Wo waren wir zuletzt stehen geblieben? Richtig, Achsstummel!
Where were we last? That’s right, axle stubs!
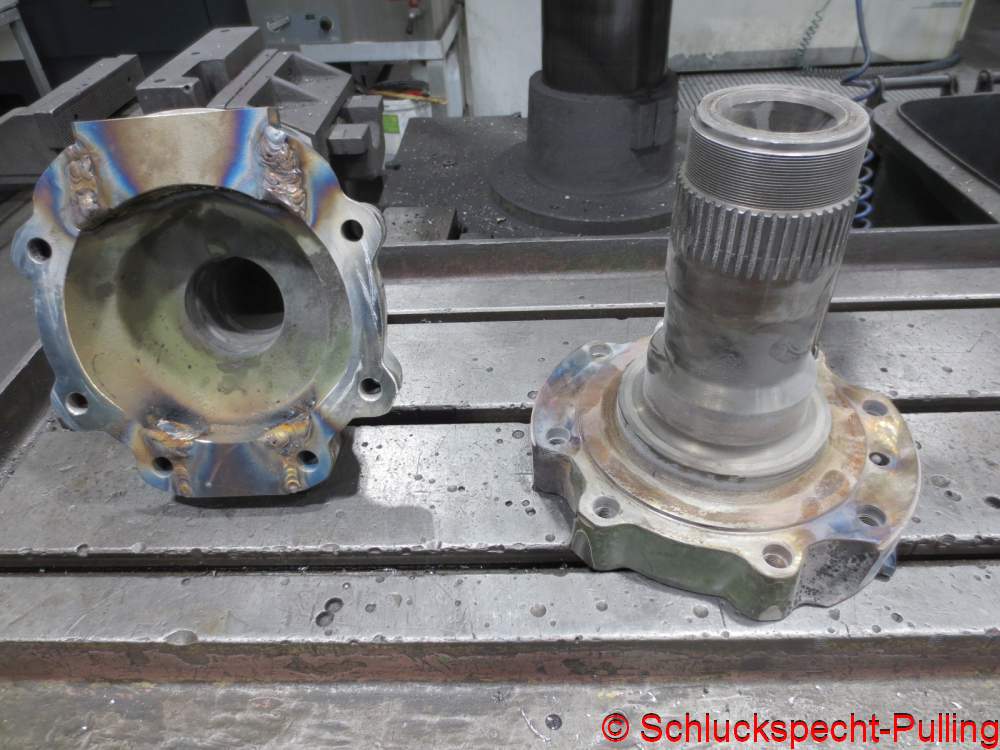
Damit wir die Achsstummel, die eigentlich in einer Mercedes Vorderachse sitzen, für uns nutzen können, müssen diese Füllstücke rein.
In order for us to use the axle stubs, which are actually located in a Mercedes front axle, these filler pieces have to be inserted.
Erstmal strahlen und die kleinen Löcher zu schweißen….
First, sandblast it and weld the small holes….
…um dann mit unvernünftig viel Leistung sowas wie eine Schweißnaht zu zaubern 😉
…to then conjure up something resembling a weld with an unreasonable amount of power 😉
Die Gewinde brauchen wir einmal in durchgängig…….kein Problem, bekommen wir hin 😉
We need the threads to go all the way through… no problem, we can manage that 😉
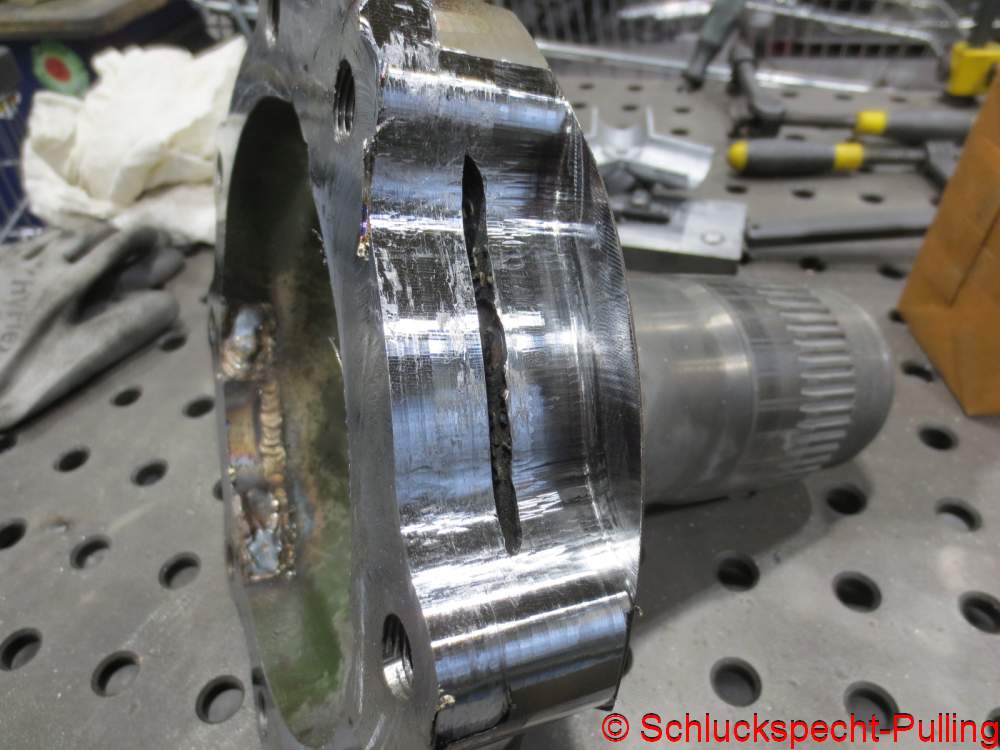
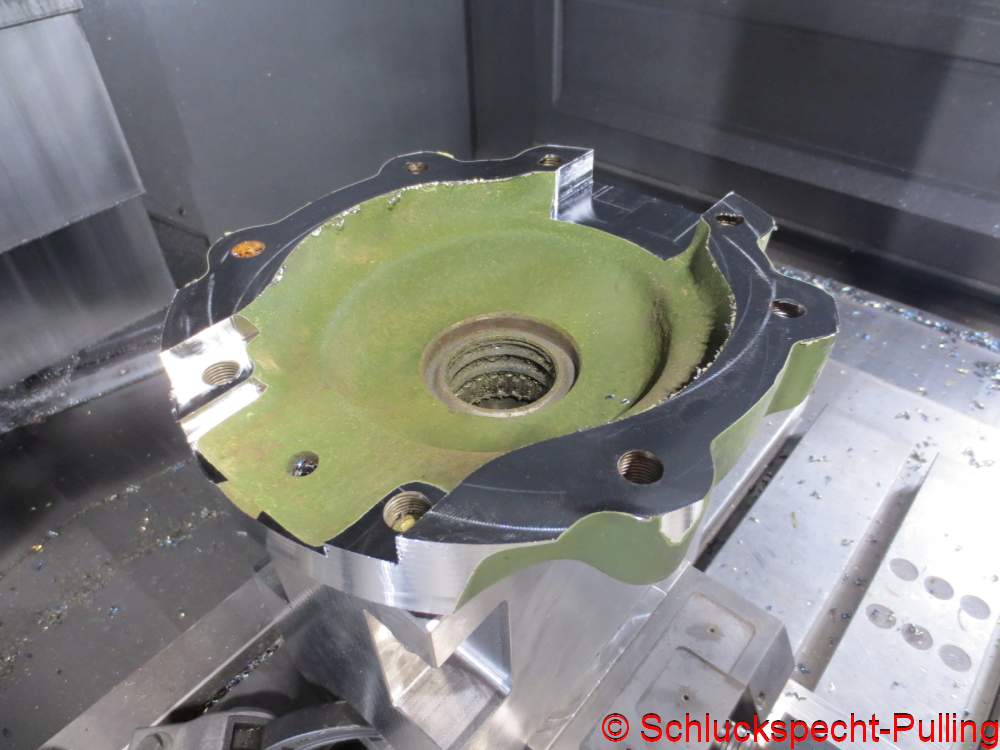
Im Anschluss geht es wieder auf den Spannklotz (der sich inzwischen schon mehr als bezahlt gemacht hat)
Afterwards, it’s back to the clamping block (which has more than paid for itself by now).
Der Achsstummel soll ja schön leicht werden. Natürlich zieht man sich dann wieder die Lücken vom Einsatz auf….
The axle stub is supposed to be nice and light. Of course, that then creates the same gaps from the previous installation…
Also wieder schweißen….
So weld it again…
…um dann abermals auf der Fräse den Umriss zu besäumen. So kann man mit dem Teil nun arbeiten…huiii….
Wenn das nachher alles lackiert ist, ist das so ein Teil dem man wieder nicht ansieht wie viel Arbeit drin steckt 😉
…and then finish the outline again on the milling machine. Now you can work with the part…wow!…
Once it’s all painted, it’ll be one of those pieces where you can’t tell how much work went into it 😉
Wer bremst, gewinnt! Also zumindest wenn man durch Bremsen verhindert aus der Bahn zu fahren. Vor dem Bremsen aber, kommt die Arbeit.
He who brakes, wins! Or at least if braking prevents him from going off the track. But before braking comes the work.
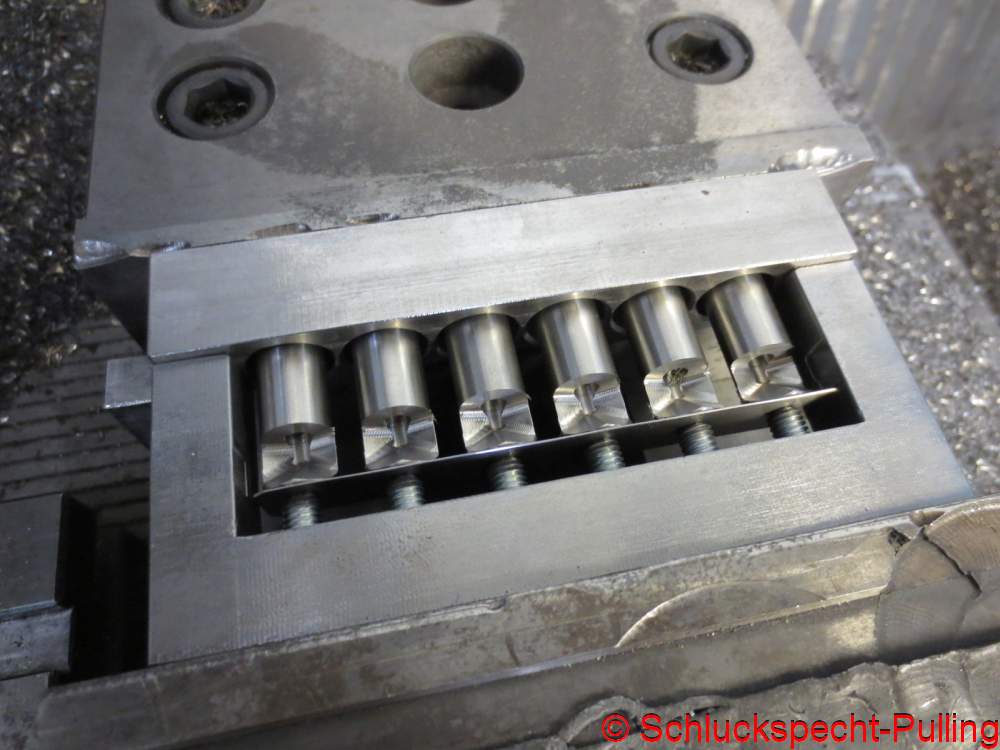
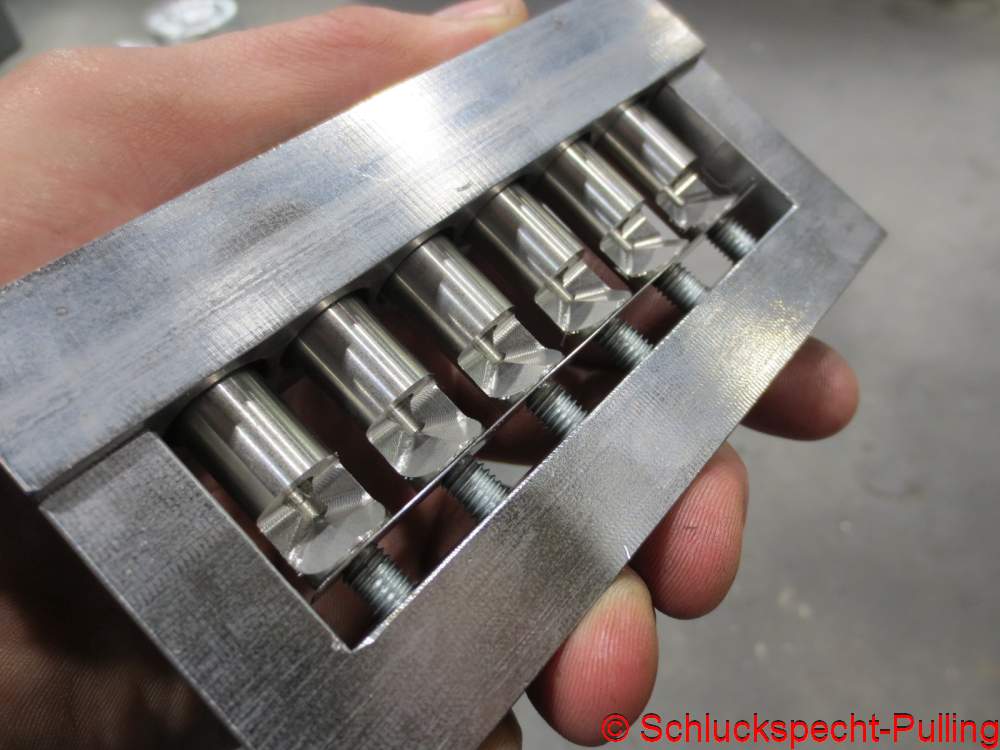
Der Bremssattel ist soweit auch schon fertig programmiert. 8x 48mm Bremskolben, also 4 pro Seite. Das sollte fürchterlich böse zupacken 😉
Was so klotzig aussieht, ist erstaunlich leicht…aber über Gewicht sprechen wir ja (noch) nicht. 😉
The brake caliper is already programmed. It has eight 48mm brake pistons, so four per side. That should provide some seriously aggressive braking power 😉
What looks so bulky is surprisingly light… but we’re not talking about weight (yet). 😉
Bevor ich aber nur ein Gramm Aluminium für die Bremssättel bestelle, möchte ich noch gucken ob die Modifikationen an den Bremsbelägen auch wirklich funktionieren.
Lasst uns Singen: „Ich leg los, ich leg los…..
Before I order even a single gram of aluminum for the brake calipers, I want to check if the modifications to the brake pads actually work.
Let’s sing: „Let it go, let it go….
….die Sauerei wird grenzenlos.“ 😉
…..let the dust turn to snow.“ 😉
Rummsbumms….10mm Belag runter!
Boom boom….10mm of padding gone!
Damit sind wir aber noch nicht fertig. Es ist noch jede Menge Zeugs dran was weg kann.
But we’re not finished yet. There’s still a lot of stuff that can be removed.
Damit ist die Außenkontur dann auch schön.
This makes the outer contour look nice as well.
Jetzt nur noch ein bisschen vom Belagträger weg nehmen….
Now just remove a little bit of the brake pad carrier….
…und ich würde sagen, dass das doch gar nicht so schlecht aussieht.
…and I would say that it doesn’t look so bad at all.
Themenwechsel: Flansche aus 12mm Stahl trafen ein.
Changing the subject: Flanges made of 12mm steel arrived.
Nach etwas Fräsarbeit waren sie dann fertig….dachte ich. 😉
After some milling work, they were finished…or so I thought. 😉
Verdammte Berufskrankheit. Als Werkzeugmechaniker macht man alles viel zu genau. 😉 Stefan: Maß auf Maß passt nicht! Merk Dir das!
Damn occupational hazard. As a toolmaker, you do everything way too precisely. 😉 Stefan: This tight fits are stupid! Remember that!
Also noch mal auf die Fräse und etwas größer machen das Ganze….
So, back to the milling machine to make it a bit bigger….
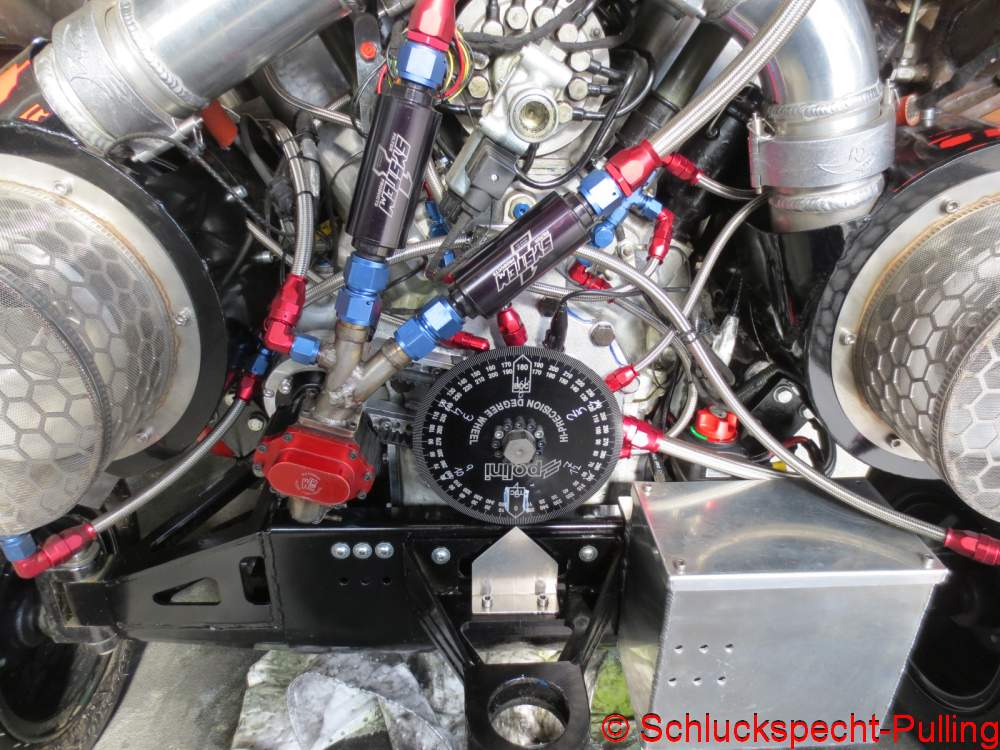
Kein direkter Themenwechsel…Auch wenn ein Gasgriff zu sehen ist.
No direct change of topic…even though a throttle grip is visible.
Nur warum sind da zwei Gaszüge dran?
But why are there two throttle cables?
Wollen wir das Geheimnis lüften: Sowohl die Flansche als auch dieser externe Gashebel sind die Vorbereitungen damit wir mit dem Trecker auf den Dyno kommen. Genau genommen soll das schon sehr bald passieren. Wir halten euch auf dem Laufenden. 😉
Let’s reveal the secret: Both the flanges and this external throttle lever are preparations so we can get the tractor onto the dyno. In fact, that should happen very soon. We’ll keep you informed. 😉
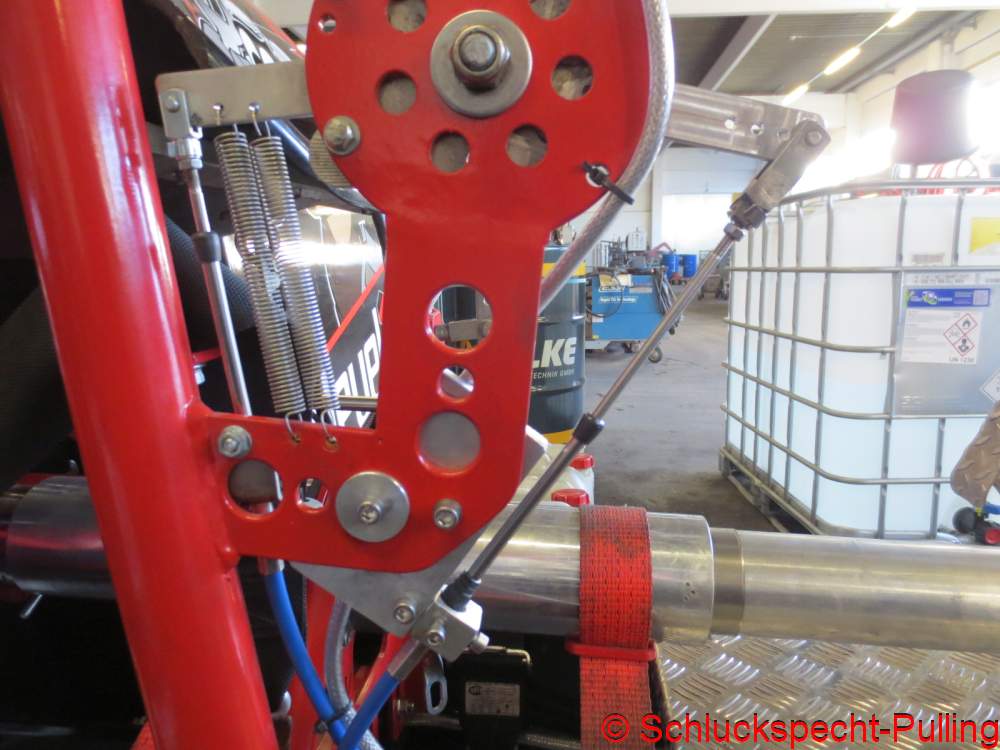
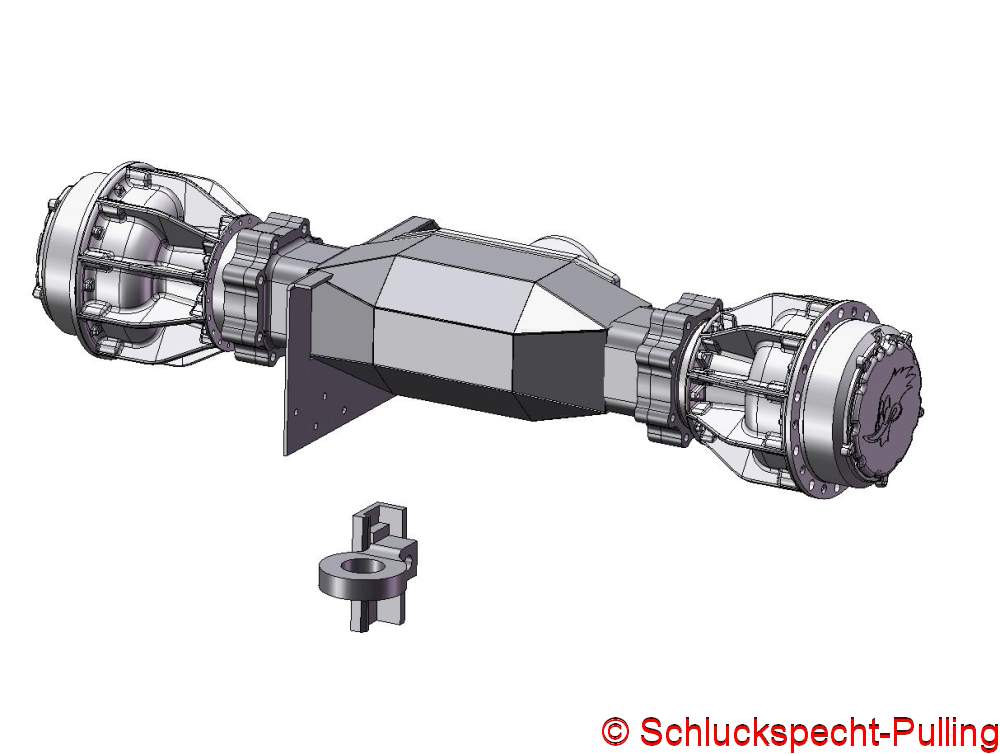
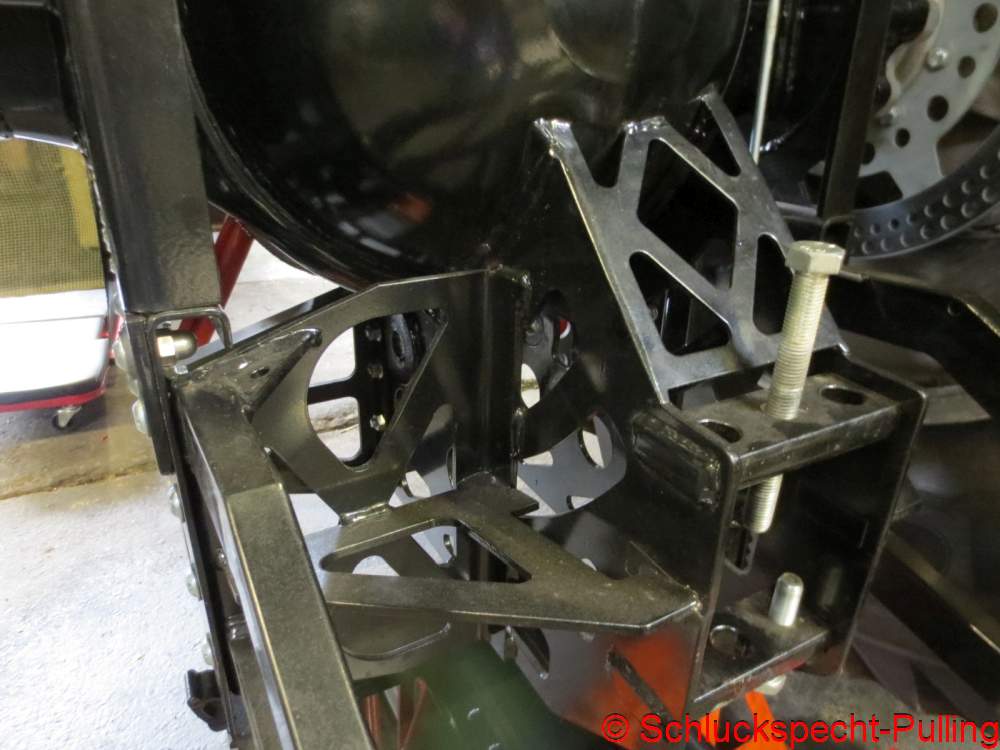
An der Großbaustelle „Leichtachse 25“ geht es auch sehr gut voran. Das Zugpendel schwebt nicht mehr frei in der Luft herum und die Bremse hat auch schon mal Platz genommen. Gar so viele Teile müssen gar nicht mehr konstruiert werden…cool!
In dem Sinne: Bleibt dran!
The major construction project „Lightweight Axle 25“ is progressing very well. The drawbar is no longer dangling freely in the air, and the brake has already been installed. So many parts don’t need to be designed anymore…cool!
Wo waren wir zuletzt stehen geblieben? Genau…bei meinem Lieblingsklumpen amerikanischem Metalls. 😉
Where were we last? Right…with my favorite lump of American metal. 😉
Zunächst einmal muss der ganze Krempel auseinander. Immerhin haben wir jetzt schon alle zölligen und sonstigen Spezialwerkzeuge…
First, we have to take all this stuff apart. After all, we already have all the imperial and other special tools…
Die neue Übersetzung liegt schon bereit. Zurückblickend müssen wir leider sagen, dass unser Motor trotz einiger Lichtblicke die ganze Saison nicht mal annähernd gut lief. Dafür hat er uns dann doch schon relativ hoch gedreht. Also fliegt die 6,17 Übersetzung raus und weicht einer 5,83 was dann ungefähr 6% schneller sein sollte.
The new gear ratio is ready. Looking back, we unfortunately have to say that despite a few bright spots, our engine didn’t run nearly well all season. It did rev quite high, though. So the 6.17 gear ratio is being replaced with a 5.83, which should be about 6% faster.
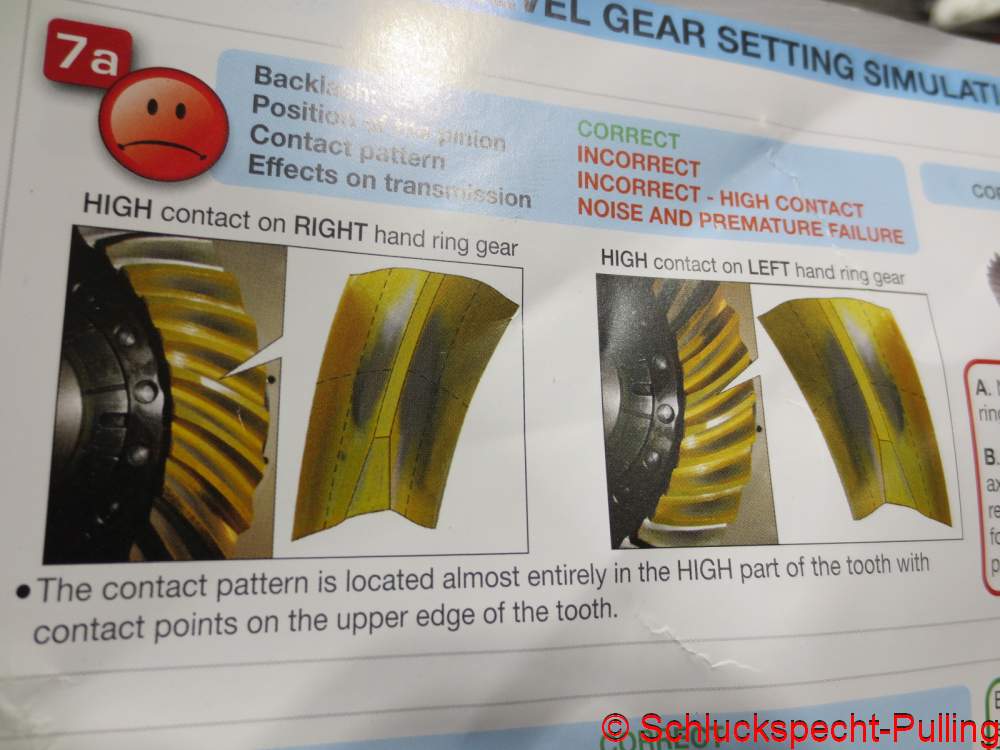
Die ganze Geschichte mit dem Umbau hatten wir schon mal. Nur so viel: Beim zweiten mal ging es schon erheblich besser von der Hand, aber immer noch nicht wirklich geschmeidig. Die erste Einstellung ergab ein „nicht so optimales“ Tragbild der Zähne. Auch das Beiblatt von Euroricambi sagt mit das 😉
We’ve already been through this whole conversion process. Suffice it to say, the second time around it went considerably better, but still not perfectly smoothly. The first setting resulted in a „less than optimal“ tooth contact pattern. The Euroricambi leaflet confirms this as well. 😉
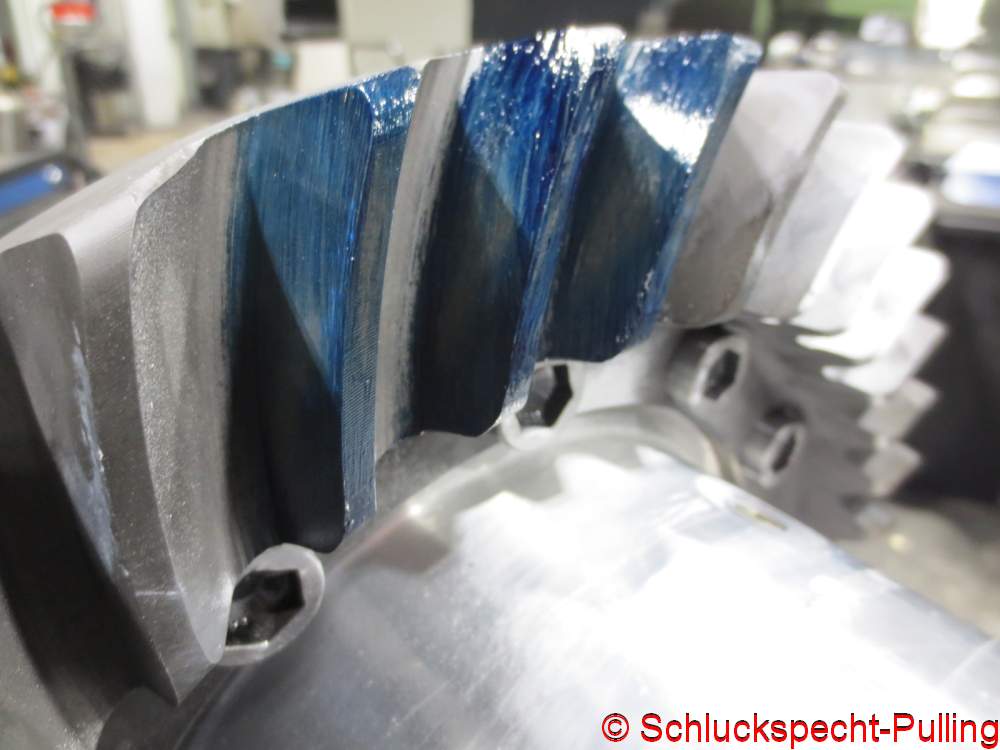
Ob es nur an der blauen Tuschierpaste liegt? Aber so gefällt mir das Tragbild schon besser. Ich denke so lassen wir das.
Could it just be the blue highlighting paste? But I like the way it looks better this way. I think we’ll leave it like this.
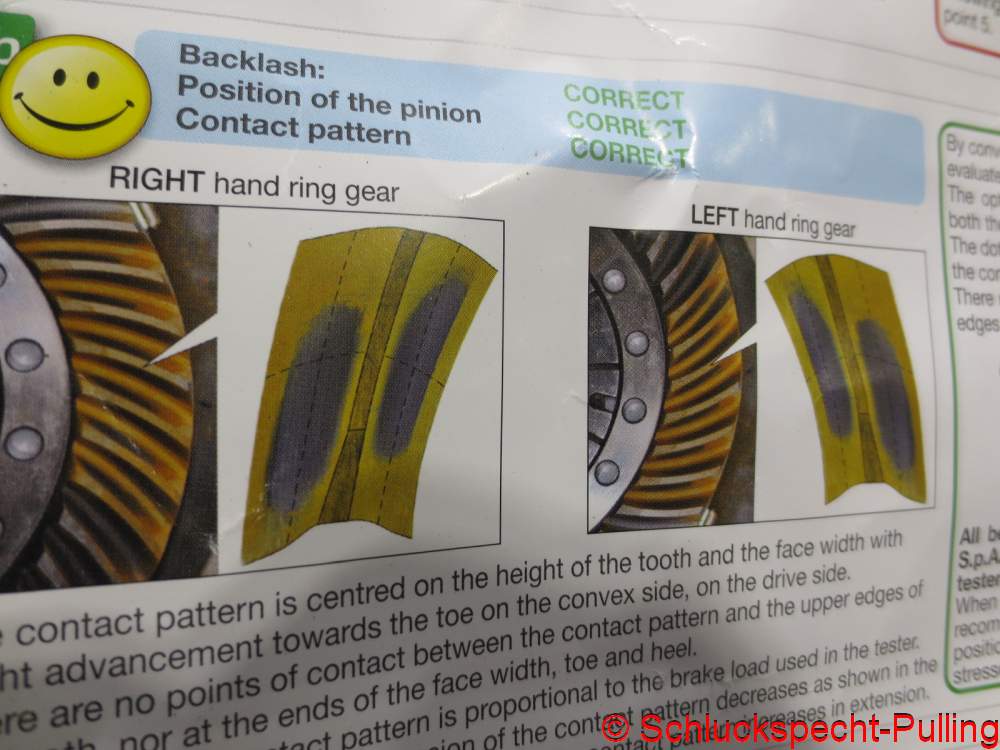
Auch das Beiblatt von Euroricambi ist zufrieden 😉
Even the Euroricambi leaflet is satisfied 😉
Und mit der Nachricht, dass das Differential wieder fertig zum Einbau ist, war Simon dann auch nicht mehr zu bremsen….so sehr das ich vom Einbau kein Foto gemacht habe…aber es ist drin. Versprochen. 😉
And with the news that the differential was ready to be installed, Simon was unstoppable… so much so that I didn’t take a picture of the installation… but it’s in. I promise. 😉
Sieht man Simons Tatendrang? Ich finde schon 😉
Can you see Simon’s drive and energy? I think so 😉
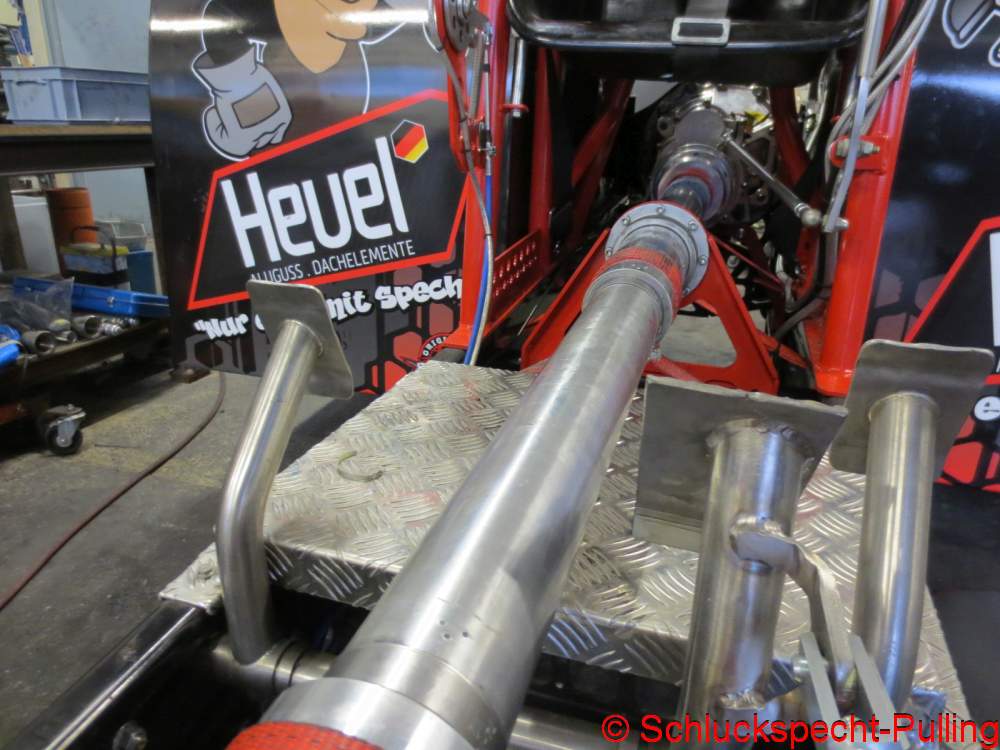
Und so haben wir just am heutigen Tage das gute Wetter genutzt um drei Dinge zu testen.
Zum einen musste natürlich geschaut werden, ob beim Diff und dem Reverser alles wieder ordnungsgemäß verbaut war.
Zum anderen sollte die „Spezialabgasführung“ zeigen das sie funktioniert…..
And so, we took advantage of the good weather today to test three things.
Firstly, we had to check that everything was properly reinstalled on the differential and the reverser.
Secondly, the „special exhaust system“ needed to prove that it works…
….und was mir am wichtigsten war: Die neuen Einspritzdüsen sollten zeigen das der Sprit nun tatsächlich in den Zylindern landet.
…and what was most important to me: The new injectors should show that the fuel is now actually landing in the cylinders.
Nachdem das Methanol dann trotz der Kälte zur Zündung überredet werden konnte, stellte sich alsbald Ernüchterung ein. Die Waschküche ist wieder da. War die ganze Arbeit umsonst?
After finally coaxing the methanol to ignite despite the cold, disappointment soon set in. The washing room was back. Was all the work for nothing?
Ganz im Sinne der Nachhaltigkeit habe ich das obige Bild noch einmal verwendet. Der Motortestlauf war sehr spontan…so spontan das ich die Aktionskamera nicht dabei hatte. 😉
Die Erleichterung war riesig als bei steigender Drehzahl wirklich der ganze Sprit in den jeweiligen Zylindern und Ansaugkanälen geblieben ist. Es sah wirklich so aus wie auf dem „recycelten“ Bild. Nicht ein Tropfen mehr an der Scheibe….sehr geil! Vermutlich ist im Standgas die Überschneidung der Ventile (über 5mm im oberen Totpunkt) so groß, da einfach alles zurück strömt. Aber über Standgas wollen wir uns ja auch nicht unterhalten 😉
In keeping with the spirit of sustainability, I’ve reused the image above. The engine test run was very spontaneous…so spontaneous that I didn’t have my action camera with me. 😉
The relief was immense when, as the revs increased, all the fuel actually stayed in the respective cylinders and intake ports. It really looked just like in the „recycled“ picture. Not a single drop on the window…awesome! Presumably, at idle, the valve overlap (over 5mm at top dead center) is so large that everything simply flows back. But we’re not going to talk about idle speed, are we? 😉
Achja, sowohl der Antriebsstrang als auch die Abgasführung haben natürlich auch funktioniert.
Was haben wir noch? Paulas Trecker! Die leichte Staubschicht sei mir bitte verziehen. 😉
Jetzt kommt etwas total untypisches…aber keine Angst, ich bin weder krank, noch hab ich meinen Verstand wieder gefunden.
Oh yes, the drivetrain and exhaust system both worked perfectly, of course.
What else do we have? Paula’s tractor! Please excuse the light dusting. 😉
Now for something totally unusual… but don’t worry, I’m neither sick nor have I regained my senses.
Aus Simons Fundus: Der Endschalldämpfer einer Triumph
From Simon’s collection: The muffler of a Triumph
Dem Liebhaber tut das sicher in der Seele weh…mir nicht 😉 Die Flex musste ran.
This must be painful for the lover…not for me 😉 The angle grinder had to be used.
Was soll das Ganze? So geil das Geschepper auf der Pullingbahn ist, so ätzend kann es im Fahrerlager werden wenn die 500kg Standard-Traktoren die anderen Gardenpuller aus dem Vorbereitungsraum ins Fahrerlager ziehen.
An dieser Stelle einen schönen Gruß an Klaus Hünting dem meine Tochter in Sonsbeck akustisch schön durch die Fahrerbesprechung geknallt ist 😉 😉
What’s the point of all this? As awesome as the sound on the pulling track is, it can get pretty irritating in the paddock when the standard 500kg tractors are pulling the other garden pullers from the preparation area into the paddock.
A shout-out here to Klaus Hünting, whose drivers‘ briefing my daughter blasted through in Sonsbeck 😉 😉
Ja….es ist genau so banal wie es scheiße aussieht: Ein einsteckbarer Enddämpfer. Ehrlicherweise muss ich sagen das der Sound zusammen mit dem Kohler V2 geiler ist als so manches Motorrad…..(musste selbst Simon zugeben 😉 )
Yes…it’s just as banal as it looks awful: A plug-in muffler. Honestly, I have to say that the sound, together with the Kohler V2, is better than many motorcycles… (even Simon had to admit it 😉 )
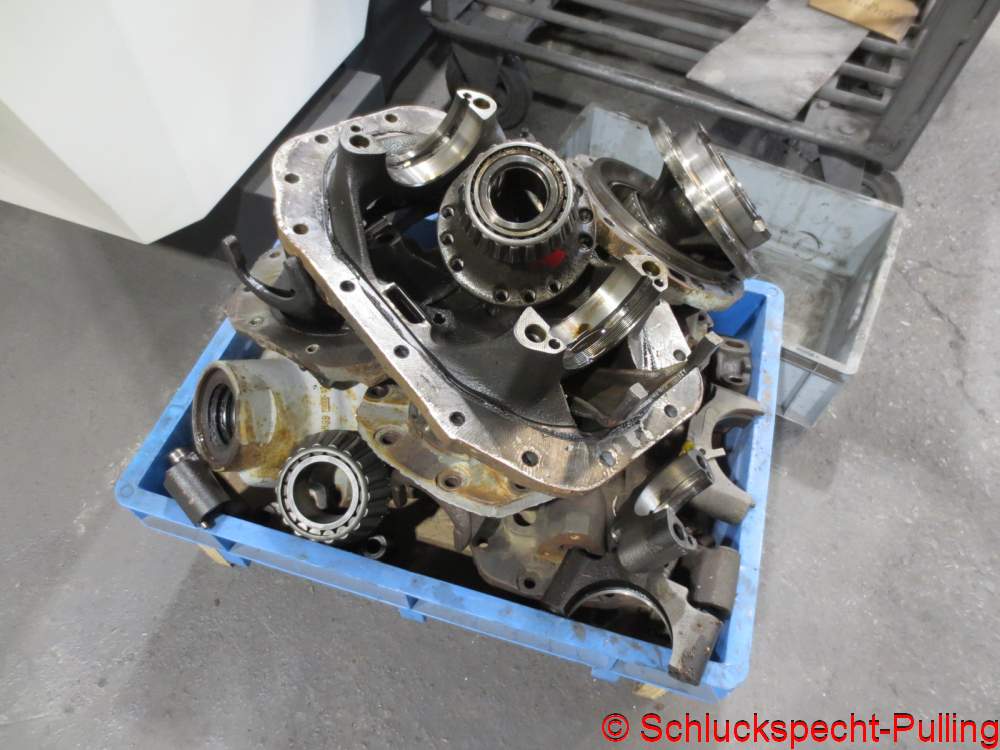
Es lässt mich einfach nicht los….die nächste Mercedesachse zum Ausschlachten….
I just can’t get it out of my head…the next Mercedes axle to be salvaged for parts…
Immer eine rostige, schmierige und -dem Achsöl sei dank- auch stinkende Angelegenheit. Aber was macht man nicht alles für den geilsten Motorsport der Welt?
Always a rusty, greasy, and—thanks to the axle oil—also smelly affair. But what wouldn’t you do for the greatest motorsport in the world?
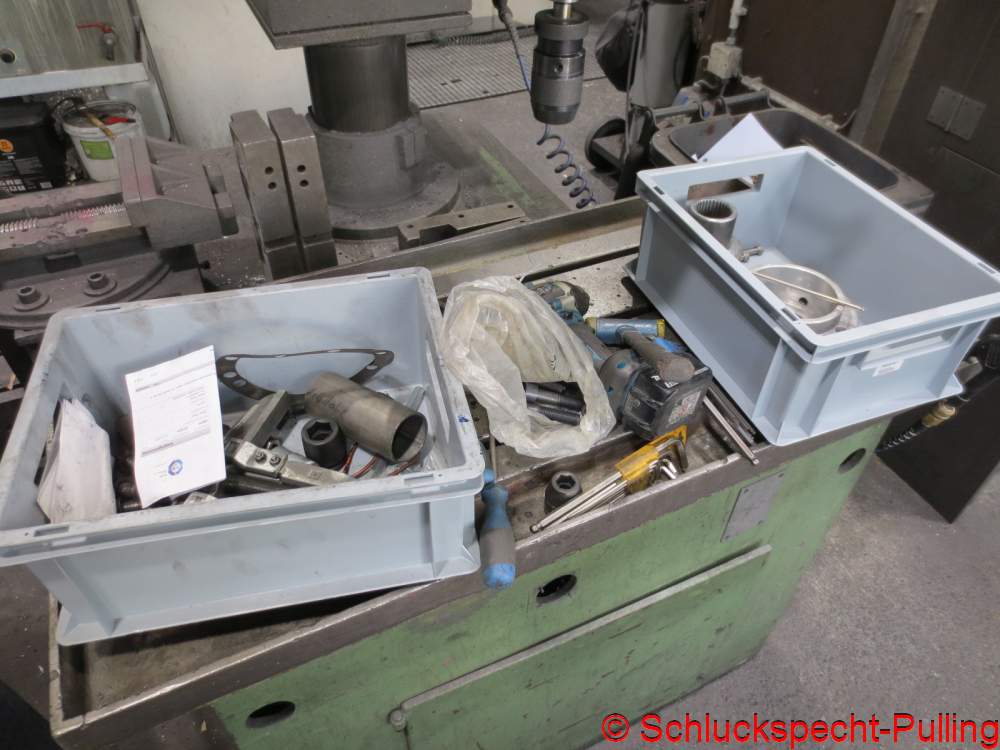
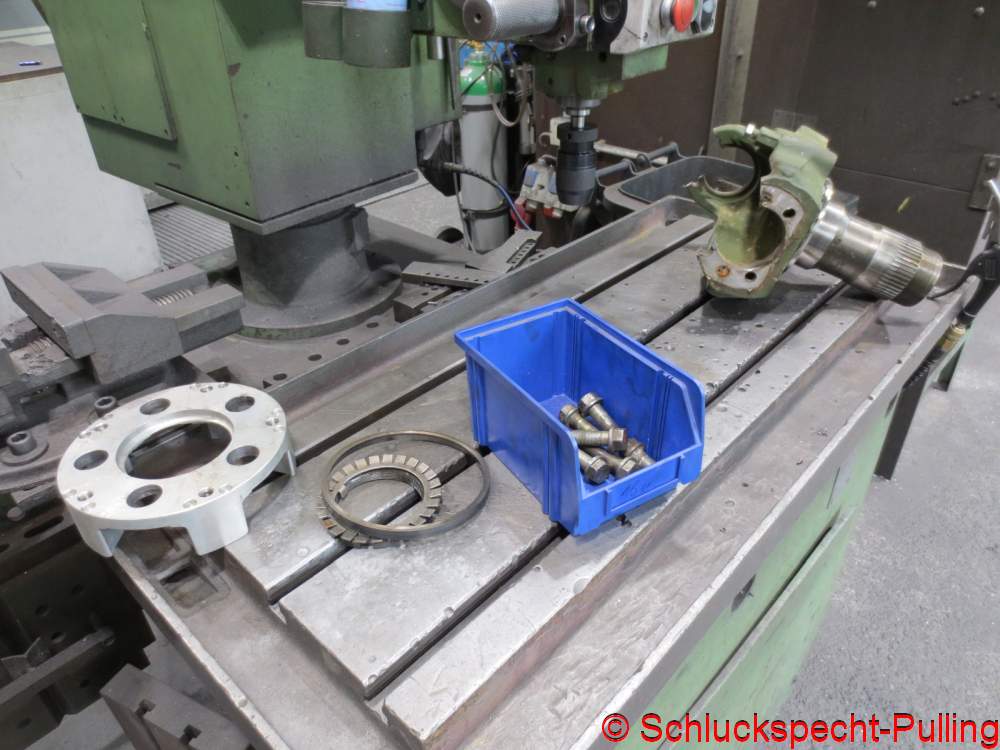
Das ist so im groben und ganzen das, was für uns brauchbares von so einer Achse übrig bleibt. Noch fix ins Ultraschallbad und dann erstmal im Lager ausruhen.
That’s roughly what’s left of such an axle that’s usable for us. A quick run through the ultrasonic bath and then it’ll rest in storage.
Nach und nach entstehen noch ein paar Lagerabzieher…..
Gradually, a few more bearing pullers are created…..
….denn auch wenn wir die Lager an anderer Stelle einsetzen möchten, wertlos sind sie auf keinen Fall.
…because even if we want to use the bearings elsewhere, they are by no means worthless.
Auch der Schrotthaufen wird immer größer. Also dies hier ist der „könnte noch nützlich sein“-Haufen. 😉
The scrap pile keeps getting bigger. So this is the „might still be useful“ pile. 😉
Derweil hat sich Alex schon mal um seinen fahrbaren Untersatz gekümmert. Wie jedes Jahr muss die Kupplung zur technischen Abnahme. Und wie jedes Jahr bin ich immer wieder erstaunt in welch rasantem Tempo man beim Pulling dazu lernt. So ist es einfach eine total bescheuerte Idee die Motorhalterung mit der Kupplungsglocke zu verschweißen…jedes Jahr der gleiche Krampf bei der Demontage. 😉
Meanwhile, Alex has already taken care of his ride. Like every year, the clutch needs its technical inspection. And like every year, I’m constantly amazed at how quickly you learn something new in pull racing. For example, welding the engine mount to the clutch bell is just a totally stupid idea…it’s the same hassle every year when you take it apart. 😉
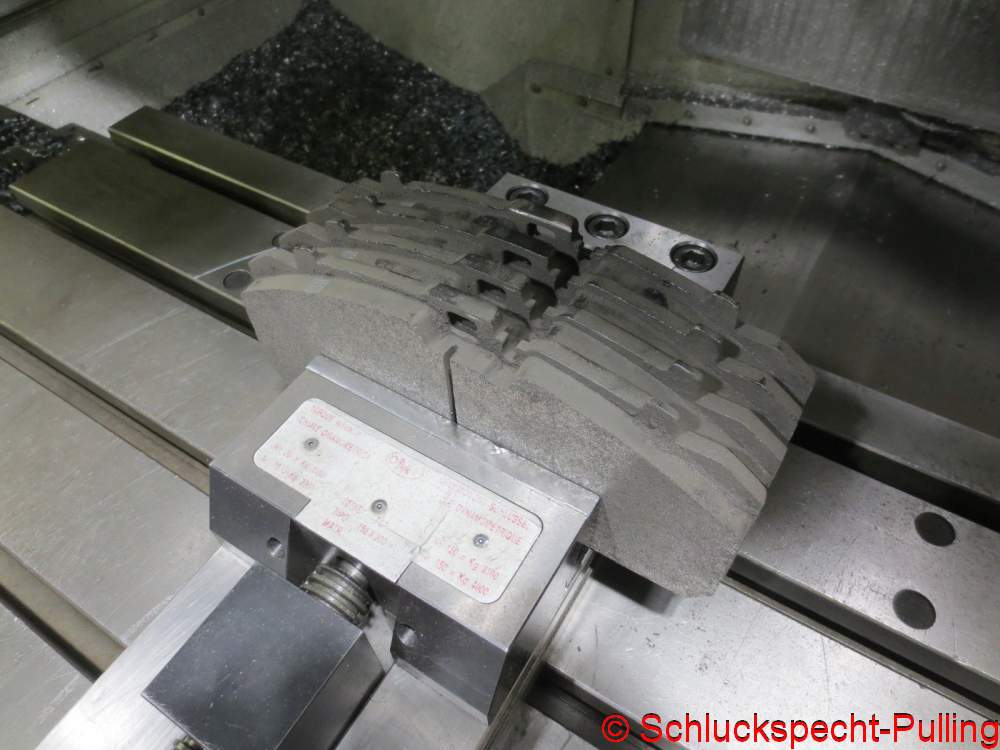
Warum liegt hier ein Bremsbelag auf der Schleifmaschine? Warum liegt hier Stroh und warum hast du eine Maske auf? 😉
Why is there a brake pad on the grinding machine? Why is there straw here, and why are you wearing a mask? 😉 (sorry, german meme)
Es handelt sich um den Bremsbelag einer LKW-Scheibenbremse. Das Dingen spielt nicht rum, sondern packt zu. 😉
This is the brake pad from a truck disc brake. This thing doesn’t mess around, it really bites. 😉
Nur wie das so mit LKW-Technik ist….sie ist schwer wie Hölle. Nur wer braucht im Pulling-Traktor so eine Belagstärke?
Spoiler Nr. 1: Niemand.
Spoiler Nr. 2: So eine Flachschleifmaschine macht mit dem Belag unter Entwicklung einer immensen Sauerei kurzen Prozess 😉
But as is often the case with truck technology… it’s incredibly heavy. Who needs such a thick pad on a pulling tractor?
Spoiler alert #1: Nobody.
Spoiler alert #2: A surface grinder would make short work of that pad, creating an immense mess in the process.
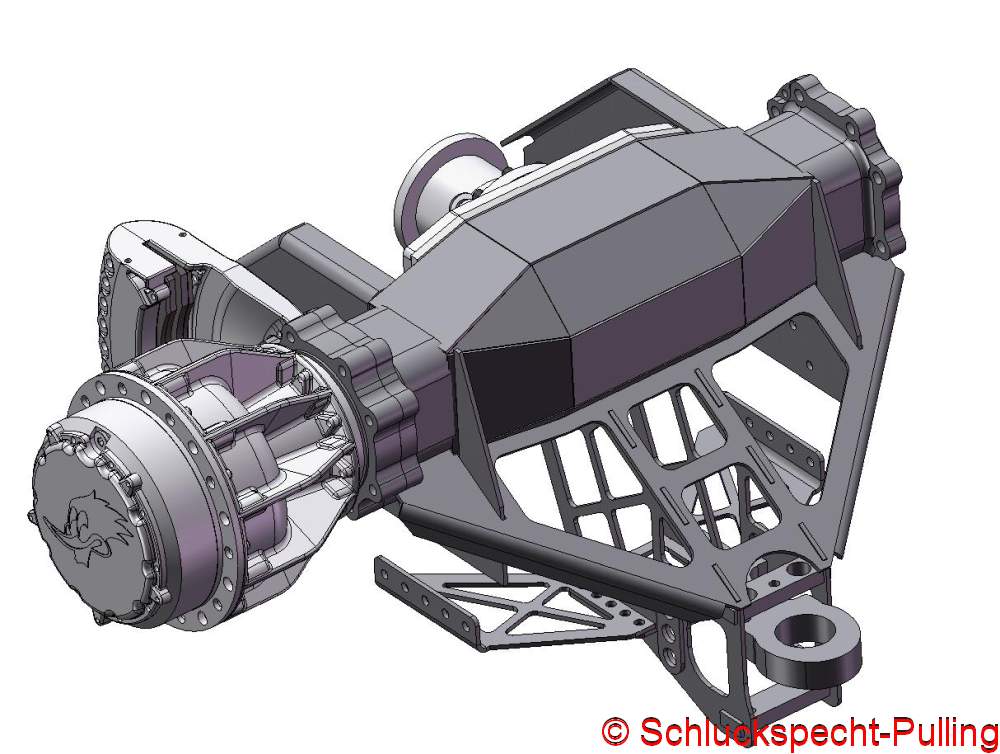
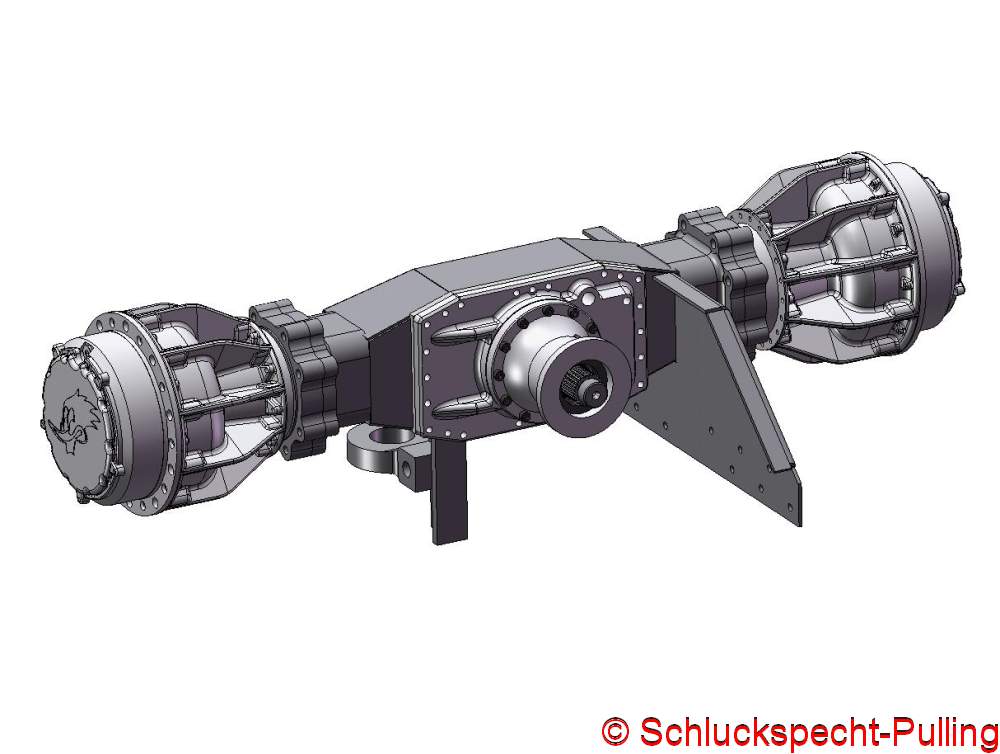
Das Bremsenthema hat natürlich was mit diesem Zeitfresser zu tuen. Aktuell fließt fast alle Energie in die Entwicklung einer neuen Achse. Sie ist zwar noch lange nicht fertig, aber ich denke man erkennt die Richtung.
The brake issue is obviously related to this time-consuming thing. Currently, almost all energy is being channeled into developing a new axle. It’s far from finished, but I think you can see the direction it’s heading.
Wer kennt es nicht….das „Siemens-Luft-Zugpendel“. 😉
Einerseits ist es natürlich schade das es hier nicht so wahnsinnig viel zu zeigen gibt, allerdings steckt in dieser Achse meine feste Überzeugung etwas wegweisendes auf die Beine zu stellen. Nicht ausgeschlossen das ich mich total verrannt habe…aber das wird die Zukunft zeigen.
Who doesn’t know it… the „Siemens air-supportet drawbar“? 😉
On the one hand, it’s a shame there isn’t a whole lot to show here, but this axis reflects my firm conviction that I’m building something groundbreaking. It’s possible I’ve completely gone astray… but only time will tell.
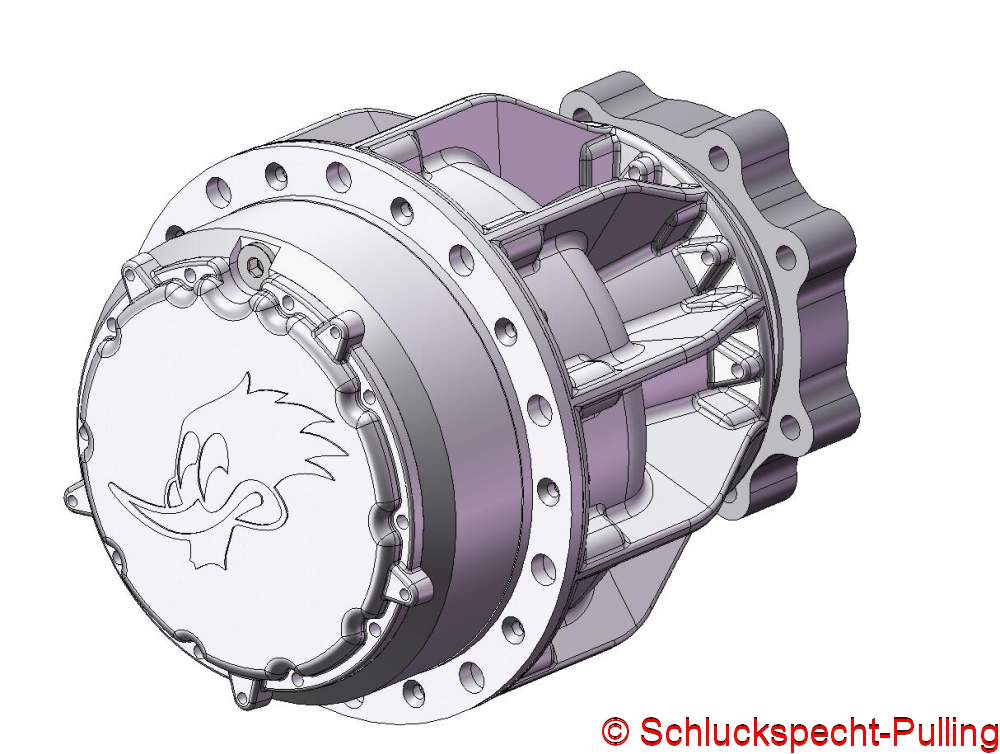
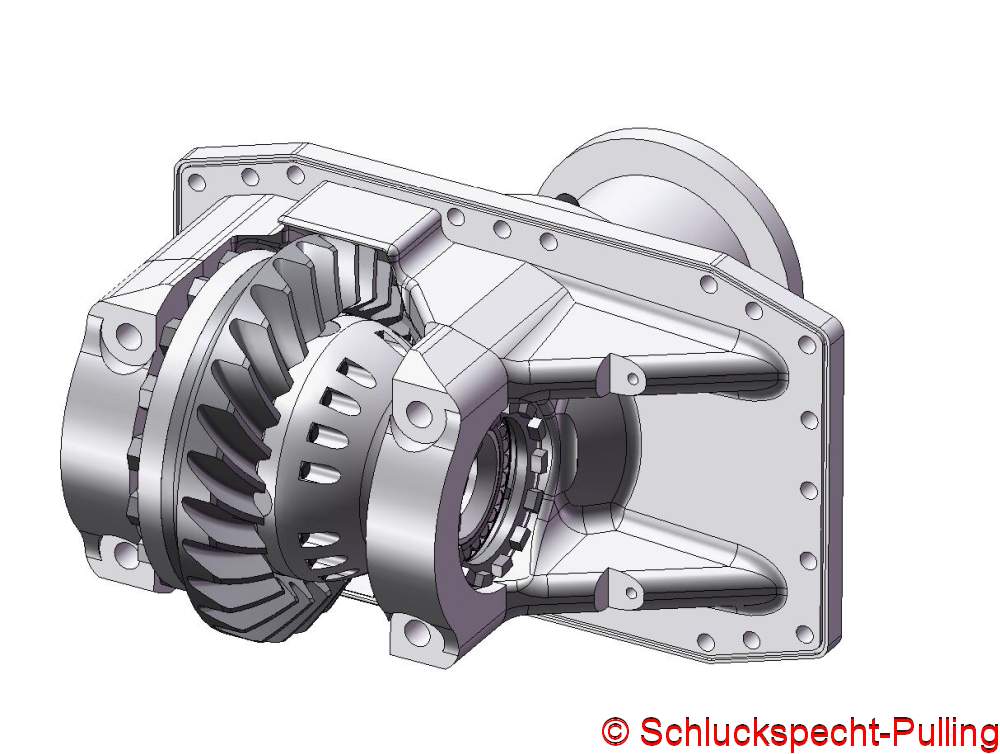
Der zweistufige Außenplanet ist im wesentlichen schon fertig konstruiert.
The two-stage outer planetary gear is essentially already constructed.
Ein bisschen stolz bin ich schon. Vor allem wenn ich mir mal die Masse ausrechnen lasse. Aber verraten wir mal nicht zu viel…. 😉
I’m quite proud, actually. Especially when I have the weight calculated. But let’s not give too much away… 😉
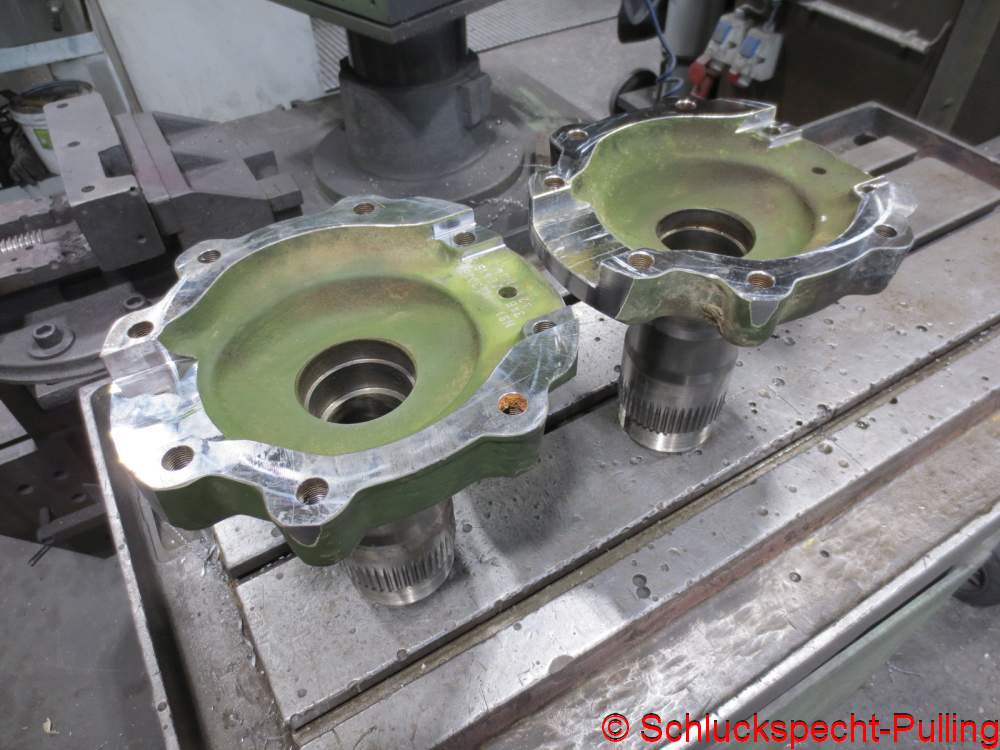
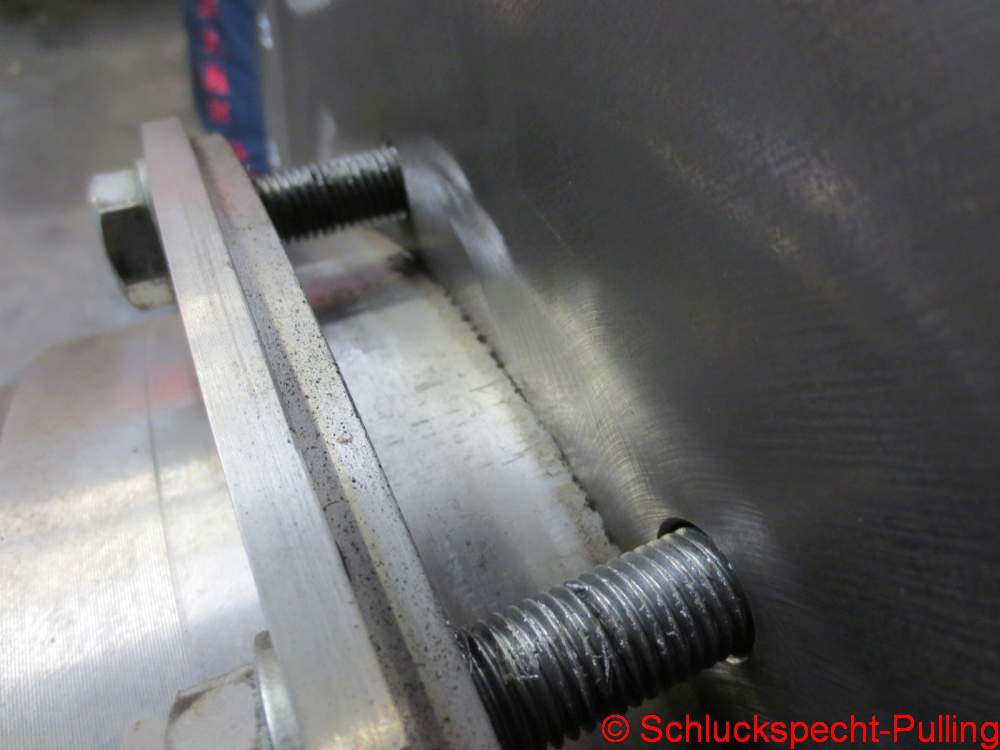
Das letzte Bild dieses Beitrages ist nicht wirklich spannend. Im Grunde habt ihr genau sowas vor ein paar Wochen schon einmal gesehen. Nur ist hier die Ausage klar: Wir bereiten den zweiten Achsstummel vor….wir meinen es ernst mit der neuen Achse 😉
In dem Sinne würde ich sagen: Bleibt dran.
The last picture in this post isn’t really exciting. Basically, you already saw something like this a few weeks ago. The message here is clear: We’re preparing the second axle stub… we’re serious about the new axle 😉
Jedes Jahr, zuverlässig zum Saisonende, verfallen die meisten Teams in ein großes Motivations- und Tätigkeitsloch. Jedes Jahr zuverlässig ist das bei den Spechten nicht so 😉
Every year, reliably at the end of the season, most teams fall into a deep slump in motivation and activity. That’s not reliably the case with the Schluckspechts 😉
Dieser Winter wird neben den ganzen Kleinigkeiten die zu tuen sind ganz im Zeichen einer neuen Hinterachse….ach was sage ich….einer komplett neuen Hinterachstechnologie stehen. Wollen wir mal nicht zu tief stapeln 😉
This winter, besides all the little things that need doing, will be all about a new rear axle… no, what am I saying… a completely new rear axle technology. Let’s not understate it 😉
Vor dem Vergnügen, steht erstmal die monotone Fleißarbeit. Über die letzte Zeit haben sich einige Achsen angesammelt die auseinander genommen werden müssen. Der Hof sieht aus wie bei den Ludolfs….nur in Unordentlich 😉
Before the fun begins, there’s the monotonous, tedious work. Over time, quite a few axles have accumulated that need to be taken apart. The yard looks like something out of the Ludolfs‘ house… only messier 😉
Tractorpulling ohne ein großes Ultraschallbad ist möglich…..
Tractor pulling without a large ultrasonic bath is possible…..
…aber weitestgehend sinnlos 😉
…but largely pointless 😉
Neben den Magirusachsen, haben sich auch einige Mercedesachsen eingefunden in denen ich passende Komponenten erhoffe.
Besides the Magirus axles, some Mercedes axles have also turned up, in which I hope to find suitable components.
Man lernt bei der Nummer echt ne Menge. Die Verfügbaren Übersetzungen sind logischerweise bekannt. Das das Hohlrad mit 85 Zähnen aber erheblich stabiler in der Wandung ausgeführt ist, sagen einem die Stücklisten nicht. 😉 Das könnte noch sehr hilfreich werden, wenn wir das Hohlrad sprengen…..
You really learn a lot with this project. The available gear ratios are obviously known. But the parts lists don’t tell you that the 85-tooth ring gear has a significantly stronger wall. 😉 That could prove very helpful when we blow up that ring gear…
„Gute Technik ist immer schön.“ Claude Donier
„Good technology is always beautiful.“ – Claude Donier
und nach einem Ultraschallbad ist sie noch schöner. 😉
And it’s even more beautiful after an ultrasonic bath. 😉
Ganz recht…..das sind schon wieder neue, alte Teile. Ich träume schon von dem Mist….
That’s right… these are just new old parts again. I’m already dreaming about that crap…
Was sich da wohl versteckt? Richtig, das nächste Mercedes Diff.
What could be hiding there? That’s right, the next Mercedes differential.
Also von einer drogeninduzierten Psychose hab ich ja schon mal gehört. Aber gibt es auch eine achseninduzierte Psychose? Fragen über Fragen…
I’ve heard of drug-induced psychosis before. But is there also an axis-induced psychosis? So many questions…
Aber nicht nur mit altem Krempel machen wir rum….ein Paket aus Italien erreichte uns. Nur wie soll ich diese Kisten schnell, unkompliziert und mit wenig Verletzungsgefahr öffnen.
But we’re not just messing around with old junk… a package from Italy arrived. The only question is, how am I supposed to open these boxes quickly, easily, and with minimal risk of injury?
Alex eilte mit einem großen Bohrer herbei…da war die Sache klar. 😉 😉
Und für alle Winkeladvokaten: Es handelt sich NICHT um Sylvesterfeuerwerk, sondern um einen Schallerzeuger der Kategorie P1. Das macht einen gewaltigen Unterschied.
Bei den Kisten handelt es sich folglich auch NICHT um Verpackungen oder dergleichen, sondern um einen Lautsprecher. Halt Einweg…aber das stört uns jetzt mal nicht sonderlich.
Alex rushed over with a large drill…that settled it. 😉 😉
And for all the legal experts out there: This is NOT New Year’s Eve fireworks, but a P1 category sound generator. That makes a huge difference.
Consequently, the boxes are NOT packaging or anything like that, but a loudspeaker. Disposable, of course…but that doesn’t bother us too much right now.
Kiste 1…..äh….Lautsprecher 1 auf.
Box 1…..uh….speaker 1 open.
Lautsprecher 2 auch. 😉
Speaker 2 too. 😉
Damit haben wir jetzt alle sinnvollen Übersetzungen für das Projekt da. 1,50/1,706/1,93/2,25
We now have all the relevant ratios for the project. 1.50/1.706/1.93/2.25
Das Beste ist: Alles wunderbar verfügbar und vor allem metrisch!
The best part is: Everything is readily available and, most importantly, in metric sizes!
Kurzer Themensprung. Die anderen Trecker werden für die Winterarbeiten vorbereitet. Vor allem aber schaffen wir Platz und Ordnung….
A quick change of subject. The other tractors are being prepared for winter work. Most importantly, we’re creating space and order…
…da wir mit dem neuen Specht ja noch was vor haben 😉
…since we still have plans for the new Specht 😉
Rad ab….
Wheel of….
…und ganz viele Maße abgenommen. Ich hab das Gefühl wir müssen einen Adapter bauen….nur wofür?
…and took lots of measurements. I have a feeling we need to build an adapter…but what for?
Die Auspuffrohre sehen auch komisch aus. Jaaaa….ich kenne das DTTO Reglement……und jaaaaa….so kommt der auch nicht auf die Bahn. Eventuell hat ja schon jemand eine Idee was wir vorhaben 😉
The exhaust pipes look strange too. Yeah… I know the DTTO regulations… and yeah… it won’t get on the track like that. Maybe someone already has an idea what we’re planning to do 😉
Auf alle Fälle soll in meine „Lieblingsbaugruppe“ noch eine etwas schnellere Übersetzung verbaut werden.
In any case, a slightly faster translation should be installed in my „favorite assembly“.
Der Ständer ist bereit und gewogen.
The stand is ready and weighed.
Ich sage euch….das Scheißdingen ist ein Gelumpe…zum Kotzen…also das Diff, Alex ist super 😉
I’m telling you…that damn thing is a piece of junk…it’s disgusting…I mean the diff, Alex is great 😉
Nach etlichen Kraftausdrücken die ich zum Teil selber noch nicht kannte, war der Klumpen dann auch ausgebaut. Und ich weiß wieder ganz genau warum ich eine andere Achse möchte….ganz genau!
After a string of expletives, some of which I didn’t even know myself, the thing was finally removed. And now I know exactly why I want a different axle…exactly!
Ab auf die Waage und etwas gerechnet. Der Einfachheit halber, nehmen wir den angebauten Reverser mal mit 17 Kilo an. Macht ziemlich genau 100 Kilo für das Differential. Das geht leichter. Mehr verrate ich erstmal noch nicht 😉
Onto the scales and some calculations. For simplicity’s sake, let’s assume the installed reverser weighs 17 kilos. That makes almost exactly 100 kilos for the differential. It can be lighter. I won’t reveal any more for now 😉
Beim Strahlen, Lackieren und Zusammenbauen des Treckers im Frühjahr erwies sich die Einheit aus Zugpendelaufnahme, Steigbegrenzern und Achse als „etwas“ unhandlich. Das soll sich dann mit der neuen Achse auch ändern.
During the sandblasting, painting, and assembly of the tractor in the spring, the unit consisting of the drawbar mount, wheely bars, and axle proved to be „somewhat“ unwieldy. This should change with the new axle.
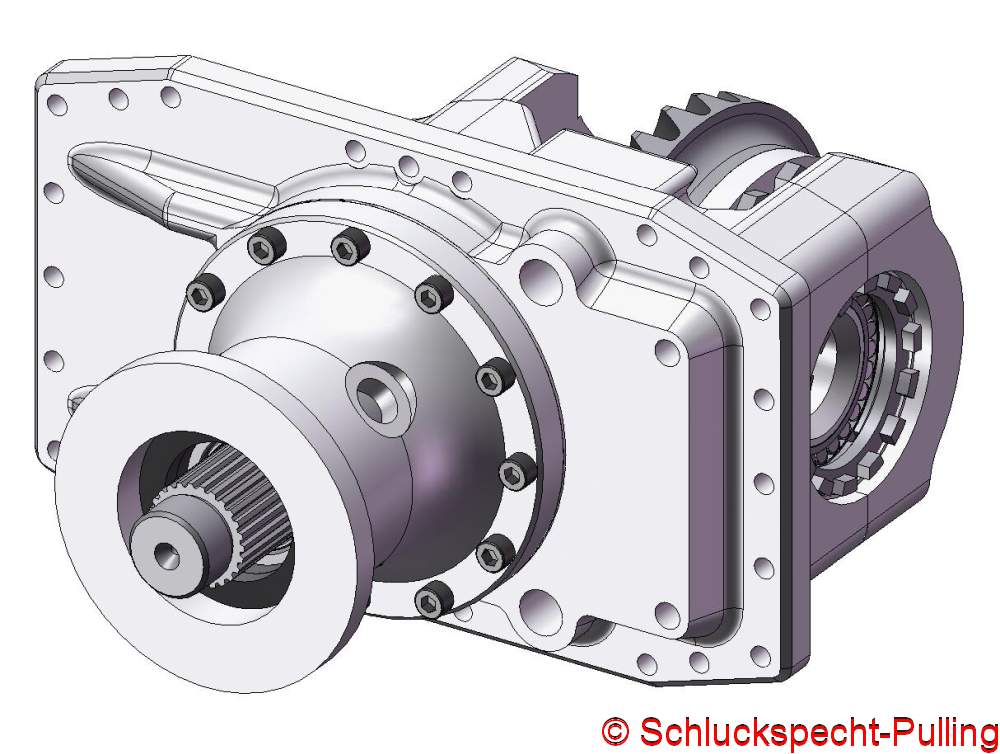
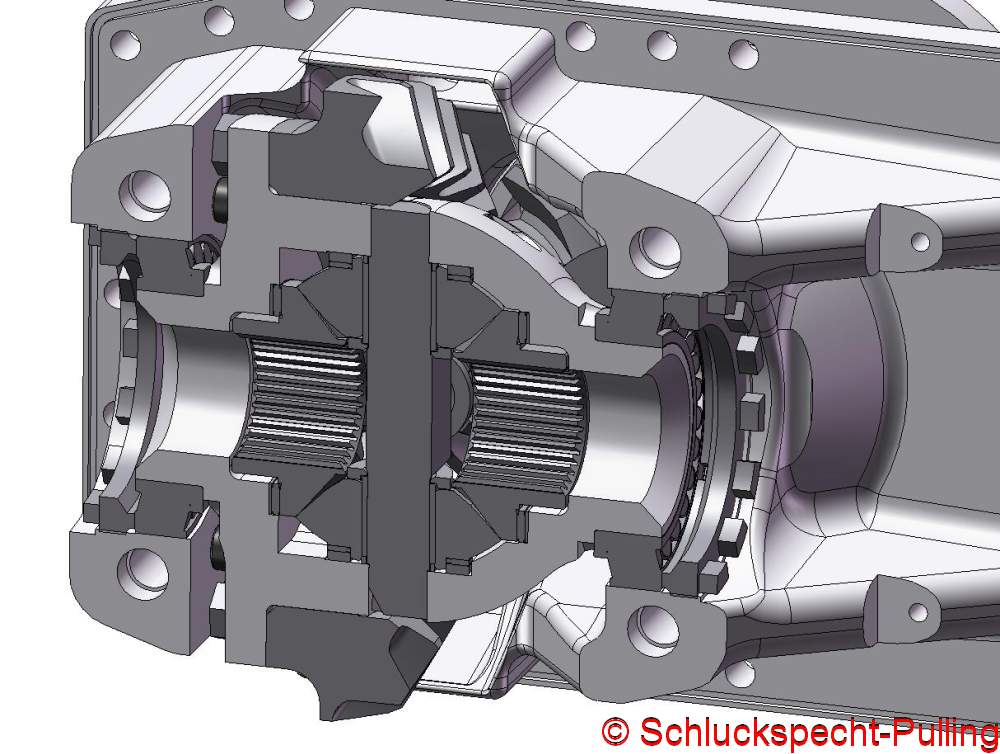
Und hier mal die ersten Bilder des noch unfertig konstruierten Differentials.
And here are the first pictures of the still unfinish constructed differential.
Natürlich komplett aus Aluminium gebaut.
Naturally, it’s made entirely of aluminum.
Und natürlich alles nadelgelagert. Radial wie axial. Bis jetzt sieht das alles sehr gut aus. Auch wenn es natürlich ein riesiger Haufen Arbeit ist. Drückt die Daumen das das Konzept funktionieren wird. In dem Sinne würde ich sagen: Bleibt dran!
And of course, everything is needle-bearing mounted. Radially and axially. So far, it all looks very good. Even though it’s obviously a huge amount of work. Keep your fingers crossed that the concept will work. In that sense, I’d say: Stay tuned!
Um den Albtraum in der Ansaugbrücke in den Griff zu bekommen benötigen wir neue Einspritzdüsen. Also im Prinzip die gleichen, nur halt anders 😉
To get the intake manifold nightmare under control, we need new injectors. So, basically the same ones, just different 😉
Einmal wie gehabt…Düsen öffnen und umarbeiten.
Once again, just open the nozzles and rework them.
Und hier kommt der Unterschied. Die Prallteller spritzen jetzt nur in eine Richtung.
And here’s the difference: The deflectors now only spray in one direction.
Verschweißen…..
Weld them….
….und einbauen. Die nächsten Testläufe werden ganz schnell zeigen ob das eine Verbesserung bewirkt.
…and install it. The next test runs will quickly show whether this will result in an improvement.
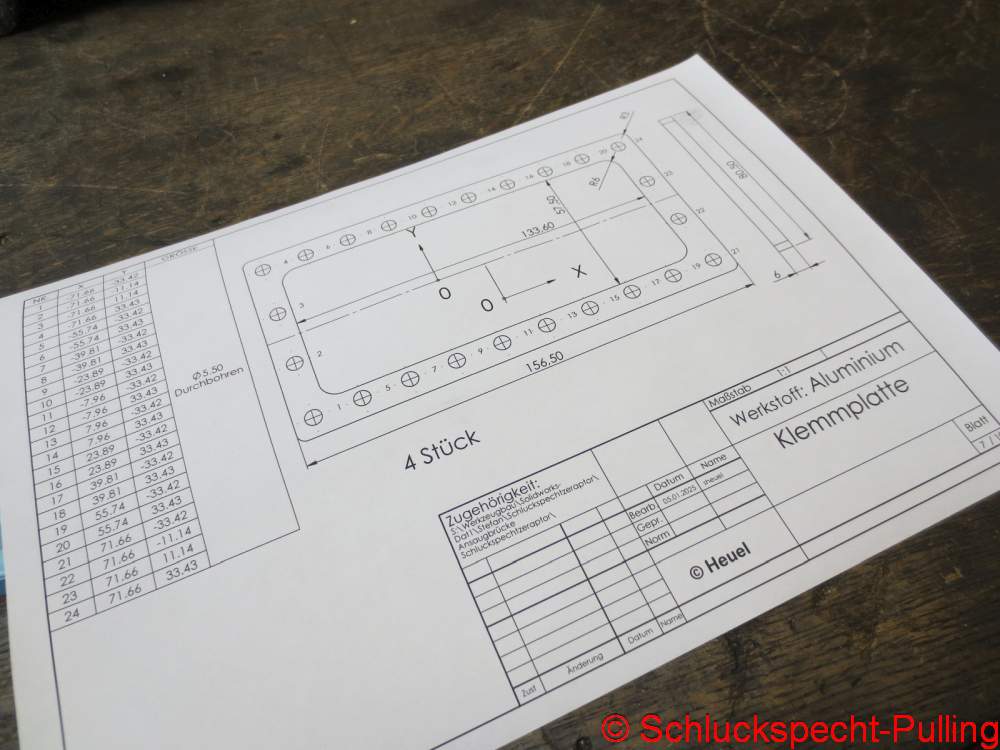
Anderes Thema. Wir haben uns einen Graugussklotz gebaut.
Different topic. We built a cast iron block.
Es ist eine Aufnahme für die Mercedes Achsstummel. Da ist nämlich noch zu viel Zeug dran das wir nicht brauchen.
It’s a mount for the Mercedes axle stub. There’s still too much stuff on there that we don’t need.
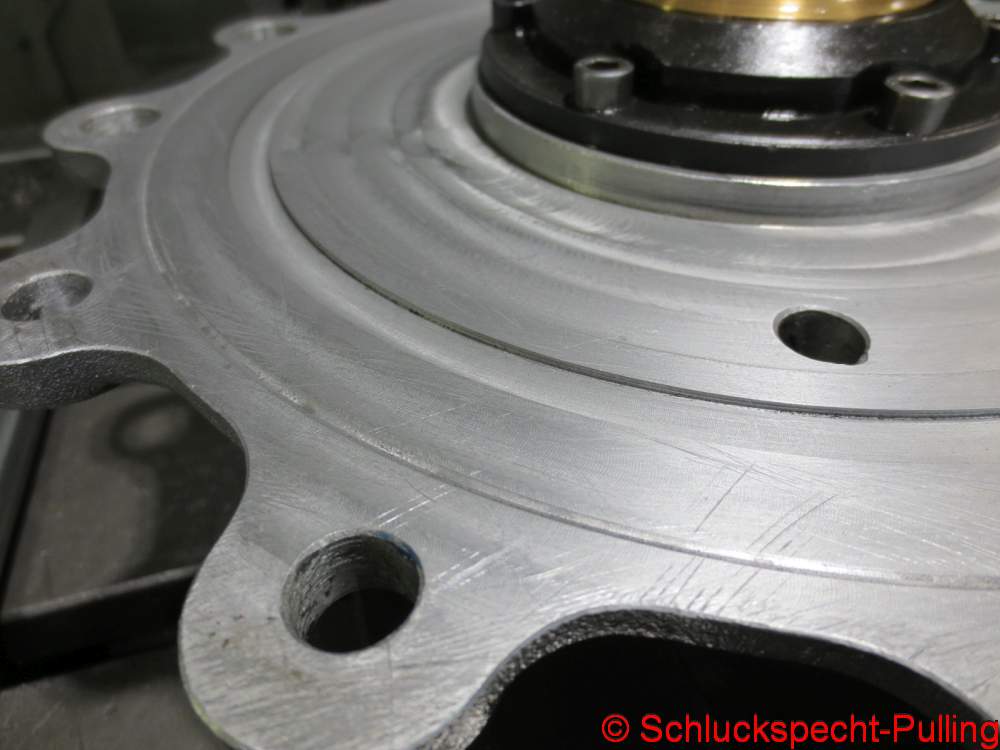
Nach einigen sinnreichen Bearbeitungsschritten….
After some clever milling steps…
…sieht das Ganze schon brauchbarer aus.
…the whole thing looks more usable.
Man muss die Mercedes-Teile einfach lieben. Nicht nur das jedes Teil eine Nummer trägt, nein, hier steht sogar das Material drin aus dem es gemacht ist: 42CrMoV4
You just have to love Mercedes parts. Not only does each part have a number, but it even states the material it’s made of: 42CrMoV4
Bleiben wir bei Mercedeskrempel…wenn auch indirekt. Sie sehen: Baustahl auf der Fräse.
Let’s stay with Mercedes stuff…albeit indirectly. You see: Mild steel on the milling machine.
Jetzt mit Loch.
Now with a hole in it.
Ohne eine speziellen Abzieher bekommt man diese dusseligen Kegelrollenlager einfach nicht vom Triebling des Differentials.
Without a special puller, you simply cannot get these stupid tapered roller bearings off the differential pinion.
Mit Abzieher und einer 60 Tonnen Presse ist recht einfach 😉
With a puller an a 60 ton press it’s quite easy 😉
Dann erreichte uns noch ein Differential einer Mercedes AL7 Achse. Eigentlich brauchen wir nur das Kegel- und Tellerrad. Als „Beifang“ bekommt man noch einige Teile die ich gerne in unserer neuen Achse verbauen würde. Also normalerweise….
Then we received a differential from a Mercedes AL7 axle. Actually, we only need the bevel gear and crown gear. As a „bycatch,“ we also received a few parts that I’d like to install in our new axle. So, normally…
Diese Fotos erzählen uns zwei Sachen: Zum einen weiß ich jetzt ziemlich sicher warum die Achse aus dem LKW ausgebaut wurde und zum anderen wird unser Schrottcontainer voller als zunächst angenommen 😉 😉
Das Differential hat es geschafft, nicht nur die Bronzebuchsen aus den Rädern, sondern auch alle 4 Anlaufscheiben aus gehärtetem Stahl komplett zu zermahlen. Respekt…
These photos tell us two things: First, I now know with a fair degree of certainty why the axle was removed from the truck, and second, our scrap container is getting fuller than initially expected 😉 😉
The differential has managed to completely grind through not only the bronze bushings in the wheels, but also all four hardened steel thrust washers. Respect…
Naja, zumindest das Kegel- und Tellerrad sehen sehr gut aus. Und darum ging es ja primär.
Mit diesem Hammer entlasse ich euch dann auch aus dem Beitrag. In dem Sinne würde ich sagen: Bleibt dran!
Well, at least the bevel gear and crown gear look very good. And that was the main point.
I’ll leave you with that hammer. With that in mind, I’d say: Stay tuned!
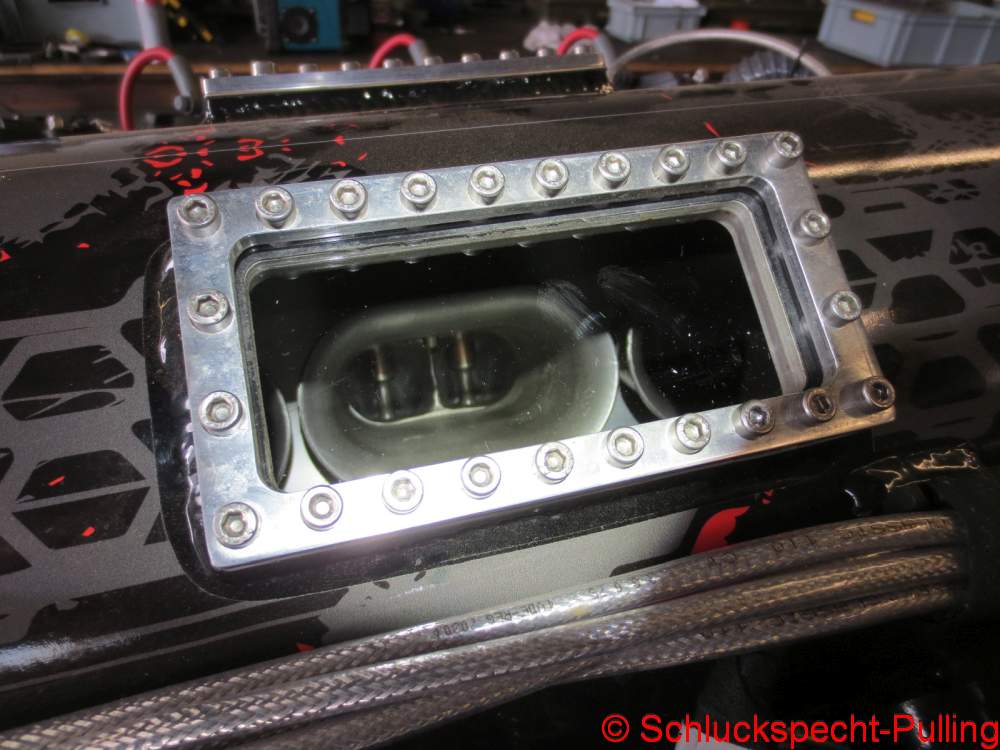
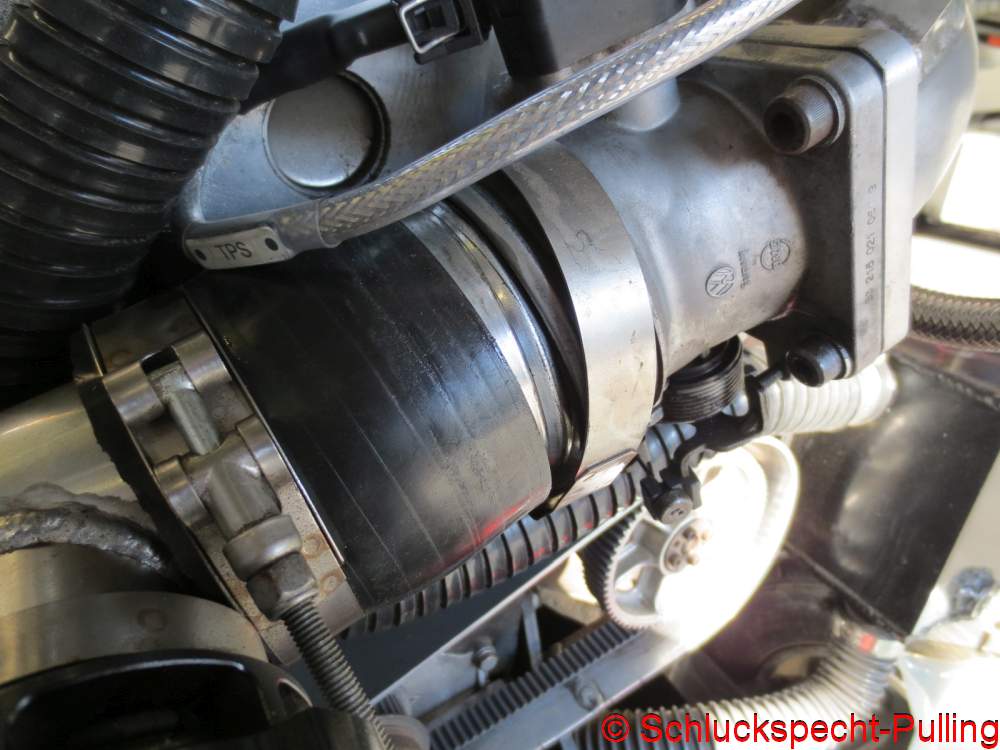
Was wir hier treiben? Eigentlich ganz einfach. Es liegt die Vermutung nahe, dass die Vibrationen beim Motorlauf etwas mit der Ansaugbrücke zu tuen haben. Entweder brennt es in der Ansaugbrücke, oder die Zylinder klauen sich untereinander den Sprit….oder beides.
What are we doing here? It’s actually quite simple. It’s easy to assume that the vibrations during engine operation have something to do with the intake manifold. Either there’s a fire in the intake manifold, or the cylinders are stealing fuel from each other…or both.
Also ein Sprenfenster raus und durch oben gezeigte Plexiglasscheibe ersetzt.
So one of the blast windows was removed and replaced with the Plexiglas pane shown above.
In Ermangelung einer echten Highspeed-Kamera, haben wir uns einfach eine Actioncam besorgt die zumindest 240 Bilder die Sekunde aufnehmen kann. Besser als nichts 😉
In the absence of a true high-speed camera, we simply got an action cam that can capture at least 240 frames per second. Better than nothing 😉
Das ist ein Frame aus dem entstandenen Video kurz vorm Anlassen. Klar soweit. Im besten Wortsinne. 😉
This is a frame from the resulting video shortly before starting. Clear so far. In the best sense of the word. 😉
Und so sieht es beim laufenden Motor aus. Katastrophe. Mit so einer Waschküche hätte ich beim besten Willen nicht gerechnet. Die ganze Ansaugbrücke steht voll mit Sprit und wird eher wie ein riesengroßer Oberflächenvergaser arbeiten. Da passen einige Dinge aber absolut nicht. Ohne hier schon zu viel ins Detail gehen zu wollen, müssen wir an den Spritzwinkel der Düsen und an die Einspritzzeiten ran. Eventuell müssen wir sogar die beiden Bänke voneinander trennen.
Und damit sind wir auch schon bei der schlechten Nachricht für diesen Beitrag. Wir werden nicht nach Schlechtenwegen kommen, unsere Saison ist damit beendet. Die gute Nachricht: Wir haben den Fehler gefunden, werden ihn abstellen und dann wohl zeitnah auf den Dyno gehen um den Motor ordentlich abstimmen zu können. Ist doch auch was 😉
And this is what it looks like with the engine running. A disaster. I never would have expected such a mess. The entire intake manifold is full of fuel and will operate more like a giant surface-mounted carburetor. Some things are absolutely wrong. Without wanting to go into too much detail here, we need to tweak the jet spray angle and the injection timing. We might even have to separate the two banks.
And that brings us to the bad news for this post. We won’t be going to Schlechtenwegen; our season is over. The good news: We’ve found the problem, will fix it, and will probably go to the dyno soon to properly tune the engine. That’s something, isn’t it 😉
Die Vorbereitungen für die Winterarbeiten laufen auch schon auf Hochtouren. Motoren müssen zerlegt werden.
Preparations for winter work are already in full swing. Engines need to be dismantled.
Wieder mal so ein Glücksgriff. Der Motor hat so gut wie gar keine Laufstunden drauf.
Another lucky find. The engine has almost no running hours.
Und auch dieser hier mit Graugusskurbelgehäuse sieht noch spitzenmäßig aus.
And this one with the cast iron crankcase still looks great.
Immer mal wieder nebenbei angekündigt, soll es diesen Winter soweit sein. Mit meiner Vision einer ultraleichten Achse gehe ich nicht zum Arzt, nein, ich gehe in die Werkstatt.
As I’ve been hinting at from time to time, it’s supposed to be ready this winter. With my vision of an ultralight axle, I’m not going to the doctor; no, I’m going to the workshop.
Vom Grundsatz ist die Idee recht einfach: Wir gehen mit (sehr) hoher Drehzahl in ein sehr kleines Differential rein und anstatt in einem großen Differential die Drehzahl schon drastisch zu reduzieren, arbeiten wir mit Übersetzungen von 1,5 bis etwas über 2, lassen die Drehzahl sehr hoch und gehen dann in ein zweistufiges Planetengetriebe mit einer Übersetzung von zwei mal 4, also 16 in Summe.
In principle, the idea is quite simple: We go into a very small differential at (very) high speed and instead of drastically reducing the speed in a large differential, we work with gear ratios of 1.5 to just over 2, leave the speed very high and then go into a two-stage planetary gear with a gear ratio of two times 4, so 16 in total.
Und hier kommen die Mercedesachsen ins Spiel die wir noch vom Spähpanzer Luchs rumliegen hatten. Mit reichlich Recherche und annähernd eckigen Augen, kommt man zu dem Schluss, dass Mercedes nicht nur bei den Außenplaneten einen riesigen Baukasten hat, sondern auch bei den Differentialen. Das alles hier im Detail zu erläutern würde den Beitrag absolut sprengen. Nur soviel: Ich finde das ziemlich geil 😉 😉
And this is where the Mercedes axles we had lying around from the Luchs reconnaissance vehicle come into play. With plenty of research and a bit of square-eyedness, we come to the conclusion that Mercedes has a huge kit not only for the outer planetary gears, but also for the differentials. Explaining all of this in detail here would be beyond the scope of this post. I’ll just say this: I think it’s pretty cool 😉 😉
Das Tellerrad hat 233mm Durchmesser.
The ring gear has a diameter of 233mm.
Das ist auch der Grund warum ich vor einiger Zeit ordnerweise Unterlagen über Achsen zusammengesucht habe…Hier passiert nichts zufällig 😉
That’s also the reason why I collected folders of documents about axles some time ago…Nothing happens by chance here 😉
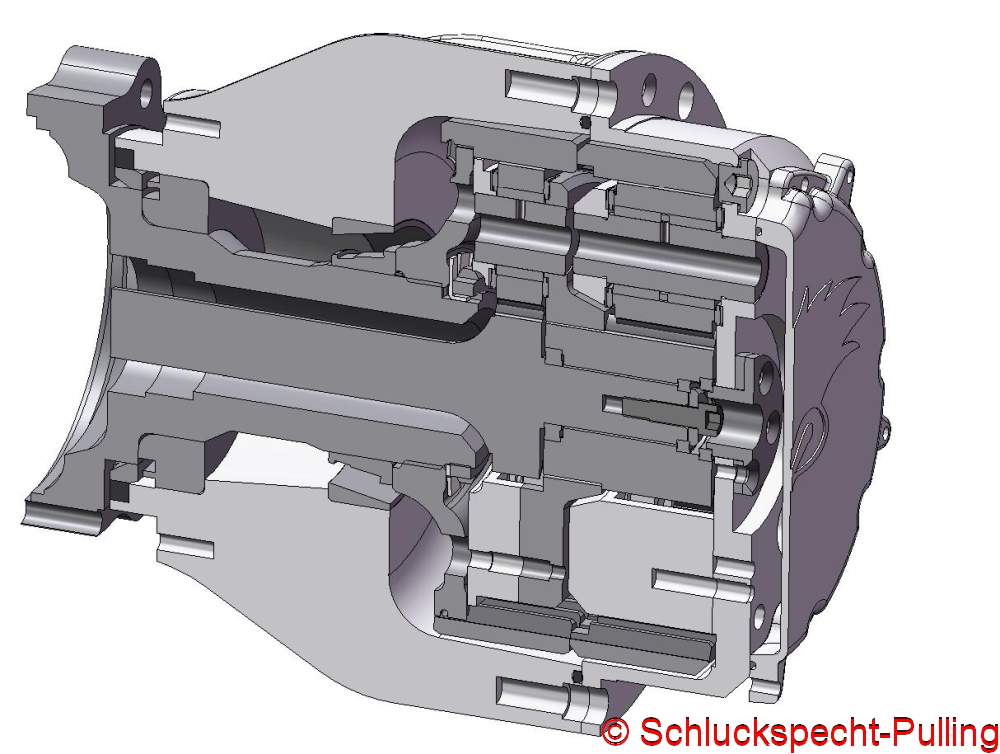
Auch das Differential selber ist sehr cool gebaut…und vor allem klein und leicht. Kleiner Spoiler: Man bekommt direkt eine Nadelgelagerte Version als Ersatzteil 😉
The differential itself is also very coolly designed…and, above all, small and lightweight. Spoiler alert: You can get a needle-bearing version as a spare part 😉
Ich sehe schon wieder hunderte CAD-Stunden vor mir liegen. Also im Kopf ist das Konstrukt schon fertig….. Es bleibt spannend.
I can already see hundreds of hours of CAD work ahead of me. So, the design is already complete in my head… It remains exciting.
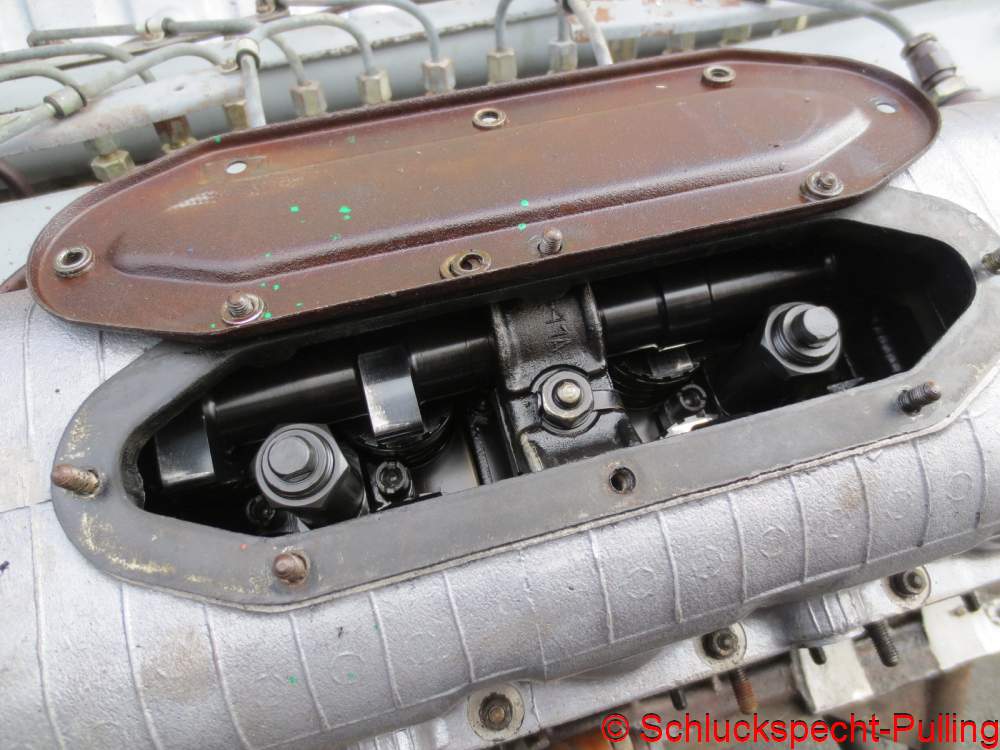
Abschließen möchte ich den Beitrag mit etwas das nichts mit Pulling zu tuen hat aber trotzdem extrem geil ist. Sie sehen einen 1 zu 1 Nachbau des V1 Triebwerkes. Wolfgang Stockmann hat diesen Nachbau in Museumsqualität angefertigt. Jede Schraube entspricht dem Original. Irre! Das es funktionstüchtig ist, braucht sicher nicht erwähnt werden 😉
Also wer im Großraum Sundern kürzlich mal ein „leises Brummen“ hört, hier ist der Grund 😉 In dem Sinne würde ich sagen: Bleibt dran!
I’d like to conclude this post with something that has nothing to do with pulling, but is still incredibly cool. You see a 1:1 replica of the V1 engine. Wolfgang Stockmann crafted this museum-quality replica. Every screw is identical to the original. Insane! Needless to say, it’s fully functional 😉
So if you’ve recently heard a „quiet buzzing sound“ in the Sundern area, here’s the reason 😉 With that in mind, I’d say: Stay tuned!
Sonsbeck 2025, Paula is driving their first meters! (english below)
Bevor wir zu einer kleinen Nachlese aus Sonsbeck kommen, möchte ich euch zunächst auf den Höhepunkt der Pullingsaison 2025 aufmerksam machen. Am kommenden Wochenende findet in Ysselsteyn die Europameisterschaft im Garden und Tractorpulling statt. Nur einen Katzensprung hinter der Deutsch-Niederländischen Grenze gelegen ist es für jeden Pullingfan eine absolute Pflichtveranstaltung. Nicht zuletzt weil unzählige Deutsche Teams um den begehrten Titel kämpfen. Mit einem Klick aufs Bild gelangt ihr zur Veranstaltung.
Before we get to a brief recap from Sonsbeck, I’d like to first draw your attention to the highlight of the 2025 pulling season. This coming weekend, the European Championships in Garden and Tractor Pulling will take place in Ysselsteyn. Located just a stone’s throw across the German-Dutch border, it’s an absolute must-attend event for every pulling fan, not least because countless German teams will be battling for the coveted title. Click on the image to access the event.
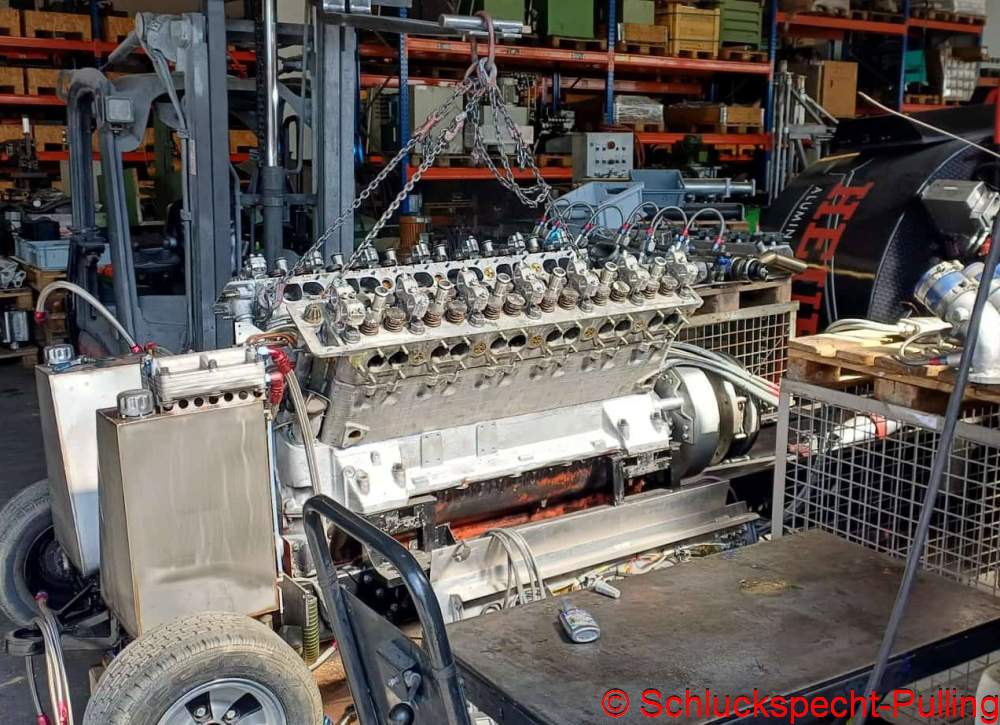
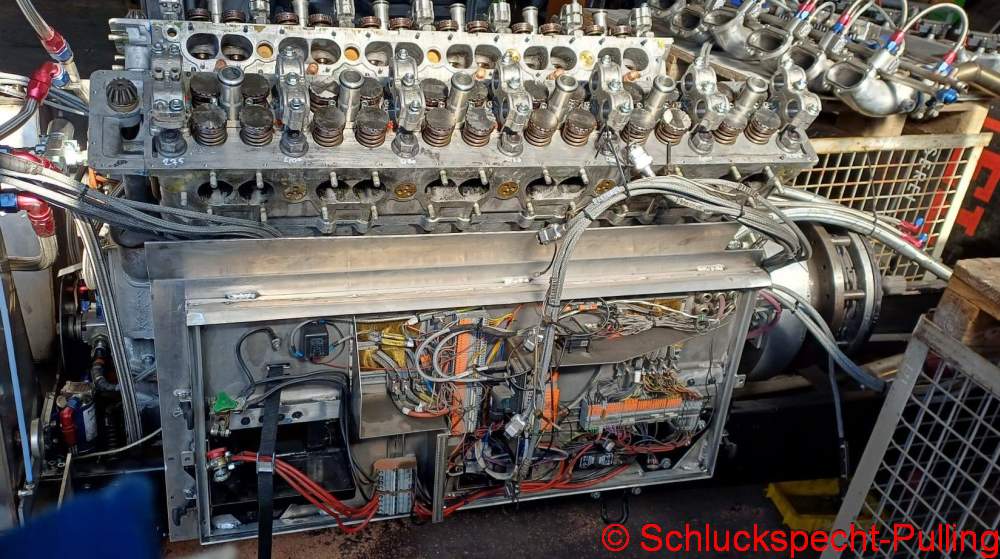
Der Wahnsinn von Sonsbeck hat natürlich stilecht mit Wahnsinn in der Schluckspechtwerkstatt begonnen. Die beiden Bilder sind Donnerstag Mittag vor der Veranstaltung entstanden. Ja, das ist die Motorsteuerung vom 600kg Schluckspecht….also was sie mal werden wollte 😉 😉 Noch etwas Arbeit zu tuen.
The madness in Sonsbeck, of course, began in style with madness in the Schluckspecht workshop. These two pictures were taken Thursday afternoon before the event. Yes, that’s the engine control unit of the 600kg Schluckspecht…that’s what it was meant to be 😉 😉 Still some work to do.
Da uns für vier Traktoren einfach die Transportmöglichkeit fehlt, an dieser Stelle abermals ein riesen Dankeschön an Containerdienst Deimann für den Tieflader und an Vitali der ihn gefahren ist! Danke!
Since we simply don’t have enough transport capacity for four tractors, a huge thank you again to Containerdienst Deimann for the low-loader and to Vitali for driving it! Thank you!
Und damit kommen wir auch schon zu den bewegten Bildern von Mr.Jo. Mit einem Klick aufs Bild geht es los.
Was soll ich sagen? Es war der absolute Hammer! Ganz besonders stolz bin ich natürlich auf meine Tochter Paula die in der 500kg Standard-Klasse ihren ersten Schnupperstart hatte. Das hat sie super gemacht!
Vielen, vielen Dank an dieser Stelle auch an alle Gardenpuller die Ihr meine Tochter so herzlich aufgenommen habt und wo wir uns sogar den Helm leihen durften! Auch wenn es „nur“ ein Schnupperstart war, haben Fahrerin und Trecker gezeigt das mit ihnen im nächsten Jahr zu rechnen ist 😉 _____________________________________
And that brings us to Mr. Jo’s moving images. Click on the image to start.
What can I say? It was absolutely amazing! I’m especially proud of my daughter Paula, who had her first trial run in the 500kg standard class. She did brilliantly!
Many, many thanks to all the garden pullers who welcomed my daughter so warmly and even let us borrow her helmet! Even though it was „only“ a trial run, the driver and tractor showed that they’re a force to be reckoned with next year 😉 _____________________________________
Sportlich ging es dann für uns mit dem gerade fertig verkabelten 600kg Freie Klasse Schluckspecht an den Start. Mit Alex am Steuer haben wir den Fluch wohl endlich gebrochen. Keine Absteller mehr am Start und auch die Einstellungen mit der neuen Ecumaster Black haben augenscheinlich ganz gut gepasst.
Leider hat ein abgerutschter Silikonschlauch (ich hasse diese Scheißdinger) den Lauf vorzeitig beendet. Die Enttäuschung über so einen dämlichen Fehler hält sich aber in Grenzen. Wir haben wieder einen laufenden Trecker! _____________________________________
We then took to the starting line with the newly wired, 600kg modified Schluckspecht. With Alex at the helm, we finally broke the curse. No more stalls at the start, and the settings with the new Ecumaster Black seemed to be working quite well.
Unfortunately, a slipped silicone hose (I hate those damn things) ended the run prematurely. However, the disappointment over such a stupid mistake is limited. We have a running tractor again! _____________________________________
Nach einer Nacht mit einigen Getränken erfrischender Natur ging es dann Sonntagmorgen mit Simon und dem frisch reparierten Schluckspechtzeraptor in der Limited Modified an den Start. Nach dem Feuerwerk in Füchtorf etwas vorsichtiger geworden, haben wir die Zündung etwas zurück genommen und mehr Sprit rein gedreht. Was dann passierte hat uns selber etwas überrascht.
Simon hat den ersten Platz eingefahren. Irre. Ich glaube die Reparatur hat funktioniert 😉
An dieser Stelle einen herzlichen Glückwunsch an das Blackout Pulling Team zur vorzeitig feststehenden, absolut verdienten Meisterschaft! _____________________________________
After a night with some refreshing drinks, we headed to the starting line on Sunday morning with Simon and the freshly repaired Schluckspechtzeraptor in the Limited Modified. After the fireworks in Füchtorf, we became a bit more cautious, so we retarded the ignition a bit and added more fuel.
What happened next surprised us a bit. Simon took first place. Crazy. I think the repair worked 😉
Congratulations to the Blackout Pulling Team for their early, absolutely deserved championship! _____________________________________
Das große Finale sollten dann die Starts in der Light Modified (2,5t Freie Klasse) und der Modified (3,5t Freie Klasse) sein. Tja, und wie das mit so groß geplanten Finalen so ist…kann man die auch total vergeigen 😉
Und das haben wir dann auch getan. Ein wenig (zu sehr) beflügelt von den super Läufen in Viersen, hatten wir in Sonsbeck direkt 3 Probleme von komplexer, dämlicher und total dämlicher Natur 😉 _____________________________________
The grand finale was supposed to be the starts in the Light Modified (2.5t Modified) and the Modified (3.5t Modified). Well, as is the case with such grandly planned finals…you can totally screw them up 😉
And that’s exactly what we did. A little (too) buoyed by the great races in Viersen, we had three problems in Sonsbeck, one of a complex, one of a stupid, and one of a totally stupid nature 😉 _____________________________________
Bevor wir uns jetzt aber mal ansehen was da passiert ist, möchte ich an dieser Stelle ein riesiges Lob an das Traktorpullingteam Sonsbeck aussprechen! Ihr habt wieder mit extrem viel Herzblut eine megacoole Veranstaltung auf die Beine gestellt! Es ist immer wieder toll bei euch! Danke! _____________________________________
Before we take a look at what happened, I’d like to take this opportunity to express my sincere appreciation to the Sonsbeck tractor pulling team! You once again put a lot of heart and soul into putting together a super-cool event! It’s always great to be with you! Thank you!
Fangen wir mal mit dem dämlichen Fehler an. Als im Fach „Maschinenelemente“ der gewöhnliche Wellendichtring durchgenommen wurde, war ich wohl Kreide holen. Ein 0815 Wellendichtring ist nämlich nur für den nahezu drucklosen Betrieb geeignet. Wenn da jetzt ein Depp aus dem Sauerland meint 15 Bar Öldruck abdichten zu wollen….könnte das so aussehen wie in obigem Video und obendrein die Sonsbecker Feuerwehr zum Ölbindeeinsatz auf den Plan rufen.
Let’s start with the stupid mistake. When the standard shaft seal was being discussed in the „Machine Elements“ class, I must have been out for a while. A standard shaft seal is only suitable for operation with virtually no pressure. If some idiot from the Sauerland region tries to seal off 15 bar of oil pressure…it could look like in the video above, and it could also call in the Sonsbeck fire department for an oil-absorbent operation.
Sauber rausgedrückt. Ok, man hätte den Spalt auch etwas kleiner konstruieren können, dann wäre er wohl nicht so krass rausgekommen, aber die Dichtlippe wäre in jedem Fall überlastet gewesen.
Pushed out cleanly. Okay, the gap could have been designed a bit smaller, then it probably wouldn’t have been so obvious, but the sealing lip would have been overloaded in any case.
Ok, ok, der Specht war im vorderen Bereich immer schon ein wenig undicht was zum ein oder anderen zweifelnden Blick vom Bahnkommissar geführt hat 😉
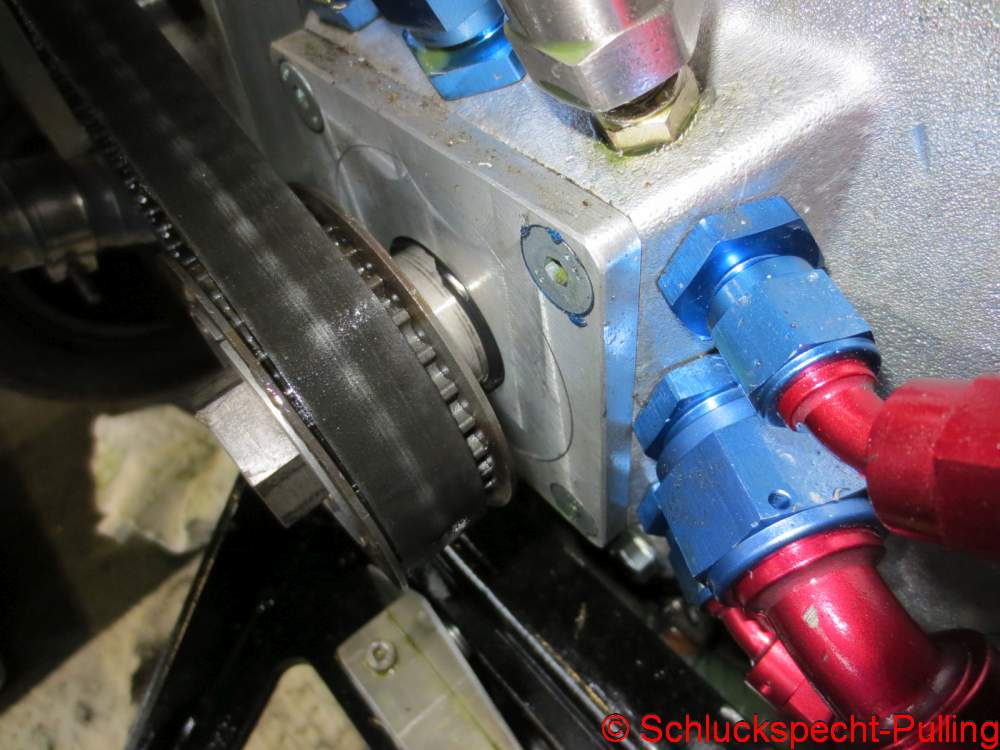
Die Ursache für diese geringe Leckage ist einfach wie wiederum dämlich. In den rot lackierten Vertiefungen vorne am Motor hat sich durch schwerlich zu vermeidende Leckagen Öldruck aufgebaut. Tja, und bis zu 15 Bar auf so einer Fläche hält auch die beste Aluplatte nicht an Ort und Stelle.
Okay, okay, the Woodpecker has always been a little leaky in the front area, which has prompted a few suspicious glances from the track inspector 😉
The cause of this slight leak is both simple and utterly stupid. Oil pressure has built up in the red-painted recesses at the front of the engine due to unavoidable leaks. Well, and up to 15 bar on such a surface, even the best aluminum plate won’t stay in place.
Also raus mit dem Dingen….
So let’s get this thing out…
….mit kreativen Mitteln auf die Fräse gespannt….
….clamped it on the milling machine with creative means….
…und zwei sinnreiche Nuten eingefräst. Die größere leitet das Leckageöl in die sinnigerweise schon vorhandene Ablaufbohrung die es in das Kurbelgehäuse abfließen lässt. Die kleinere Nut nimmt den Dichtstoff auf 😉
…and milled two clever grooves. The larger one channels the leaked oil into the already existing drain hole, which allows it to flow into the crankcase. The smaller groove accommodates the sealant 😉
Die neuen Wellendichtringe sehen den alten erstaunlich ähnlich, sind aber für deutlich höhere Drücke geeignet. Man darf gespannt sein 😉
The new shaft seals look surprisingly similar to the old ones, but are suitable for significantly higher pressures. It will be interesting to see what happens 😉
Ich bin guter Dinge das das nun der dichteste Transmash aller Zeiten ist. 😉
I’m optimistic that this is the densest transmash ever. 😉
Kommen wir nun zum total dämlichen Fehler. Das Reifendruckmanometer hat ein leichtes Offset. Zu oft hingefallen, zu heftige Druckschläge? Keine Ahnung. Nur sind wir so nicht mit den geplanten 0,25 Bar in den Reifen gefahren, sondern wohl nur mit etwas über 0,2 Bar. Das kann in der 2,5t Klasse funktionieren, allerdings hatten wir im Gegensatz zu den anderen Teams in der Klasse am Start mal so überhaupt keinen Grip. Das legt den Verdacht nahe, dass es eben nicht funktioniert hat.
Now let’s get to the totally stupid mistake. The tire pressure gauge has a slight offset. Too many falls, too much pressure shocks? I have no idea. It’s just that we didn’t run with the planned 0.25 bar in the tires, but probably only a little over 0.2 bar. That might work in the 2.5t class, but unlike the other teams in the class, we had absolutely no grip at the start. This suggests that it just didn’t work.
Jetzt wird da ein ordentliches glyceringedämpftes Manometer verbaut. Und etwas mehr Sorgfalt lassen wir mit dem Teil auch walten 😉
Now we’re installing a proper glycerol-damped pressure gauge. And we’re taking a little more care with that part, too 😉
Der komplexe Fehler ist für mich aktuell noch so komplex, dass ich zwar einen Verdacht habe, ich mir aber noch nicht sicher genug bin um den hier lang und breit erklären zu wollen um dann später genau so lang und breit zurück rudern zu müssen 😉 😉
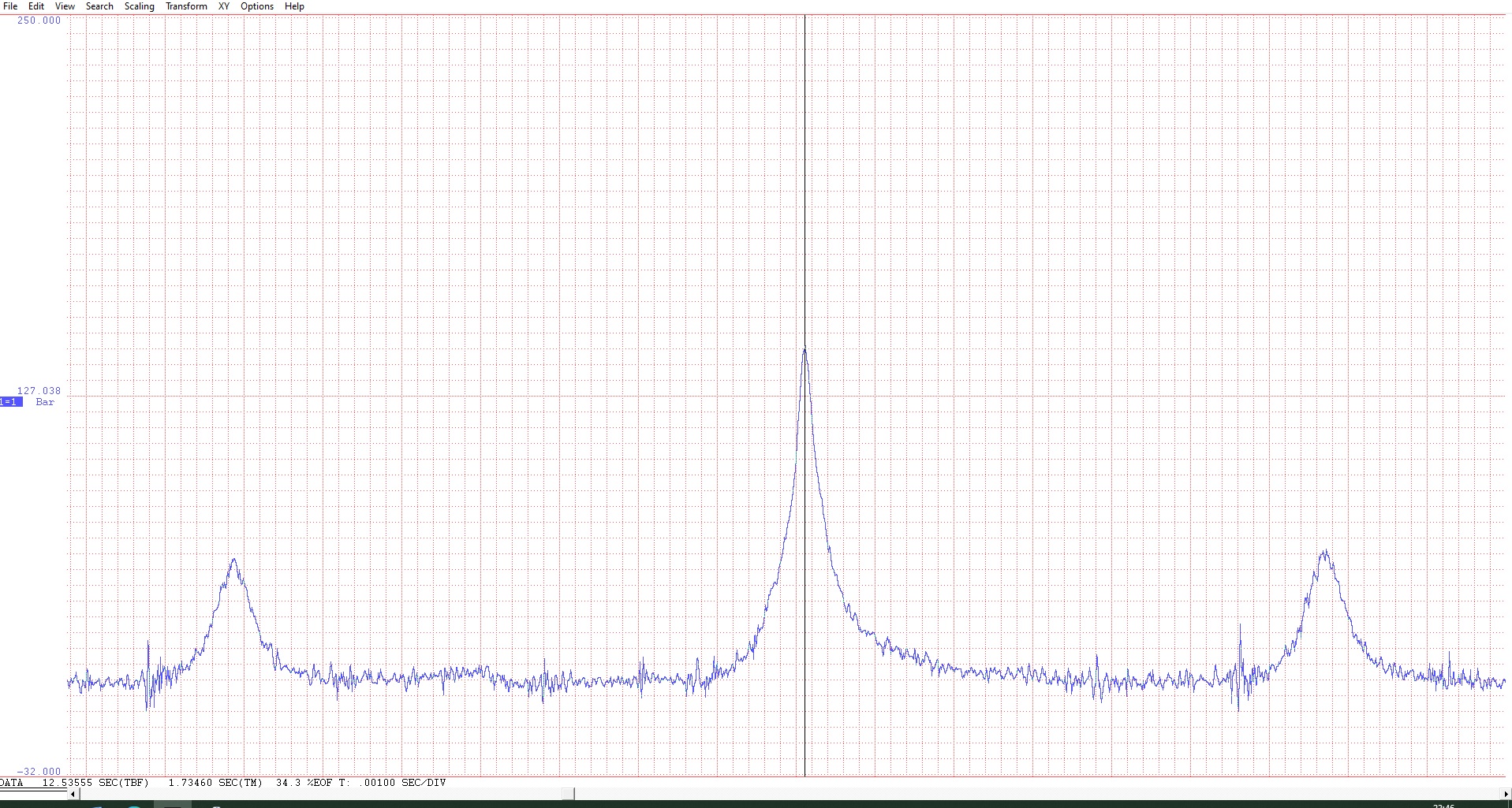
Und auch hier könnte die Zylinderdruckindizierung wieder den entscheidenden Tipp gegeben haben. Seht Ihr das „Zittern“ vor der Verdichtung? Immer wenn das „Zittern“ zu sehen ist, zündet der Zylinder nicht. In der Mitte eine normale Zündung.
Was das mit diesem Video von Steve Morris zu tun haben könnte….ja das machen wir dann mal später wenn ich mir mit meiner These sicher bin 😉 😉
The complex error is still so complex for me that I have a suspicion, but I’m not yet certain enough to explain it at length here, only to have to backtrack just as much later 😉 😉
And here, too, the cylinder pressure indicator might have provided the crucial clue. Do you see the „trembling“ before compression? Whenever you see the „trembling,“ the cylinder isn’t firing. In the middle, there’s a normal ignition.
What that might have to do with this video by Steve Morris… well, we’ll get to that later, when I’m more certain about my theory 😉 😉
Ganz und gar sicher bin ich mir bei meiner Ablehnung von Silikonschläuchen. Im Video kann man schön erkennen wie der Ladedruck flöten geht. Mal ehrlich…sowas nervt.
I’m absolutely certain about my rejection of silicone hoses. In the video, you can clearly see how the boost pressure escapes. Let’s be honest…that’s annoying.
Also den ganzen Käse raus…sauber machen….
So take out all the stuff…clean it up….
…und einen Plan entwickeln. Langfristig kommen da nur gescheite Metallschellen in Frage wie wir sie auch am neuen Trecker verwenden. Nur da haben wir aktuell keine Zeit für.
…and develop a plan. In the long run, the only option is to use decent metal clamps like the ones we use on our new tractor. But we don’t have the time for that right now.
Auch wenn das jetzt keine Goldrandlösung ist, sollte so eine scharfe Kante den Schlauch deutlich besser halten.
Even if it’s not a gold-standart solution, a sharp edge like this should hold the hose much better.
Drückt die Daumen das das jetzt hält 😉
Fingers crossed that this works now 😉
Was haben wir noch? Kleinkram der liegen bleibt wenn einem die Zeit ausgeht. So haben wir doch tatsächlich im Vorfeld von Sonsbeck darauf verzichtet diese Abdeckung zu polieren….
What else do we have? Little things that get left behind when you’re running out of time. So we actually skipped polishing this cover before Sonsbeck…
Das haben wir dann hiermit nachgeholt 😉
We have now made up for it 😉
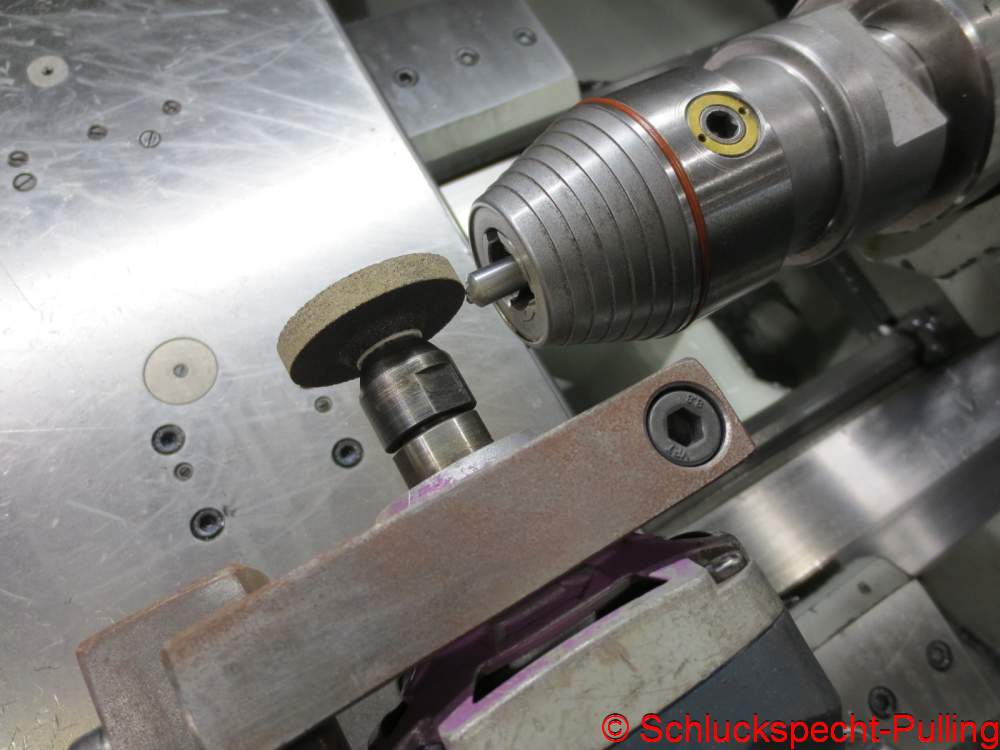
Dann erreichte uns noch ein Paket aus Dänemark von Westspeed. Wir haben uns direkt noch ein paar Nockenwellen auf Ersatz umschleifen lassen. Vielleicht kommen wir im Winter ja sogar mal dazu ein paar Ersatzkomponenten wie Zylinderköpfe oder gar einen kompletten Motor aufzubauen. Das wäre doch mal was 😉
Then we received a package from Westspeed in Denmark. We immediately had a few camshafts reground to replacements. Maybe we’ll even get around to building some replacement components like cylinder heads or even a complete engine this winter. Now that would be something 😉
Bleibt nur noch eine Vorschau auf das letzte DTTO-Event für diese Saison. So denn alles klappt, möchten wir Anfang Oktober noch einmal anhaken bevor es in die Winterpause geht. Ok, „Pause“ ist ein reichlich beschönigender Ausdruck für das was wir alles vorhaben 😉 In dem Sinne würde ich sagen: Bleibt dran!
All that remains is a preview of the last DTTO event of the season. If all goes well, we’d like to hook again at the beginning of October before the winter break. Okay, „break“ is a rather euphemistic term for what we’re planning 😉 So, I’d say: Stay tuned!
Bevor wir in den Beitrag starten, möchten wir kurz innehalten. Mit Manfred Kilian ist vor knapp zwei Wochen ein Urgestein des deutschen und auch europäischen Pullingsports von uns gegangen. Neben über drei Jahrzehnten Vorstandsarbeit in der DTTO werden wir vor allem die Verdienste ums Gardenpulling nie vergessen. Es ist immer schwierig die richtigen Worte zu finden, deshalb mache ich es einfach:
Danke Manfred!
Before we begin our article, we’d like to pause for a moment. With the passing of Manfred Kilian, a pillar of German and European pulling, we passed away just two weeks ago. In addition to over three decades of service on the board of the DTTO, we will never forget his contributions to garden pulling. It’s always difficult to find the right words, so I’ll just say:
Thank you, Manfred!
Mit dem Traktorpulling Sonsbeck steht auch schon die nächste Veranstaltung in den Startlöchern an denen wir anhaken werden. Leute, ich kann es euch nur empfehlen: Kommt vorbei! Das Programm ist das ganze Wochenende der absolute Hammer. Und Samstag Abend gibt es unter Flutlicht noch die Eurocup-Klassen 4,5t Super Sport und Pro Stock. Mehr geht fast nicht.
Wie schon angekündigt, versuchen wir aktuell mit ganzen 4 Treckern am Start zu sein. Richtig gehört, vier. Und das ist auch genau der Grund warum hier gerade nicht so viel passiert. Wir haben so viel um die Ohren das ich es einfach nicht schaffe in der gewohnten Regelmäßigkeit zu berichten. Aber auch das wird wieder besser, versprochen 😉
The next event we’ll be joining is the Tractor Pulling Sonsbeck. Guys, I highly recommend it: Come along! The program is absolutely fantastic all weekend long. And on Saturday evening, the Eurocup classes 4.5t Super Sport and Pro Stock will be held under floodlights. It couldn’t be more exciting.
As previously announced, we’re currently trying to start with a total of 4 tractors. That’s right, four. And that’s exactly the reason why not much is happening here right now. We have so much going on that I simply can’t manage to report on it as regularly as usual. But that will get better, I promise 😉
Aber da war ja noch was…wir waren in Viersen. Bis Freitag Nacht hatte ich noch so meine Zweifel ob die Veranstaltung überhaupt stattfinden kann. Regen ohne Ende. Doch die Veranstalter haben durchgezogen und trotz teils knöcheltiefem Matsch eine Wahnsinns Veranstaltung auf die Beine gestellt! Vielen Dank dafür, das habt ihr echt gut hin bekommen!
Aus sportlicher Sicht lief es für uns perfekt. Nach dem Totalausfall in Berghausen konnten wir Samstag Abend in der Modified-Klasse (3,5t Freie Klasse) respektable 66m ziehen. Vor allem aber haben wir genau die Daten gewonnen die wir brauchten. Was dann Sonntag in der Light Modified (2,5t Freie Klasse) passiert ist, könnt Ihr euch dank Mr.Jo auch in Bewegtbildern ansehen.
But there was something else…we were in Viersen. Until Friday night, I still had my doubts about whether the event could even take place. It was raining nonstop. But the organizers pulled through and, despite some ankle-deep mud, put on an amazing event! Thank you so much for that, you guys did a really good job!
From a sporting perspective, things went perfectly for us. After the total misfunction in Berghausen, we were able to pull a respectable 66 meters in the Modified class on Saturday evening. But most importantly, we gathered exactly the data we needed. Thanks to Mr. Jo, you can also watch what happened on Sunday in the Light Modified class in moving images.
Mit einem Klick auf´s Bild geht es direkt zu unserem Vorlauf. Der erste Fullpull mit unserem neuen Trecker. Die Freude war natürlich riesig. Und auch der Finalpull hätte um ein Haar für einen Podiumsplatz gereicht. Der absolute Wahnsinn!
Click on the picture to go directly to our preliminary round. The first full pull with our new tractor. The joy was, of course, immense. And the final pull was also almost enough for a podium finish. Absolutely insane!
Für eine detaillierte technische Analyse an dieser Stelle wäre das Internet wohl zu klein. 😉
Nur soviel: Das obige Bild zeigt die Werte der Zylinderdruckindizierung während des Finallaufs. Dem vorbelasteten Leser fallen sicher sofort einige Dinge auf die wir mal in einem Video besprechen müssen. Bereits jetzt ist klar, dass die Technik wahnsinnig gut funktioniert und wir jetzt schon Dinge erkannt haben auf die wir ohne Zylinderdruckindizierung nie gekommen wären. 😉
Weiterhin tuen die Einspritzventile nun exakt(!) das, was sie tun sollen. Echt hilfreich das. 😉
The internet would probably be too small for a detailed technical analysis at this point. 😉
Suffice it to say: The image above shows the cylinder pressure indicaton values during the final run. Readers with a bias will surely immediately notice a few things that we need to discuss in a video. It’s already clear that the technology works incredibly well, and we’ve already discovered things we would never have thought of without cylinder pressure indicators. 😉
Furthermore, the fuel injectors now do exactly(!) what they’re supposed to do. That’s really helpful. 😉
Von der Schlammschlacht in Viersen zurück gekommen….
Back from the mud fight in Viersen…
…musste unter Zuhilfenahme diverser Reinigungstechnologien…
…had to be done with the help of various cleaning technologies…
…erstmal wieder alles zum Glänzen gebracht werden.
…first everything has to be made to shine again.
Es galt keine Zeit zu verlieren. Schließlich steht der Motor vom Zeraptor immer noch in vielen Einzelteilen rum. Also ran an die neuen Zylinderköpfe.
There was no time to lose. After all, the Zeraptor’s engine was still lying around in many pieces. So, it was time to get to work on the new cylinder heads.
Serienmäßig kommen Transmashköpfe in der Qualität von „schlecht“ bis „sehr schlecht“ daher. Für einen Limited Modified-Trecker macht das richtige Bearbeiten der Kanäle recht wenig Sinn. Aber die schrecklichen Grate an diesem Kopf verursachen echt Augenkrebs. Das bekommt man mit wenig Aufwand deutlich schöner hin.
Standard transmash heads range in quality from „poor“ to „very poor.“ For a Limited Modified tractor, proper machining of the ports makes little sense. But the horrible burrs on this head are truly eye-cancer. You can get a much better finish with little effort.
Das kann sogar so schlimm werden, dass sogar der eigentliche Querschnitt eingeschnürt wird…irre…..
This can even get so bad that the actual cross-section is constricted…crazy…..
Besser!
Better!
Natürlich werden die Köpfe dadurch aus signifikant leichter 😉
Of course, this makes the heads significantly lighter 😉
Daran, die Ventile mit ein bisschen Paste einschleifen zu können braucht man gar nicht denken. Auch das machen wir mit der bisher gewonnenen Erfahrung einfach direkt richtig.
You don’t even need to think about grinding in the valves with a little bit of compound. With the experience we’ve gained so far, we simply do that right the first time.
Also alle 24 Ventilpositionen im Kopf mit dem Zentrikator anfahren und aufschreiben.
So move the centrator to all 24 valve positions in the head and write them down.
Damit hätten wir auch das ordentlich gemacht.
So we would have done that properly too.
Gescheite Ventilsitze verlangen nach gescheiten Ventilen. Natürlich kriegt der Motor auch hier den letzten Entwicklungsstand.
Good valve seats require good valves. Naturally, the engine also gets the latest development here.
In der Masse reduzierte, nitrierte und sitzgeschliffene Ventile. So muss das 😉
Reduced-mass, nitrided, and seat-ground valves. That’s how it should be 😉
Ein paar „Kleinigkeiten“ müssen an den Köpfen noch gemacht werden…..
A few „little things“ still need to be done on the heads…..
…bevor unser im besten Sinne bekloppte Simon die Ventile einbauen kann. 😉
…before our crazy-as-hell Simon can install the valves. 😉
Da ich mich in der Zwischenzeit in den Familienurlaub Teil 2 verabschiedet hatte, sind zwar nicht so viele Bilder entstanden, aber Simon und Alex haben sich den Arsch aufgerissen um den Zeraptor wieder zusammen zu bekommen!!!
Since I had left for family vacation part 2 in the meantime, I didn’t take that many pictures, but Simon and Alex worked their asses off to get the Zeraptor back together!!!
Der absolut Wahnsinn. auf einmal stand da wieder ein Trecker. Noch ein paar Kleinigkeiten und wir können den Probelauf wagen. Irre!
Absolutely insane. Suddenly, there was a tractor there again. Just a few more little things and we can attempt the test run. Crazy!
Aber auch ein paar Nebenbaustellen wurden bearbeitet. Unser „Ölwagen“ hat eine fest verbaute Akkupumpe mitsamt Filter bekommen. Diese Ölschmiererei hat ich immer wahnsinnig gemacht!
But a few side projects were also being worked on. Our „oil truck“ got a permanently installed battery-operated pump with a filter. All that oil smearing always drove me crazy!
Da in Viersen zur Sprache kam, dass die Notaus-Einrichtung in alle Richtung funktionieren muss, nicht bloß zur Seite geneigt, hat sich Alex direkt Gedanken gemacht und den Knarrenkasten geplündert 😉
Since it was mentioned in Viersen that the emergency stop device must work in all directions, not just tilted to the side, Alex immediately thought about it and raided the ratched box 😉
So, jetzt arbeitet der Not Aus in alle Richtungen…
So, now the emergency stop is working in all directions…
Der nächste Grund warum wir so viel um die Ohren haben: Eine OSB-Platte
The next reason why we have so much work to do: An OSB board
Aber nicht irgendeine OSB-Platte, nein, ich habe sie mit Pappe beklebt 😉 Wer diesen Blog kennt, der weiß wohl was kommt…
But not just any OSB board, no, I covered it with cardboard 😉 If you know this blog, you probably know what’s coming…
Ein Tipp: Simon hat aufgeräumt und die Trecker umgestellt 😉
A tip: Simon has cleaned up and rearranged the tractors 😉
Der 600kg Schluckspecht bekommt eine komplett neue Motorsteuerung mit einem komplett neuen Kabelbaum.
The 600kg Schluckspecht gets a completely new engine control unit with a completely new wiring harness.
Auch wenn wir mittlerweile einige Erfahrung haben wie man sowas (aus unserer Sicht) richtig macht, bleibt es einfach viel, viel Arbeit. Drückt uns die Daumen, dass wir das bis Sonsbeck auf die Reihe bekommen. Das wird noch spannend.
Even though we’ve gained some experience in how to do this (in our opinion) properly, it’s still a lot of work. Keep your fingers crossed that we can get it done by Sonsbeck. It’s going to be exciting.
Und Trecker Nummer vier. Wenn alles klappt wie geplant, wird meine große Tochter Paula in Sonsbeck einen Schnupperstart machen. Die Fahrtrainings laufen auf Hochtouren 😉 😉
And tractor number four. If everything goes as planned, my eldest daughter Paula will have a trial run in Sonsbeck. The driving training is in full swing 😉 😉
In dem Sinne würde ich sagen, drückt die Daumen das wir bis Sonsbeck alles fertig haben und bleibt dran!
With that in mind, I’d say keep your fingers crossed that we’ll have everything finished by Sonsbeck and stay tuned!
Bitte seht es uns nach das wir noch kein Fazit zu Viersen veröffentlicht haben. Spoiler: Wir sind mehr als zufrieden und es scheint alles heile geblieben zu sein. 😉
Wir wurden vollkommen überraschend vom Little Bastard Pulling Team zur „modifizierten“ Baumpflanz-Challenge nominiert. Ok, wir nehmen an und liefern! Mit einem Klick aufs Bild, oder hier geht´s los.
Zweiter Spoiler: Aktuell arbeiten wir wie verrückt um in Sonsbeck mit 4, in Worten: vier Treckern am Start zu sein. Ok, manchmal muss man das Unmögliche versuchen um das Mögliche zu erreichen 😉 In dem Sinne: Bleibt dran!
Please forgive us for not yet publishing a summary of Viersen. Spoiler alert: We’re more than satisfied, and everything seems to have remained intact. 😉
We were completely unexpectedly nominated by the Little Bastard Pulling Team for the „modified“ tree-planting challenge. Okay, we accept and deliver! Click on the picture or here to get started.
Second spoiler alert: We’re currently working like crazy to be at the starting line in Sonsbeck with 4, in words: four tractors. Okay, sometimes you have to try the impossible to achieve the possible 😉 So, stay tuned!
Ja, uns gibt es auch noch 🙂 Die Veranstaltung in Edewecht konnten wir Urlaubsbedingt leider nicht mitnehmen, aber wir waren absolut nicht untätig. Und wir können es schon vorweg nehmen: Wir sind fertig für Viersen. Eine extrem coole Veranstaltung am Niederrhein. Nicht so Überlaufen und die Startklassen haben es in sich. Also wenn Ihr am 02.08 und 03.08 noch nichts vor habt…vorbei kommen!
Yes, we’re still here 🙂 Unfortunately, we couldn’t make it to the event in Edewecht due to vacation, but we were definitely busy. And we can already say this: We’re ready for Viersen. A really cool event on the Lower Rhine. It’s not that crowded, and the starting classes are pretty competitive. So if you don’t have any plans for August 2nd and 3rd…come on down!
Vor der Veranstaltung kommt die Arbeit. Auch wenn ich immer noch zuversichtlich bin das wir es nicht brauchen, bekommen wir ein Kupplungspedal. Zeichnung—>check. Rohmaterial—>check. Legen wir los.
Before the event, there´s work to doo. Even though I’m still confident we won’t need it, we’re getting a clutch pedal. Drawing—>check. Raw materials—>check. Let’s get started.
Jetzt werden sich einige sicherlich fragen warum wir nicht einfach eines aus irgendeinem Ersatzteilkatalog nehmen? 1. passt das ganz sicher nicht wie wir es brauchen. 2. ist es kaputt, ist sicher keines mehr zu bekommen, und 3. kann das ja jeder 😉
Now, some of you might be wondering why we don’t just pick one up from a spare parts catalog? 1. It definitely won’t fit what we need. 2. If it’s broken, there’s probably no one left to get. 3. Anyone can do that 😉
Auch wenn es ein bisschen Arbeit ist, so sind es auch nur 3 unterschiedliche Teile die man fertigen muss. Da haben wir schon aufwändigere Sachen gemacht. 😉
Even though it’s a bit of work, there are only three different parts to make. We’ve done more complex things before. 😉
Da wirklich alle Teile im CAD konstruiert sind, passt es auf Anhieb.
Since all parts are designed in CAD, it fits right away.
Ok, bereits im CAD konnte man erkennen, dass die Hebel der Kupplung noch ein wenig umgearbeitet werden müssen.
OK, already in the CAD you could see that the clutch levers still need to be reworked a little.
Aber auch das wird auf die schnelle Schluckspecht-Art gemacht 😉
But we also did that the quick, Schluckspecht way 😉
Aufkleben….
Glue it…
…..schneiden…
….cut….
….und das ganze noch 5 mal mehr. 😉
….and repeat for 5 more times 😉
Aus einem stück vergütetem Stahl wurde sogleich eine Ausrückgabel.
A release fork was immediately made from a piece of tempered steel.
Ich würde sagen das passt doch schon sehr gut.
I would say that fits very well.
Jetzt braucht es nur noch einen Hebel….
Now all we need is a lever…
…der sich dann auch materialisiert. 😉
…which then materializes. 😉
Passfedernut
Keyway
Und es ist genau so unspektakulär wie es sich hier anhört 😉
And it’s just as unspectacular as it sounds here 😉
Alex werkelt derweil schon am eigentlichen Pedal.
Meanwhile, Alex is already working on the actual pedal.
Themenwechsel
Change of topic
Nach einigen Versuchen war dann zum einen recht schnell klar warum der Trecker in Berghausen überhaupt nicht lief und zum anderen was zu tuen war. So haben wir flugs unsere Drehbank angeschmissen und eine kleine Serie Düsen für die HANA Einspritzventile gedreht.
After a few attempts, it quickly became clear why the tractor in Berghausen wasn’t running at all, and what needed to be done. So we quickly fired up our lathe and turned a small batch of nozzles for the HANA injectors.
Wie das immer so ist, sammelt sich in der „Versuchskiste“ mittlerweile allerhand Zeugs in unterschiedlichen Entwicklungsständen an. 😉
As is always the case, all sorts of things in various stages of development are now accumulating in the „test box.“ 😉
Die Einspritzventile aus dem Trecker sind auch wieder draußen….
The injectors from the tractor are also out again.…
…und wandern direkt auf die Drehbank um sie zu „öffnen“
…and go directly to the lathe to „open“ them
Den ganzen Krempel mit dem Schweißen etc. hatten wir alles schon mal. Das erspare ich euch und komme direkt zu den fertigen Düsen.
We’ve already been through all that welding and other stuff. I’ll spare you that and get straight to the finished nozzles.
Problem nur: Die neuen Düsen passen nicht ohne weiteres in die Ansaugtrichter.
The only problem is that the new nozzles do not fit easily into the intake funnels.
Aber hier hatte Alex direkt eine gute Idee wie man das Bohren kann ohne das die Späne in den Motor oder die Spritleiste kommen. Leider habe ich von der Absaugapparatur keine Bilder. Schande über mich. Soviel: Sie hat super funktioniert!
But here, Alex immediately had a great idea about how to drill without getting the chips into the engine or fuel rail. Unfortunately, I don’t have any pictures of the vacuumcleaner device. Shame on me. Suffice it to say: It worked great!
Da ich so überhaupt keine Lust mehr auf Überraschungen bezüglich der Düsen habe, wurden die sorgfältig vermessen, geprüft, dokumentiert usw..
Zurückblickend war es reichlich naiv gewesen einfach die Werte aus den Datenblättern zu übernehmen und zu hoffen das die Düsen mit Methanol genau das machen was auf dem Papier steht.
Um es auch hier kurz zu machen: Die Frage ist nicht warum das in Berghausen nicht funktioniert hat, die Frage muss lauten: Warum hat es in Füchtorf überhaupt einmal funktioniert.
Since I’m fed up with any more surprises regarding the nozzles, I carefully measured, tested, documented, etc.
Looking back, it was quite naive to simply accept the values from the data sheets and hope that the nozzles with methanol would do exactly what they said.
To sum it up: The question isn’t why it didn’t work in Berghausen; the question should be: Why did it work in Füchtorf for one time?
Gedanklich machen wir jetzt mal zwei Wochen Familienurlaub in denen zwar keine Bilder entstanden sind, Simon und Alex aber richtig fleißig waren. Die Pedalerie ist fertig und weiter nach hinten gewandert. Ein neues Trittbrett ist auch entstanden und der Sitz wurde auch angehoben. Jetzt sieht man in dem Koffer auch mal was 😉 😉
In our minds, we’re now taking a two-week family vacation. While we didn’t take any pictures, Simon and Alex were really busy. The pedals are finished and have been moved further back. A new footboard has also been installed, and the seat has been raised. Now you can actually see something in the trunk 😉 😉
Unter der Plane verbirgt sich….
Hidden beneath the tarpaulin is…
…ein neuer Motor der den Weg ins Sauerland gefunden hat. Warum das neu sogar richtig ist, erklärt sich beim Blick….
…a new engine that has found its way to the Sauerland region. Why „new“ is actually a good thing becomes clear when you take a look…
….in den Einlass….
….into the intake….
….und den Auslass. Der Motor hat noch nicht mehr getan als ein Probelauf! Wäre das Kurbelgehäuse jetzt noch aus Aluminium und nicht aus Grauguss, wäre es ein Sechser im Lotto. Aber auch so können wir so ziemlich alle fabrikneuen Ersatzteile nutzen…bis auf das Kurbelgehäuse 😉
…and the exhaust. The engine hasn’t done anything more than a test run! If the crankcase were still made of aluminum instead of gray cast iron, it would be a winning lottery ticket. But even so, we can use pretty much all the factory-new spare parts…except for the crankcase 😉
Auch mit der Demontage weiterer Achsen hat Simon begonnen. Das wird ein spannendes Projekt für den Winter… wir haben das was vor was wohl noch niemand probiert hat 😉 😉
Simon has also started dismantling more axles. This will be an exciting project for the winter… we’re planning something that no one else has ever tried before 😉 😉
So bleibt mir zum Abschluss dieses Beitrage nur noch ein Bild zu zeigen. Heute haben wir einen Testlauf gemacht um die neuen Einspritzventile auf Herz und Nieren zu testen. Es haben sich bei den Werten so viele Dinge geändert, das wir wirklich froh sind einen vollen Erfolg berichten zu können. Das Knallen und die Backfires haben sich komplett erledigt. Jetzt noch ein bisschen feine Anpassung und wir sind guter Dinge für Viersen! In dem Sinne würde ich sagen: Bleibt dran!
So, to conclude this post, I only have one more picture to share. Today we did a test run to thoroughly test the new injectors. So many things have changed in terms of the values that we’re really happy to report a complete success. The popping and backfires have completely disappeared. Now just a few fine-tuning adjustments, and we’re in good spirits for Viersen! With that in mind, I’d say: Stay tuned!
Berghausen 2025…that didn’t really work (english below)
Bevor wir mit der Analyse anfangen warum wir es es in Berghausen versaut haben, zunächst einmal etwas ganz anderes. Denn auch das ist Pulling.
Jedes Jahr zaubert unser Dieter Fehrenkötter auf der Saisonabschlussveranstaltung ein Festmahl aus seinen Dutch Oven. Alle Gardenpuller und Freunde sind herzlich eingeladen an der langen Tafel Platz zu nehmen, es wird lediglich um eine Spende in das aufgestellte Glas gebeten. Die dabei zusammen kommende Summe wurde nun durch Dieter an das ambulante Kinderhospiz Königskinder übergeben. Wir finden, dass das eine wirklich einzigartige und extrem löbliche Sache ist! Danke Dieter!
Before we begin analyzing why we messed up in Berghausen, let’s first talk about something completely different. Because that’s also what pulling is all about.
Every year, our Dieter Fehrenkötter conjures up a feast from his Dutch oven at the end-of-season event. All garden pullers and friends are cordially invited to take a seat at the long table; all they ask is a donation in the glass provided. The collected amount was then donated by Dieter to the Königskinder outpatient children’s hospice. We think this is a truly unique and extremely commendable cause! Thank you Dieter!
Nun aber zu Berghausen 2025. So cool die Veranstaltung an sich war, so bescheiden lief es aus sportlicher Sicht für uns. Bei bestem Wetter und top Organisation haben die Berghausener ein Wahnsinnsprogram auf die Beine gestellt. Und auch die Bahn konnte sich trotz Gluthitze bis zum Veranstaltungsende sehen lassen!
Wir waren Sonntag in der Light Modified (2,5t Freie Klasse) und der Modified (3,5t Freie Klasse) angemeldet. Guter Dinge und mit der Gewissheit an Füchtorf anknüpfen zu können, ging es zunächst in der Modified an den Start. Doch zu unserer Überraschung lief der Trecker gar nicht….also nicht über den Leerlauf hinaus. Geknalle, Geschepper…..es war gruselig.
Zwischen den zwei Läufen in der Klasse, hatten wir nur minimal Zeit die Daten auszuwerten und Anpassungen vorzunehmen. Ich könnte hier jetzt einen Roman schreiben, fasse mich aber kurz: Wir standen den Tag ganze 4 mal vor dem Bremswagen und immer das gleiche Bild: Knallen und Scheppern, aber keinen gezogenen Meter. Das war nicht was wir wollten. Aber so ist der Sport.
Nur ganz langsam…im Laufe des Montages nach Berghausen reifte der Verdacht zu Gewissheit: Wir haben nicht mal ansatzweise die nötige Menge Sprit in den Motor bekommen. Wie war das möglich und was hat das obige Bild von der Drehbank damit zu tuen?
But now to Berghausen 2025. As cool as the event itself was, things went rather poorly for us from a sporting perspective. With perfect weather and top organization, the Berghausen team put together an incredible program. And despite the scorching heat, the track was also in great shape right up until the end of the event!
We were registered for Sunday’s Light Modified (2.5t Modified) and Modified (3.5t Modified). In good spirits and certain that we could build on our success in Füchtorf, we started in the Modified first. But to our surprise, the tractor wouldn’t run at all… well, it wouldn’t go beyond idle. Banging, clattering… it was scary.
Between the two races in the class, we had minimal time to evaluate the data and make adjustments. I could write a novel here, but I’ll keep it short: We stood in front of the brake van four times that day, and it was always the same scene: banging and clattering, but not a single meter of speed. That wasn’t what we wanted. But that’s the sport.
It only happened very slowly…during the monday after Berghausen, the suspicion grew into certainty: We weren’t even getting close to the required amount of fuel into the engine. How was that possible, and what does the above picture of the lathe have to do with it?
Was war passiert? Nachdem wir in Füchtorf laut Datenlage bis zu 75% Düsenauslastung hatten, und das bei noch sehr niedrigem Ladedruck, habe ich den Spritdruck stumpf von 3 Bar auf 6 Bar erhöht.
Eine Verdopplung des Drucks bewirkt bei Düsen in guter Näherung eine Steigerung des Durchflusses von Wurzel 2, sprich dem 1,41-fachen. Das Datenblatt der HANA-Düsen lies keinen Zweifel, die Düsen können bis zu 12 Bar Druck….kein Problem. Denkste.
Damit war die Aufgabe klar, wir müssen uns mal sehr intensiv mit den Kennwerten der Düsen beschäftigen und (ansatzweise) wissenschaftlich 😉 feststellen was die Teile können und was nicht.
What happened? After we had up to 75% fuel injector duty cylce in Füchtorf according to the data, and that with still very low boost pressure, I simply increased the fuel pressure from 3 bar to 6 bar.
Doubling the pressure in the nozzles results in a good approximation of a square root flow increase, i.e., 1.41 times. The data sheet for the HANA nozzles left no doubt: the nozzles can handle pressures of up to 12 bar… no problem.
So the task was clear: We need to take a very close look at the nozzles‘ characteristics and (somewhat) scientifically 😉 determine what the parts can and cannot do.
War die Spritdruckerhöhung schon etwas blauäugig, so könnte es auch sein, dass ich sowohl den tatsächlichen Durchflusswerten aber auch der (nicht vorhandenen) Zerstäubung mehr Augenmerk hätte schenken sollen.
Wie in diesem Beitrag beschrieben, beschränkt sich die Ertüchtigung der HANA Ventile auf die Entfernung sämtlicher Werkstoffe die nicht kompatibel mit Methanol sind.
While the fuel pressure increase was a bit naive, it’s also possible that I should have paid more attention to both the actual flow rates and the (lack of) atomization.
As described in this article, upgrading the HANA injectors is limited to removing all materials that are incompatible with methanol.
Und jetzt ergeben die Bilder, die ich hier einstreue, auch einen Sinn. 😉 Wir bauen einen Einsatz für die Einspritzventile der nicht nur den Durchfluss weiter steigert, nein, es soll auch eine Vernebelung stattfinden.
And now the pictures I’m including here make sense. 😉 We’re building an insert for the injectors that not only increases the flow, but also creates a mist.
Ich denke das die Ausführung als Pralltellerdüse zum einen sehr einfach und fehlertolerant ist, aber gleichzeitig einen feinen Sprühnebel erzeugt der in seiner Richtung den ganzen Ansaugkanal ausfüllt. So zumindest die Gedanken….
I think the deflector nozzle design is, on the one hand, very simple and error-tolerant, but at the same time, it creates a fine spray that fills the entire intake duct. That’s the idea, at least.
Über unterschiedliche Bohrungen sollten sich unterschiedliche Durchflussraten kalibrieren lassen.
Different flow rates should be calibrated using different bores.
Da wurde er nach Jahren der Nichtbenutzung aus der Ecke gekramt: Der Düsenprüfstand. Genaue Ergebnisse kann ich sicherlich in den nächsten Beiträgen präsentieren….nur die Durchflussmengen sind brutal 😉 😉
Soviel sei gesagt: Die Pumpleistung reicht für die Düsen nicht aus. Und wir reden hier von einer Hilborn PG175-4 an 1.500 1/min.
Auch wenn detailliertere Untersuchungen noch ausstehen, haben wir ein weiteres Problem gefunden. In den Datenblättern der Düsen stehen Halteströme von 2,5A für das Ventil. Das ist der Strom der benötigt wird um das geöffnete Ventil auch wirklich offen zu halten. Nein…..bei Flüssigkeit reicht das lange nicht. Bernoulli und so.
In Summe können wir jetzt schon ganz sicher sagen: Die Ventile haben sowohl in Füchtorf, aber erst recht in Berghausen gemacht was sie wollten. Die gute Nachricht: Das sind alles Probleme die sich recht einfach beheben lassen.
So here it is, dug out of the corner after years of disuse: the nozzle test bench. I’m sure I can present precise results in the next posts…but the flow rates are brutal 😉 😉
Suffice it to say: the pump power is not sufficient for the nozzles. And we’re talking about a Hilborn PG175-4 at 1,500 rpm.
Even though more detailed investigations are still pending, we have found another problem. The nozzle data sheets list holding currents of 2.5A for the valve. That is the current required to actually keep the open valve open. No…with liquid that’s not nearly enough. Bernoulli and all that.
All in all, we can already say with certainty: The injectos didn´t do what they were supposed to do, both in Füchtorf and even more so in Berghausen. The good news: These are all problems that can be solved quite easily.
Die Vernebelung bei nur 3 Bar Spritdruck kann sich sehen lassen. Da rauschen gerade um die 14 Liter pro Minute durch! Ist Methanol eigentlich giftig? 😉
Auch wenn gerade noch Bilder fehlen: Das Kupplungspedal ist bereits in Arbeit und Spoiler: Die Zylinderdruckindizierung funktioniert!
Dazu aber in zukünftigen Beiträgen mehr. In dem Sinne würde ich sagen: Bleibt dran!
The atomization at just 3 bar of fuel pressure is impressive. Around 14 liters per minute rush through! Is methanol actually toxic? 😉
Even though we’re missing pictures right now: The clutch pedal is already in the works, and spoiler: The cylinder pressure indicator works!
More on that in future posts. So, I’d say: Stay tuned!