english below)

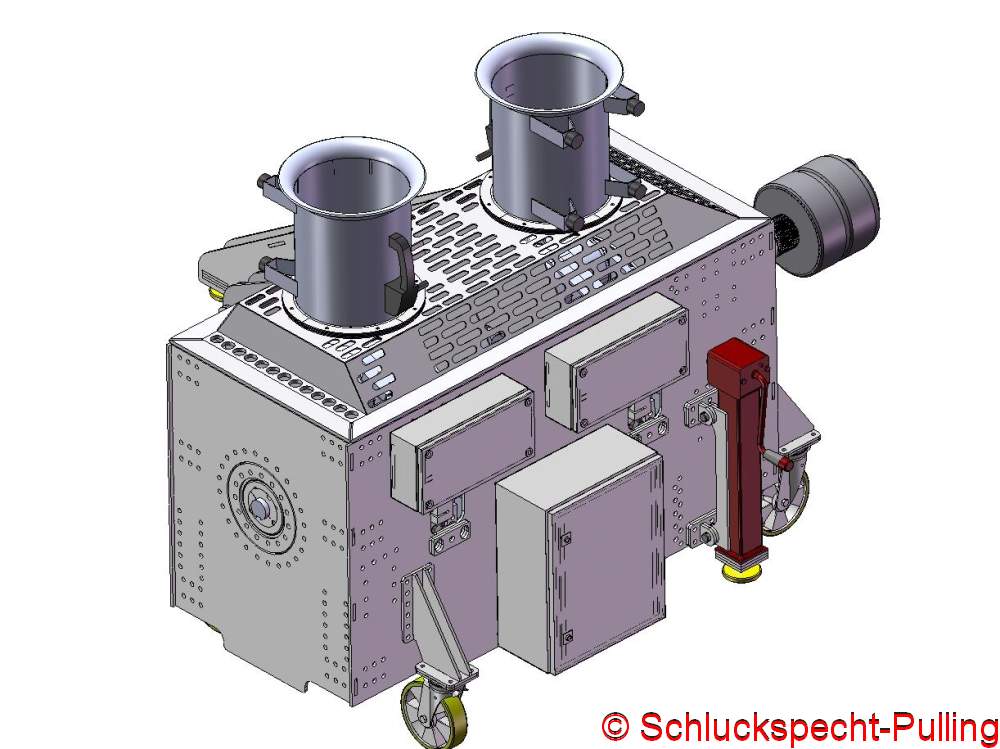
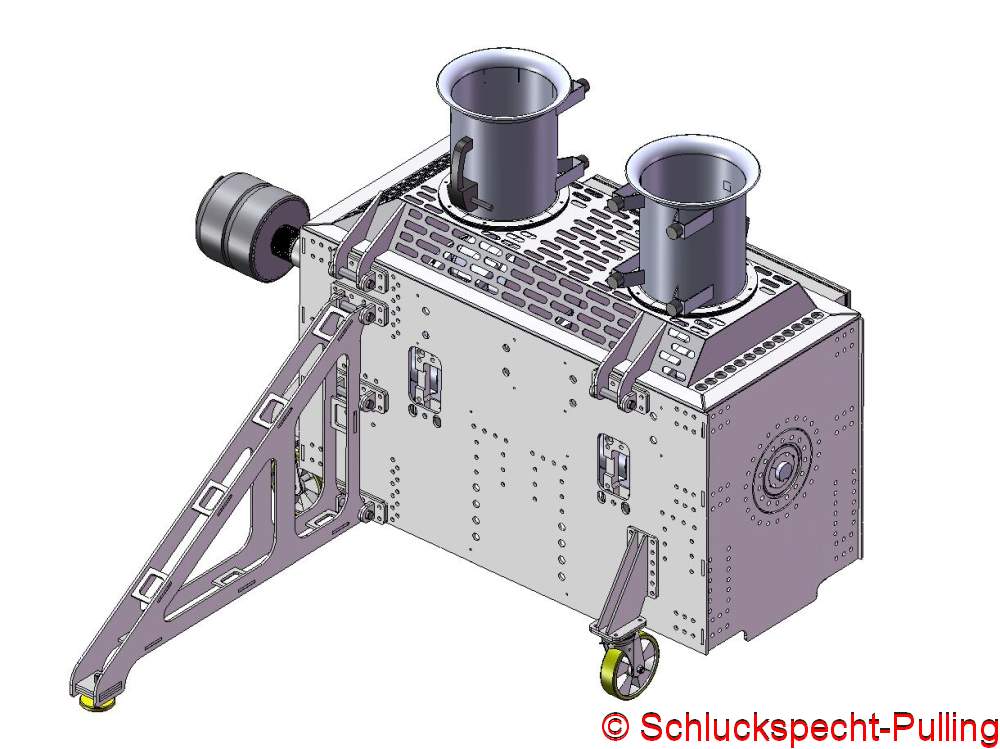
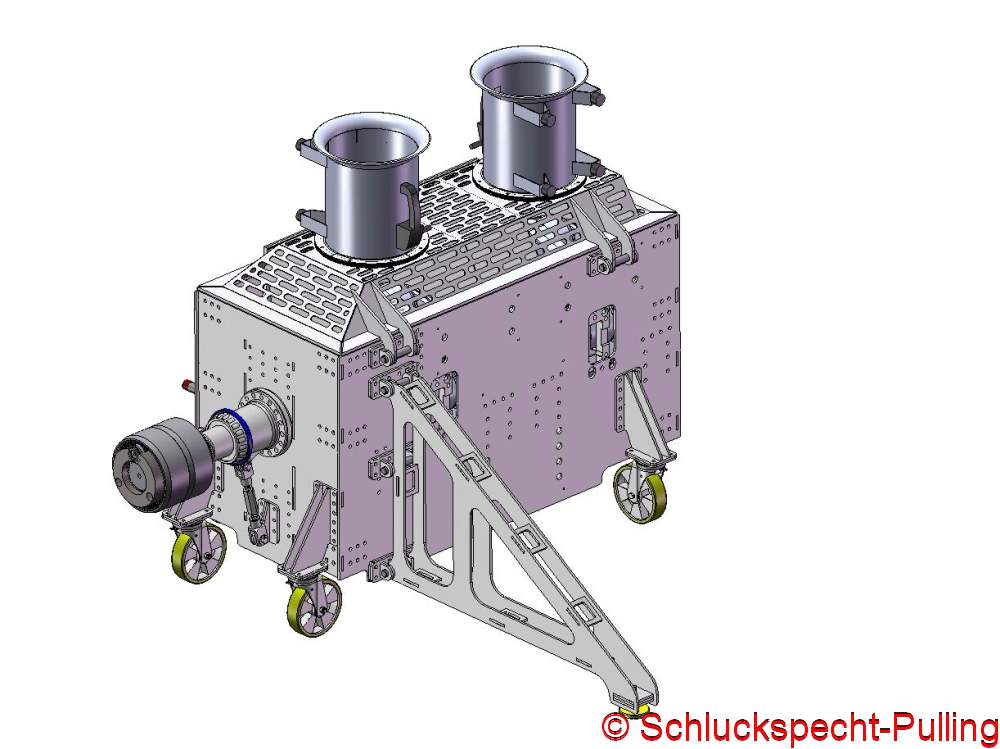
Nach unzähligen Stunden vorm Rechner ist es endlich soweit. Der Leistungsprüfstand ist fertig konstruiert und die Dateien sind auch schon beim Laserschneiden.
After countless hours in front of the computer, the moment has finally arrived. The dynamometer has been fully designed, and the files have already been sent off for laser cutting.

Da vieles, aber lange nicht alles vom Laser fällt, haben wir mal wieder was, das wir schon öfter hatten. Grauguss auf der Fräse.
Since a lot—though by no means everything—comes off the laser, we’re back to something we’ve done many times before: gray cast iron on the milling machine.




Nachdem da einige Kilo Material entfernt wurden, haben wir Ringe mit vielen Löchern…..
After several kilos of material were removed, we ended up with rings containing many holes…


Man glaubt es kaum. Das sind „nur“ die Distanzringe damit in den Getrieben eine zweite Stufe Platz hat. Kann man mal machen. 😉
It’s hard to believe. These are „just“ the spacer rings to make room for a second stage inside the gearboxes. You know—just something you do. 😉
Was finden wir noch in den Zeichnungen?
What else do we find in the drawings?

Scheiben aus Baustahl…
Disks made of mild steel…

…nun mit Lochbild und noch ein paar anderen Dingen.
…now with the hole pattern and a few other things.

So ganz grob passt das schon mal mit dem Achsstummel.
Roughly speaking, the stub axle looks about right.
Noch etwas Material auf der Drehbank entfernen…
Removing a little more material on the lathe…

…entgraten und fertig.
…deburr and ready it is.

Mit dieser Palette verlassen wir den Bereich „Baustahl“ endgültig und kommen zu den Werkzeugstählen. 😉
With this palette, we are finally leaving the realm of „structural steel“ and moving on to tool steels. 😉


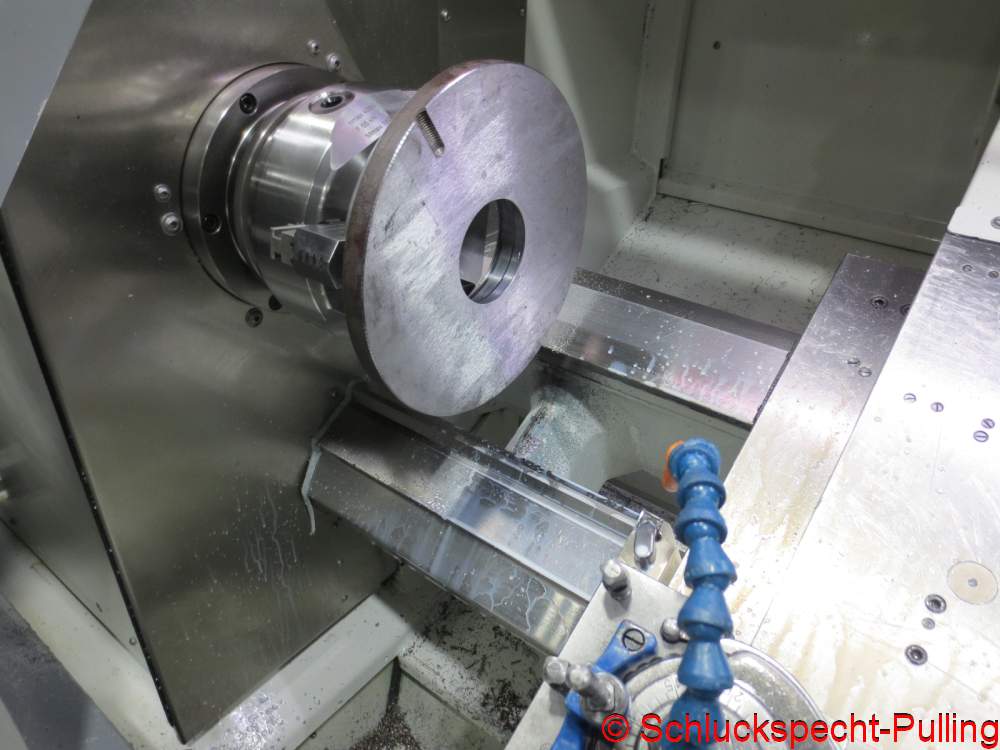
Da ich von vorvergüteten Stählen gar nicht mehr überzeugt bin, haben wir hier einen normalgeglühten 1.2343. Um nicht unnötig Material vergüten zu müssen, erfolgt zunächst mal eine grobe Bearbeitung.
Since I am no longer at all convinced by pre-hardened steels, we are using a normalized 1.2343 here. To avoid having to heat-treat unnecessary material, a rough machining pass is performed first.

„Herr Lehrer, Herr Lehrer….was ist die Spitzenhöhe einer Drehbank?“
„Mr. Teacher, Mr. Teacher… what is the center height of a lathe?“


„DAS ist die Spitzenhöhe DEINER Drehbank!“ 😉 😉
„THAT is the center height of YOUR lathe!“ 😉 😉

Zig Kilos runter…
Lose dozens of kilos…


….Drehbank voll. 😉
…lathe full. 😉


Weiter gehts auf der Fräse.
Next up: back to the milling machine.



Man erkennt die Ähnlichkeit zu den 3D-Druck Teilen. Nun gehts zur Wärmebehandlung bevor die finale Bearbeitung starten kann.
The resemblance to the 3D-printed parts is evident. Now it is time for heat treatment before the final machining can begin.

Also eigentlich mag ich den Stahl gar nicht wegen seiner Eigenschaften, sondern einfach weil er die geilste Spanfarbe macht. 😉 😉
Actually, I don’t really like this steel for its properties—I just like it because it produces the sickest chip colors. 😉 😉
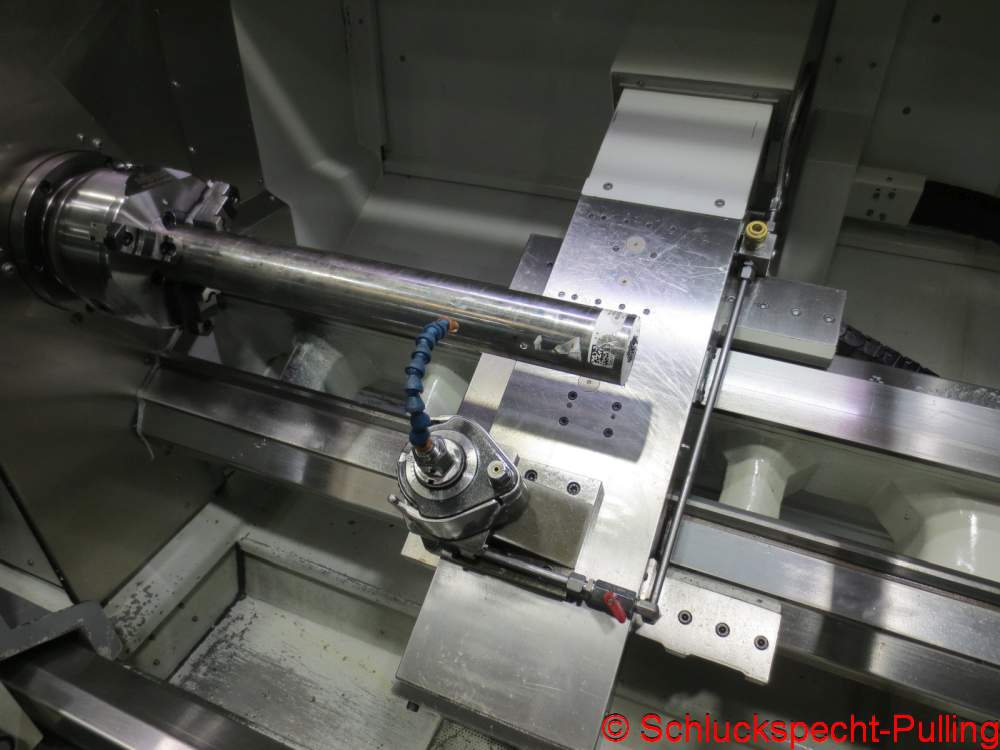


Fast fergessen: Auch die Ausgangswellen müssen noch zum Vergüten vorgearbeitet werden.
Almost forgotten: The output shafts also still need to be pre-machined for heat treatment.

Jetzt machen wir nach soviel Stahl und Spänen mal den harten Schnitt. Die Reihenklemmen sind nun mit Sikaflex gesichert. Das ist nicht schön, aber fürchterlich effektiv. 😉
Now, after all that steel and metal shavings, let’s make a sharp transition. The terminal blocks are now secured with Sikaflex. It’s not pretty, but it’s terribly effective. 😉


Das aufkommende gute Wetter wurde direkt noch für einen Probelauf genutzt. Ich hatte da noch so ein paar Ideen für die Leerlaufeinstellung. Machen wir es kurz: Die Idee war richtig, aber der Effekt überschaubar. 😉
The improving weather was immediately put to use for a test run. I still had a few ideas regarding the idle adjustment. To cut a long story short: The idea was good, but the effect was modest. 😉

Da mir das Gefuckel mit den Silikonsteckern in den tiefen Kerzensteckern fürchterlich auf den Keks geht, hab ich mal geschaut was MSD zu bieten hat.
Since messing around with those silicone boots down inside the deep spark plug wells is really getting on my nerves, I decided to see what MSD has to offer.

Tja, jetzt kommt ein weiteres Kapitel das man einer KI nie komplett trauen sollte.
Well, now comes another chapter in why you should never completely trust an AI.

Die KI sagt: In dem MSD Set ist alles enthalten was man braucht. Aber Pustkuchen. Da wir noch Zündkabel haben könnte man ja mal versuchen die Silikonstecker mit den Hemi-Rohren zu verbauen. Natürlich passt das nicht.
The AI says: The MSD kit contains everything you need. Just not! Since we still have spark plug wires lying around, we figured we’d try fitting the silicone boots onto the Hemi tubes. Naturally, they don’t fit.


Falscher Durchmesser, zu lang….schleifen, schneiden….
Wrong diameter, too long… grinding, cutting…


So ist das alles Kacke…..grml… Natürlich verbauen wir das so nicht. Aber ich wollte das mal sehen wie das so werden könnte.
So, this is all total crap… grumble… Of course, we won’t actually install it like this. But I just wanted to see what it might look like.
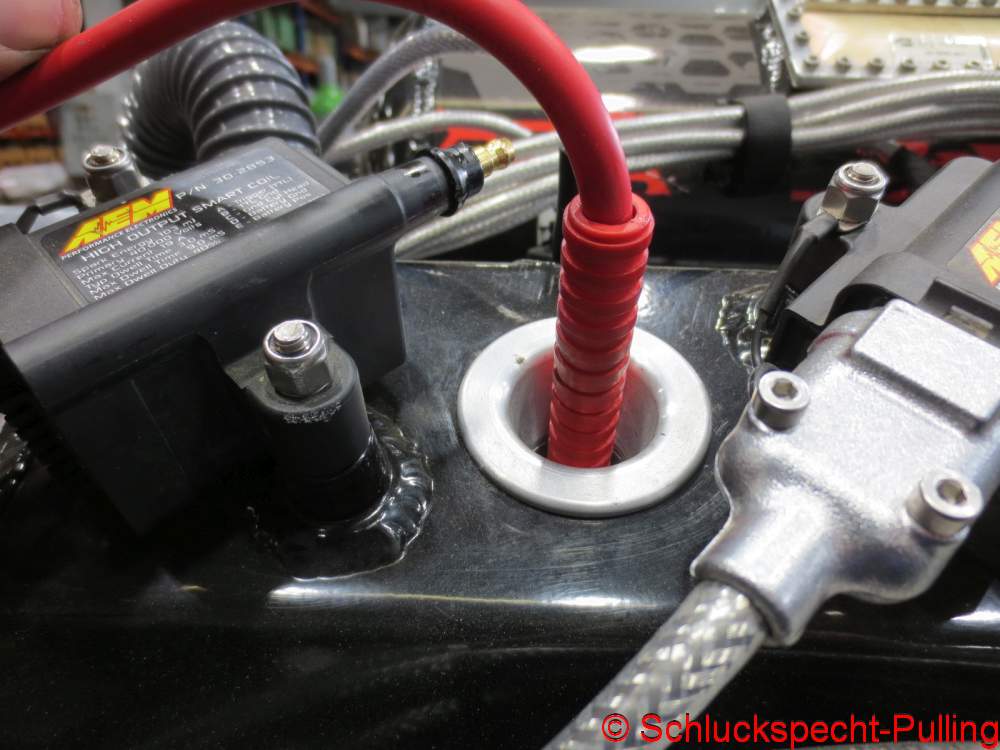


Grundsätzlich sieht das schon mal nicht schlecht aus. Das Ende vom Lied: Jetzt wurden in Amerika die richtigen MSD-Sets bestellt bei denen dann tatsächlich alles enthalten ist und passt….
Basically, it doesn’t look bad so far. The bottom line: The correct MSD sets have now been ordered from America—the ones that actually include everything and fit properly…

Damit zurück zum Stahl.
Back to steel again.


Wir bauen Klemmschalen.
We manufacture clamping shells.

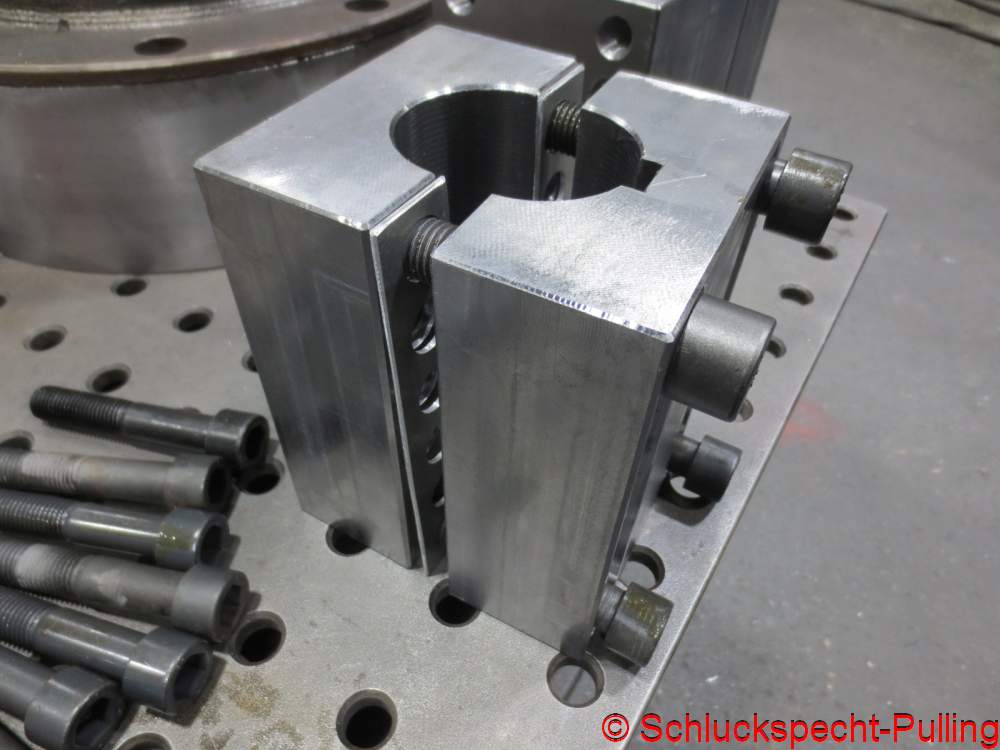
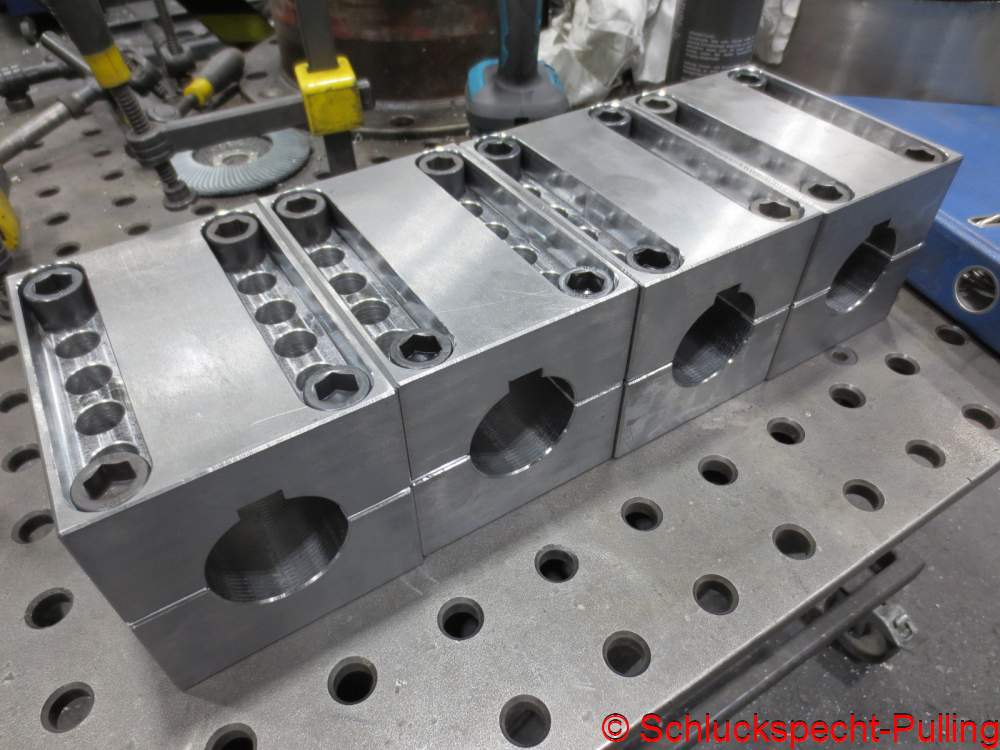
Da die Klemmschellen später mal die Retarder verbinden und da bis zu 10.000Nm drüber gehen, machen wir das direkt mal gescheit.
Since the clamping collars will eventually connect the retarders—and up to 10,000 Nm will be running through them—we’re going to do this properly right from the start.


Jede M16 bekommt 200Nm Anzugsmoment. Fühlt sich falsch an…aber OK 😉
Every M16 gets a tightening torque of 200 Nm. Feels wrong… but okay.


Alles ordentlich verspannt und einmal durchspindeln bitte. Genauer bekomme ich das nicht hin. 😉
Everything securely clamped down—now give it a pass with the spindle, please. I can’t get it any more precise than this. 😉



Viel zu lange oxidiert schon eine Gussform bei uns im Werkzeugbau rum. Das wollte ich unbedingt noch vor dem Pfinsturlaub fertig haben. Also los gehts.
A casting mold has been sitting around oxidizing in our toolmaking shop for far too long. I was absolutely determined to get it finished before the Whitsun holidays. So—let’s get to it!





Es sind die ganzen, vielen Kleinigkeiten die auch bei einer Gussform am längsten dauern.
It is all the many little details that take the longest—even with a mold.
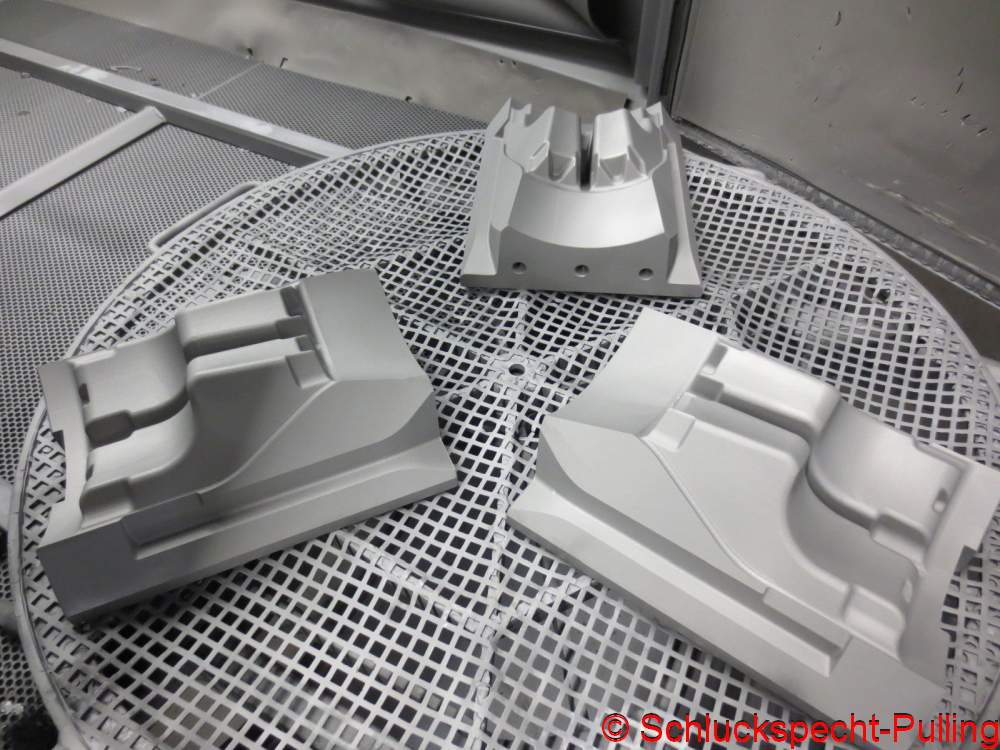


Gesandstrahlt.
Sand blasted

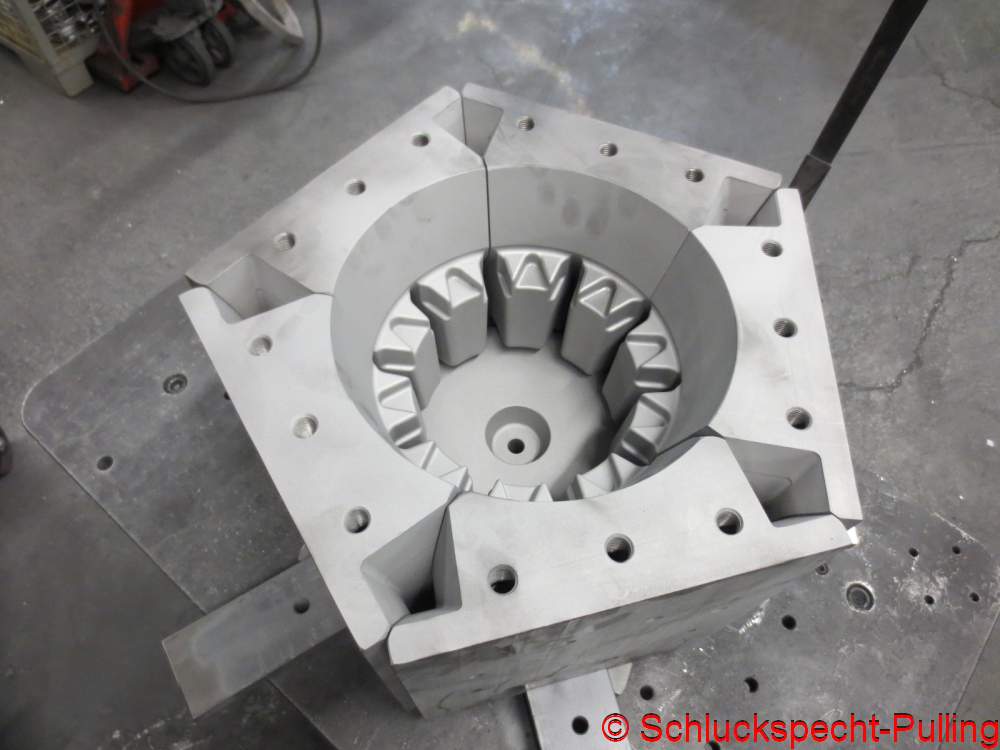
Noch den Zuhaltering schweißen…
Just need to weld the retaining ring…

Damit ist die Form einsatzbereit.
The mold is now ready for use.


Flamme rein…
Put the fire in….



Einschlichten und den „mobilen Kernlift“ in Position bringen.
Coat the mold and position the „mobile core lift.“

Noch das „falsche“ Alu, aber zum Testen der Form vollkommen in Ordnung 😉
Still the „wrong“ aluminum, but perfectly fine for testing the mold. 😉







Mit diesen Bildern der magischen Aluminium-Urformung entlasse ich euch dann auch aus diesem 85-Bilder-Beitrag. 😉
In dem Sinne würde ich sagen: Bleibt dran!
With these images of the magical aluminum forming process, I’ll leave you to wrap up this 85-picture post. 😉
On that note, I’d say: Stay tuned!
 7147total visits,10visits today
7147total visits,10visits today