
Tempering, nitriding and a couple of pistons (english below)
Moin Freunde des Pullingsports. Auch wenn es so wirkt als hätten wir uns in den allgemeinen Pulling-Winterschlaf begeben, ist im Grunde genau das Gegenteil der Fall. Die Planungen für die neue Saison laufen auf Hochtouren und es entstehen gerade schon eine Menge neue Teile. Legen wir direkt los….
Hello friends of the pulling sport. While it may seem like we’ve entered general pulling hibernation, the opposite is actually the case. The planning for the new season is in full swing and a lot of new parts are already being created. Let’s get started right away…

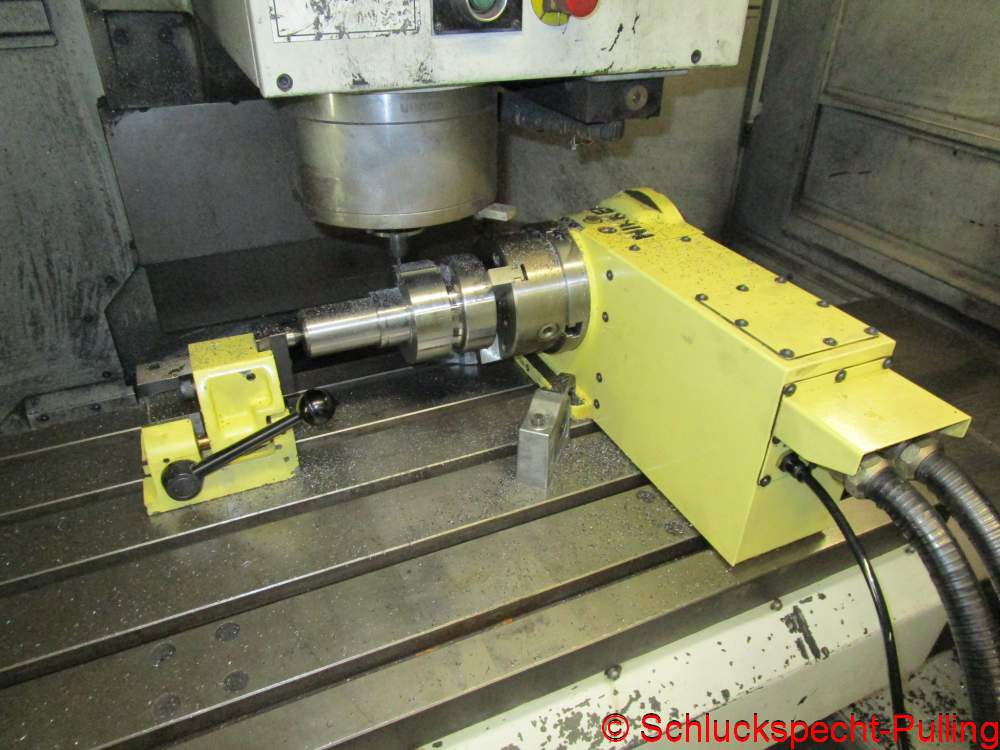
Wir haben unseren japanischen Hyper-Teilkopf voran geholt.
We brought our Japanese hyper indexing head to the mill.


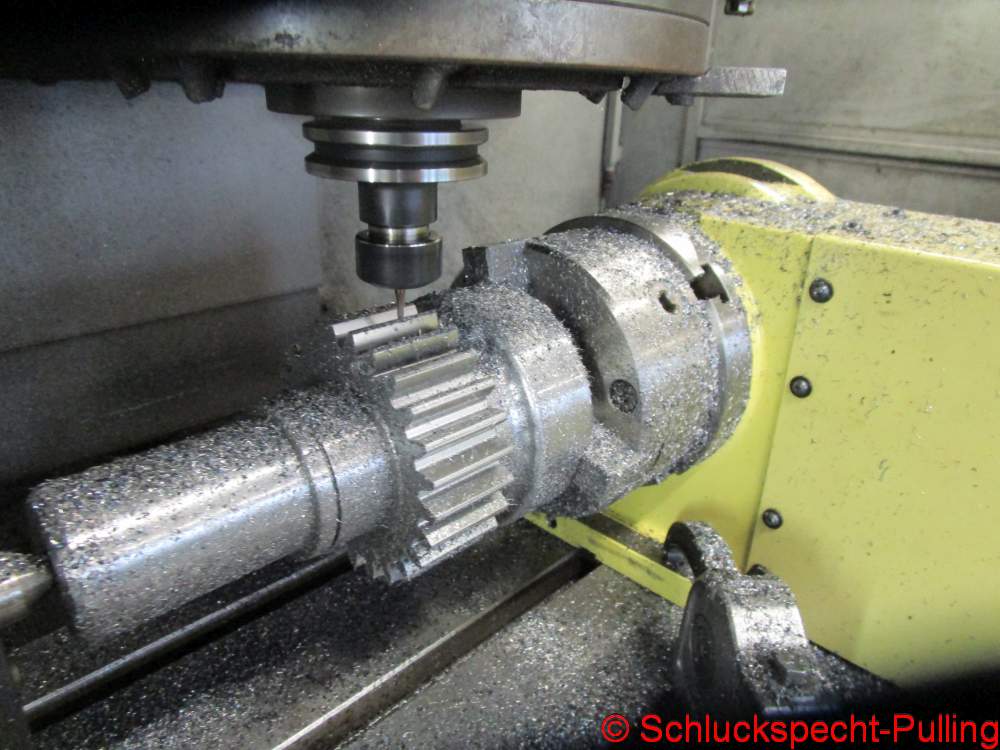
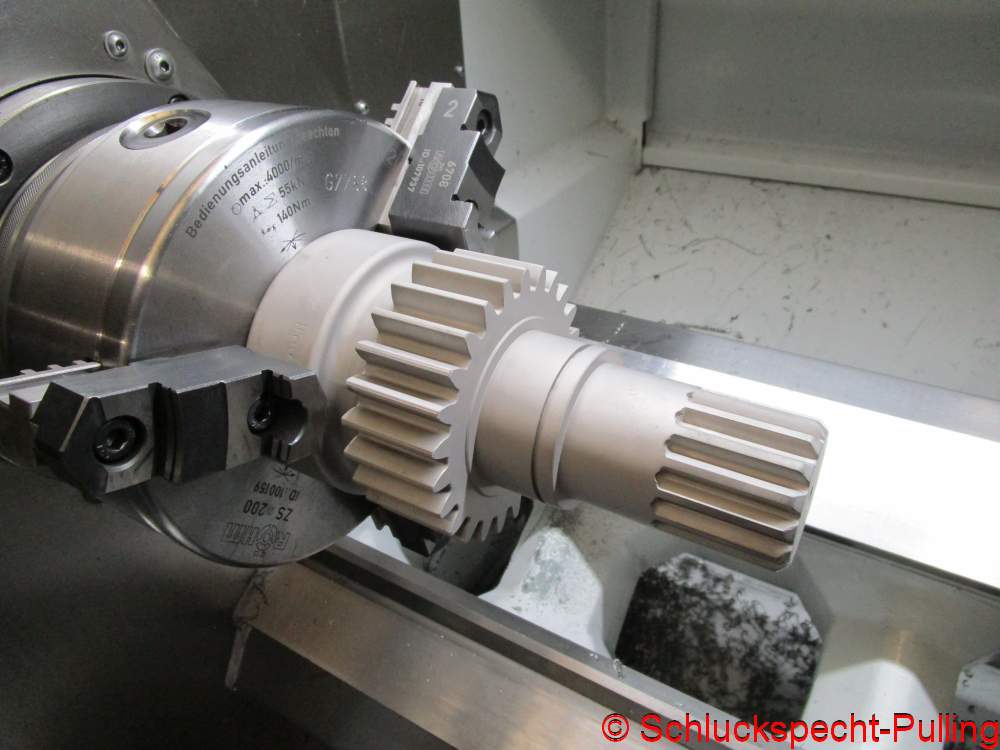
Nach einigem Überlegen wie wir die DIN 5480 Steckverzahnungen und das Zahnrad für das Umkehrgetriebe herstellen sollen, bin ich zu dem Schluss gekommen das ganze über ein 3D Fräsprogramm zu lösen. Also jede einzelne Zahnlücke wird einzeln geschruppt und dann mit immer kleiner werdenden Kugelfräsern geschlichtet. Dann weiter takten und wieder von vorne…..langwierig das Ganze….
After thinking about how we should produce the DIN 5480 splines and the gear for the reversing, I came to the conclusion to solve the whole thing with a 3D milling program. So every single tooth gap is roughed out individually and then finished with ever smaller spherical milling cutters. Then index and start all over again… it’s tedious….
….SEEEEHR langwierig….
…. VERY tedious ….
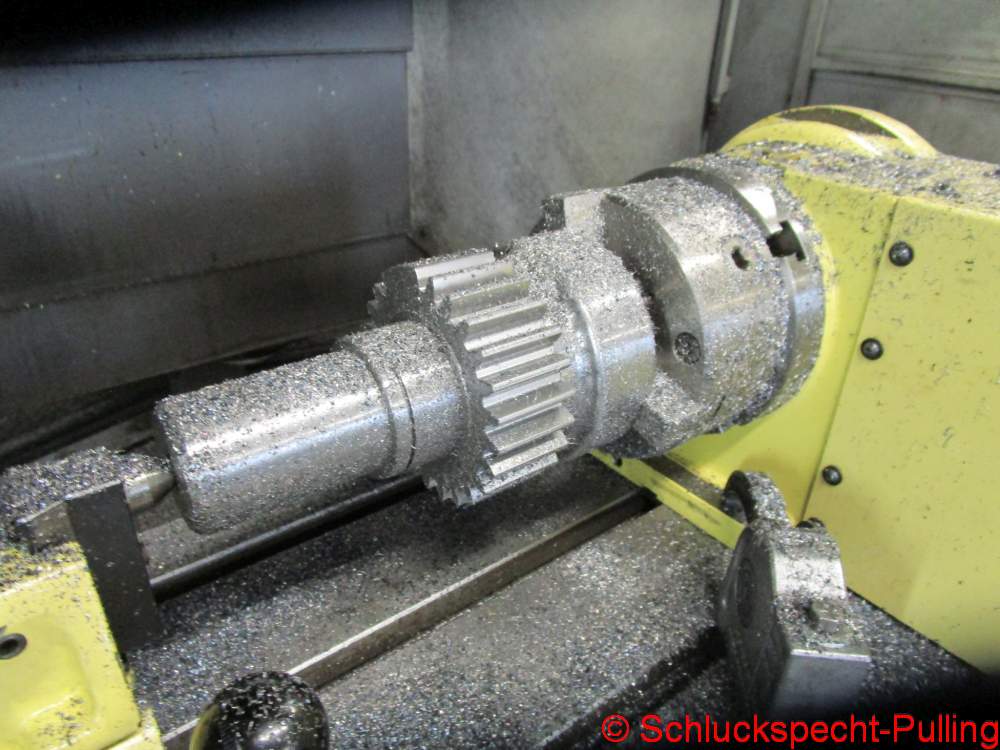
Aber irgendwann war die Verzahnung dann auch mal fertig. Immerhin hat die Maschine das alles alleine gemacht. Sonst hätte man mich wohl in der Klapse abholen können 😉
But at some point the gearing was finished. After all, the machine did all this on its own. Otherwise they could have picked me up in the asylum 😉

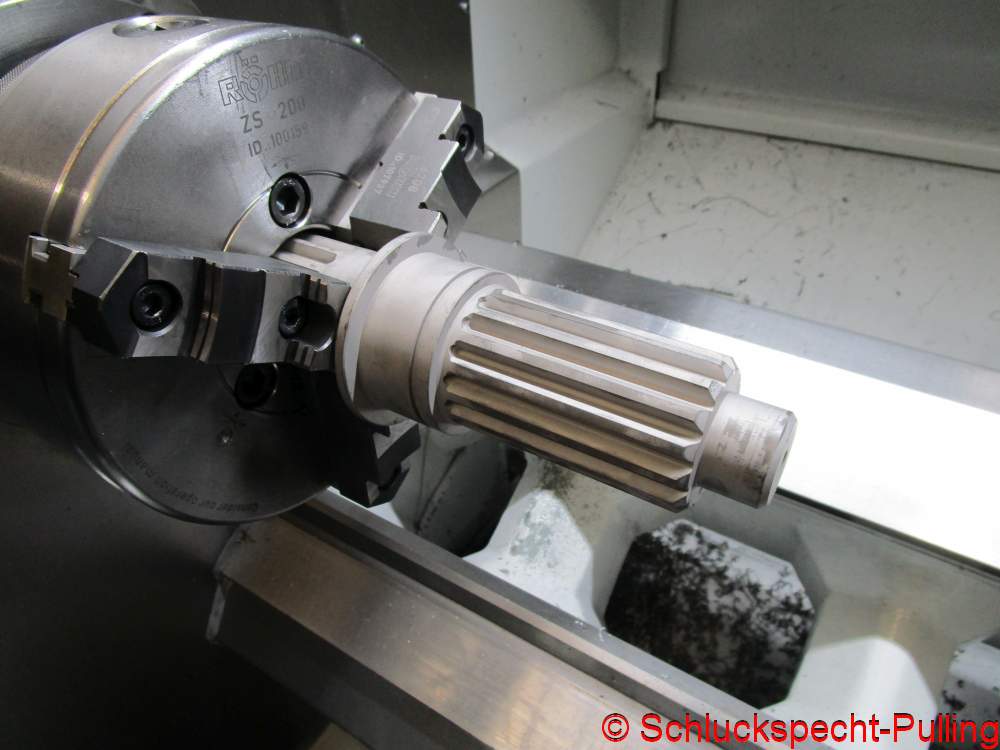
Ok, die Steckverzahnung musste auch noch drauf. Also wieder fräsen, fräsen, weiter schalten….fräsen….und so weiter.
Ok, the spline had to be on it too. So again milling, milling, indexing….milling….and so on.

Kurze Anprobe…passt…landwirtschaftliche Wurfpassung 😉
Short fitting…fits…agricultural throw fit 😉





In gleicher Art und Weise haben dann auch noch die anderen Wellen ihre Verzahnung erhalten. Fertig zur Wärmebehandlung.
The other shafts then also received their teeth in the same way. Ready for heat treatment.



Derweil kümmert sich Alex um einen elektrischen Hubantrieb für unseren Tisch im Minisattel. Sehr geil. Ich sehe jetzt schon die „Getränke erfrischender Natur“ auf dem Tisch stehen. 😉 😉
Meanwhile, Alex takes care of an electric lifting drive for our table in the mini saddle. Very cool! I can already see the „drinks of a refreshing nature“ on the table. 😉 😉

Inzwischen ist auch ein Reservekompressor für die 200 Bar Druckluftflaschen eingetroffen. Dem haben wir direkt einen fahrbaren Untersatz und eine ordentliche Steuerung verpasst. Vielen Dank an der Stelle an Elektro Bongard für die freundlichen Unterstützung!
In the meantime, a reserve compressor for the 200 bar compressed air cylinders has also arrived. We gave it a set of wheels and proper controls. Many thanks to Elektro Bongard for the friendly support!

Direkt mal getestet und zu dem Schluss gekommen: Der Reservekompressor arbeitet besser als der Hauptkompressor 😉 😉
Tested it straight away and came to the conclusion: The reserve compressor works better than the main compressor 😉 😉


Während die Antriebswellen bei der Wärmebehandlung sind, kann unser neu erworbenes, gebrauchtes Ultraschallbad direkt mal gewinnbringend eingesetzt werden. Fliehkraftkupplungen neigen zu „leichter“ Verschmutzung durch Abrieb. Da die Teile jedes Jahr zur Abnahme müssen und wir dem Prüfer (und uns 😉 ) nach Möglichkeit schwarze Finger ersparen wollten—> Ultraschall.
While the drive shafts are being heat treated, our newly acquired, used ultrasonic bath can be used profitably right away. Centrifugal clutches are prone to „light“ contamination from abrasion. Since the parts have to be checked every year and we wanted to spare the inspector (and us 😉 ) black fingers if possible —> ultrasonic cleaner.



Der Kolbenwahnsinn geht weiter!!!!
Um das reparierte Presswerkzeug und die ganze Anlagentechnik zu testen, haben wir fix mal 3 Kolben gepresst. Der geschweißte/gelötete Pressstempel hält, die neue Schutzverkleidung ist auch besser als das lose dahin gestellte Blech und einen kleinen Fehler haben wir in der Presse auch noch gefunden. Sehr geil, genau dafür macht man Tests 😉 😉
The piston madness continues!!!!
In order to test the repaired pressing tool and the entire system technology, we quickly pressed 3 pistons. The welded/soldered press stamp holds, the new protective cover is also better than the sheet metal that was put there loosely and we also found a small error in the press. Very cool, that’s what you do tests for 😉 😉


Damit können wir uns dann auch an die Fertigstellung der Bearbeitungsvorrichtungen machen. Die hier gezeigten Kolben sind allerdings alle noch aus diversen Versuchen und daher noch nicht aus der richtigen Kolbenlegierung. Um Vorrichtungen und Programme zu testen reichen die aber allemal aus.
With this we can then start to complete the processing devices. However, the pistons shown here are all from various tests and therefore not yet made of the right piston alloy. However, they are always sufficient to test devices and programs.

Inzwischen sind dann auch die Wellen wieder von der Wärmebehandlung zurück. Nach Rücksprache mit der Wärmebehandlungsfirma haben wir uns für eine Zielfestigkeit von 1250 N/mm² und eine anschließende Nitrierung entschieden. Man hätte von der Festigkeit zwar noch höher gehen können, allerdings erfordert die Nitrierung so hohe Prozesstemperaturen das diese wie eine Anlassbehandlung wirkt und die Festigkeit entsprechend wieder auf die 1250 N/mm² abfallen würde.
The shafts are now back from the heat treatment. After consultation with the heat treatment company, we decided on a target strength of 1250 N/mm² and subsequent nitration. The strength could have been even higher, but the nitriding requires such high process temperatures that it acts like a tempering treatment and the strength would drop back to 1250 N/mm² accordingly.
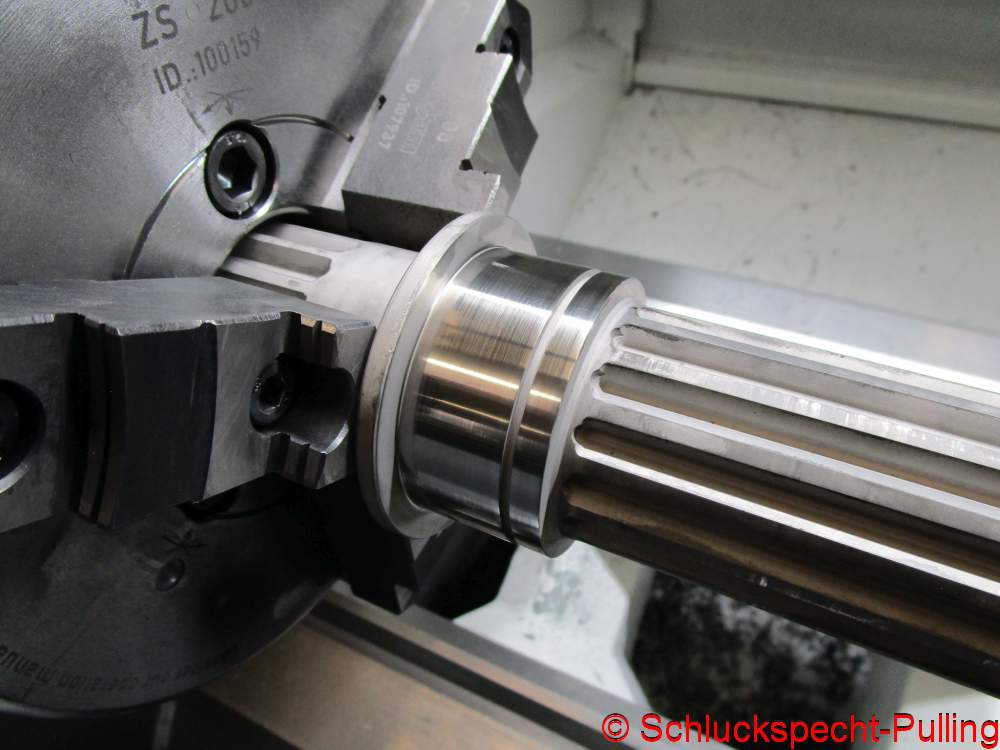
Die Lagerstellen und die Flächen auf denen die Wellendichtringe laufen sind ziemlich ermattet.
The bearing points and the surfaces on which the shaft seals run are pretty rough.

So sieht es schon besser aus.
It looks better like this.

Direkt mal ineinander stecken. Passt soweit.
Plug directly into each other. Fits so far.
Auch die anderen Wellen wurden poliert.
The other shafts were also polished.


Ist es nicht schön? Alles passt und ist schon leichtgängig. Damit kann der Reverser auch schon wieder zusammen gebaut werden. Wenn wir den jetzt immer noch kaputt drehen……tja……dann drehen wir ihn wohl wieder kaputt 😉 😉
Drückt mir mal die Daumen das wir vor Weihnachten noch das ein oder andere Video drehen können. Ich hab da so ein paar Pläne 😉
In dem Sinne: Bleibt dran!
Isn´t it beautiful? Everything fits and runs smoothly. This means that the reverser can be reassembled again. If we still break it……well……then we’ll probably break it again 😉 😉
Keep your fingers crossed that we can still shoot one or the other video before Christmas. I have a few plans 😉
In other words: stay tuned!
 4923total visits,1visits today
4923total visits,1visits today