Rings in the head and a crankshaft (english below)
Moin Freunde des Pullingsports! Ich komme in eine seltene Situation: Es passiert aktuell soviel, dass ich mit den Beiträgen hier nicht hinterher komme. Sprich das hier gezeigte ist schon gar nicht mehr der aktuellste Stand…
Das die aktuellen Zeiten himmelschreiend verrückt sind brauche ich wohl nicht näher ausführen. An dieser Stelle müssen wir uns damit begnügen russische Technik sehr nachhaltig zu demilitarisieren 😉
Fangen wir an.
Hello friends of pulling sports! I’m in a rare situation: There’s so much going on right now that I can’t keep up with the posts here. In other words, what is shown here is no longer the most up-to-date version…
I don’t need to elaborate on the fact that the current times are outrageously crazy. At this point we have to content ourselves with demilitarizing Russian technology very effectively 😉
Let’s get started.

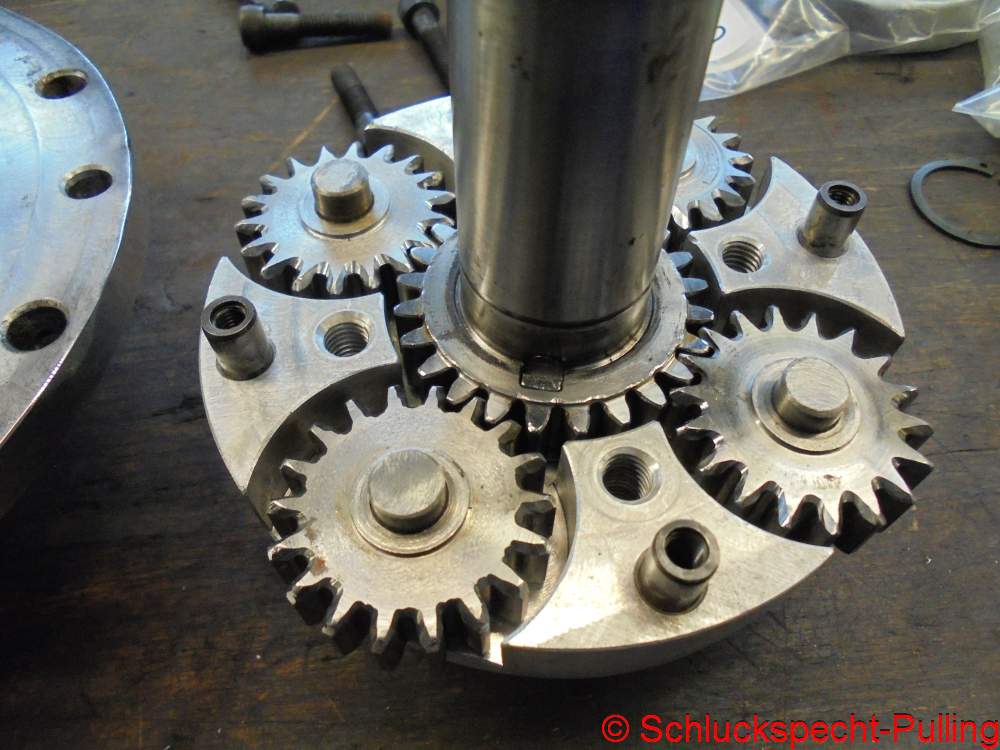
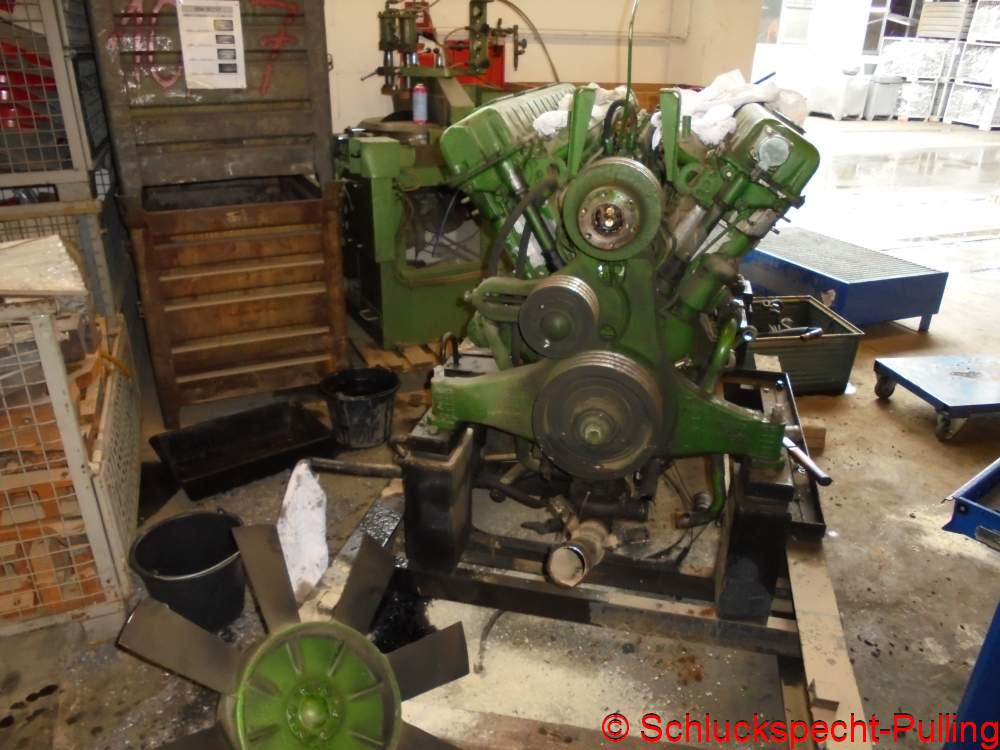
Und zwar mit einer Ölpumpe die auseinander muss. Der Motor hat eine Trockensumpfschmierung und damit besteht die Ölpumpe aus einer Druckstufe und zwei Saugstufen die das Öl aus dem Kurbelgehäuse wieder zurück in den Tank pumpen.
With an oil pump that has to be disassembled. The engine has dry sump lubrication and the oil pump consists of a pressure stage and two suction stages that pump the oil from the crankcase back into the tank.
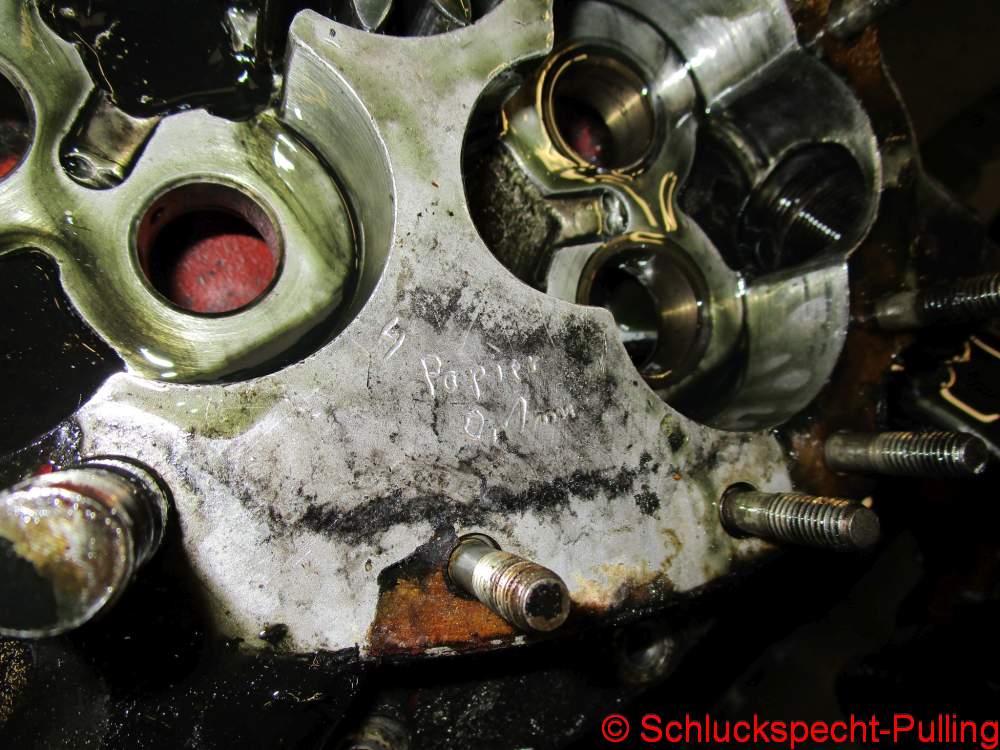
Wichtig ist es, sich die Dicken der verbauten Dichtungen dauerhaft zu notieren sonst passen hinterher die ganzen Laufspiele nicht mehr…
It is important to make a permanent note of the thickness of the installed seals, otherwise all the running clearances will no longer fit afterwards…

Fertig zum Abtauchen im Ultraschallbad
Ready to immerse in the ultrasonic bath

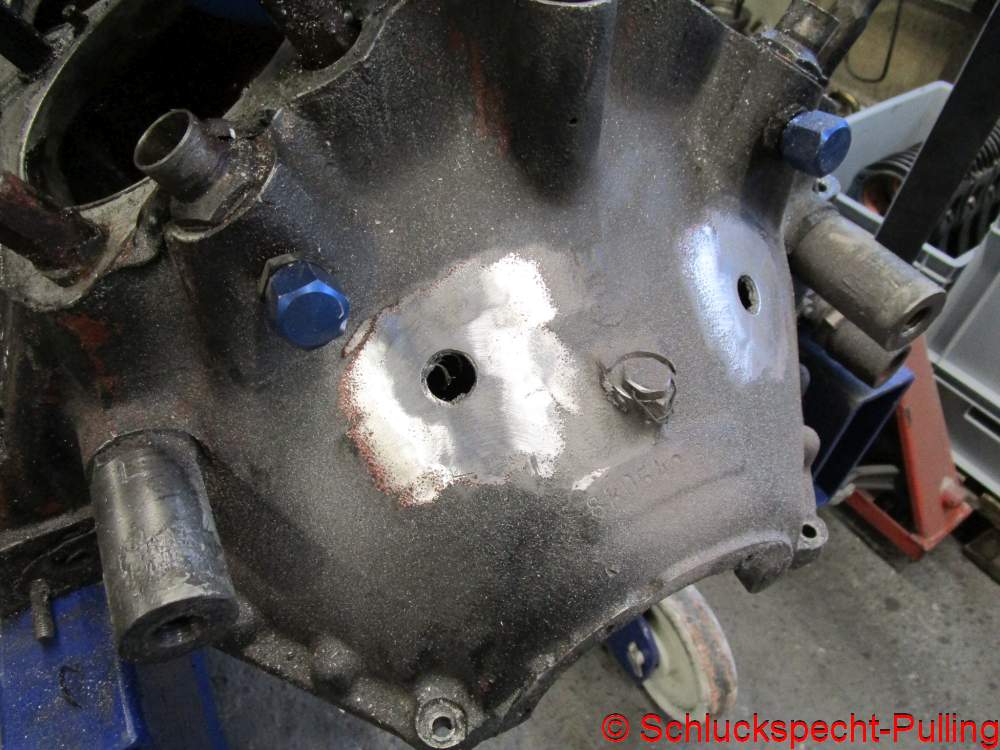
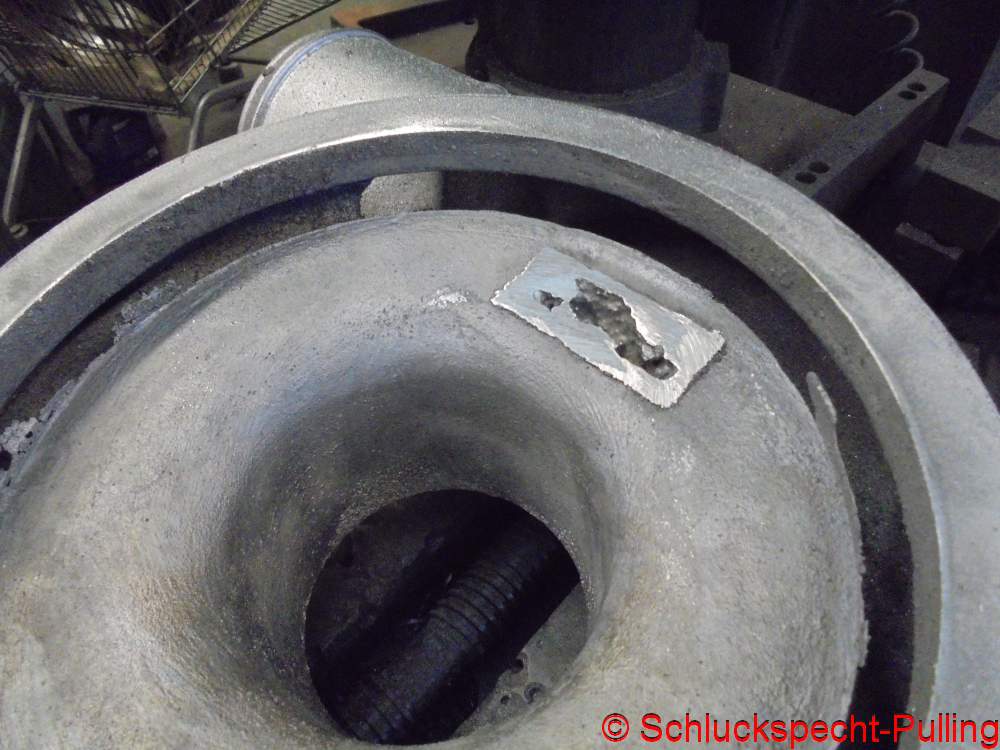
Unter diesem Geschwür aus Dichtstoff befindet sich ein Gewinde in der Ölwanne das offensichtlich verschraubt werden sollte. Warum man das nicht mit den passenden Gewindestopfen macht kann ich nicht so ganz verstehen…muss ich aber auch nicht…kommt weg 😉
Underneath this clump of sealant is a thread in the oil pan that should obviously be sealed. I can’t quite understand why you don’t do this with the right threaded plugs…but I don’t have to…will be done right 😉

„Ist das Kunst oder kann das weg?“
Das ist eine Socke, nass. Das einzige Bild das irgendwie belegen kann das wir den ersten warmen Tag seit gefühlt Monaten genutzt haben um….
„Is that art or can it been thrown away?“
That’s a sock, wet. The only picture that can somehow prove that we used the first warm day in what felt like months to….


….diverse Motorteile mit dem Hochdruckreiniger zu säubern 😉
OK, machen wir einen kleinen Themensprung.
….to clean various engine parts with the high-pressure cleaner 😉
OK, let’s jump a little bit in topic.

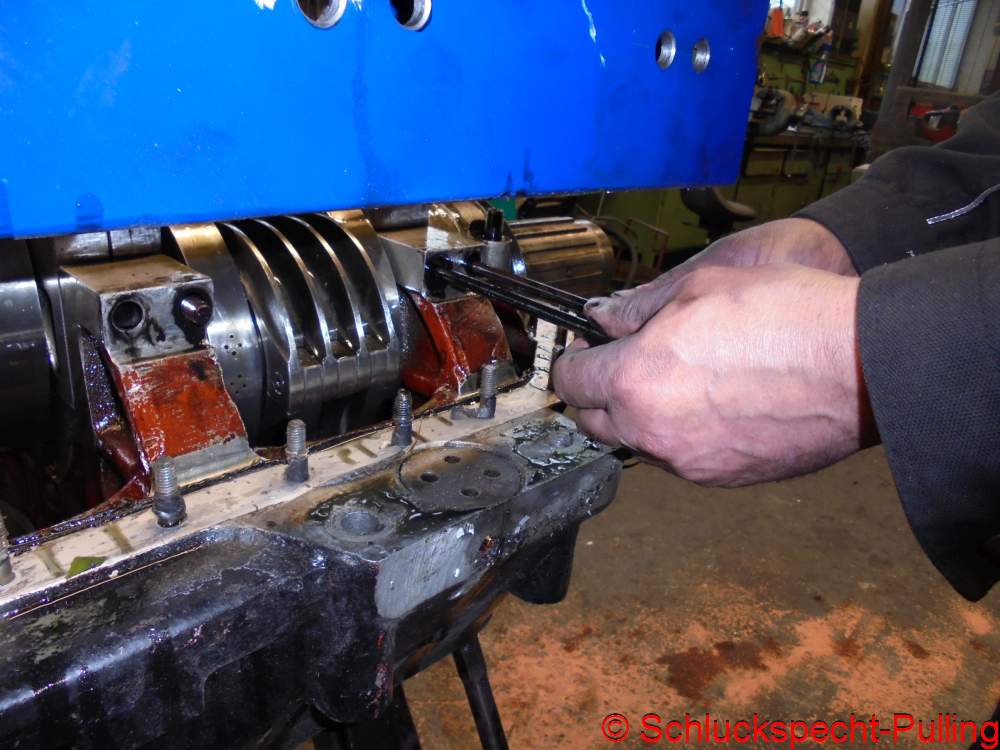
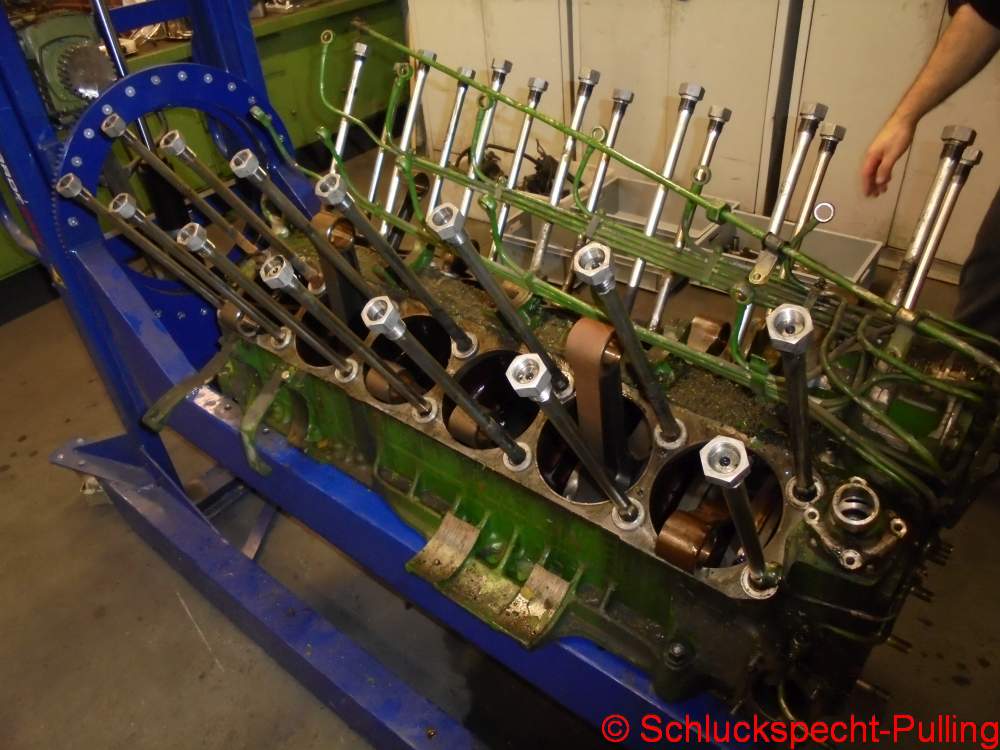
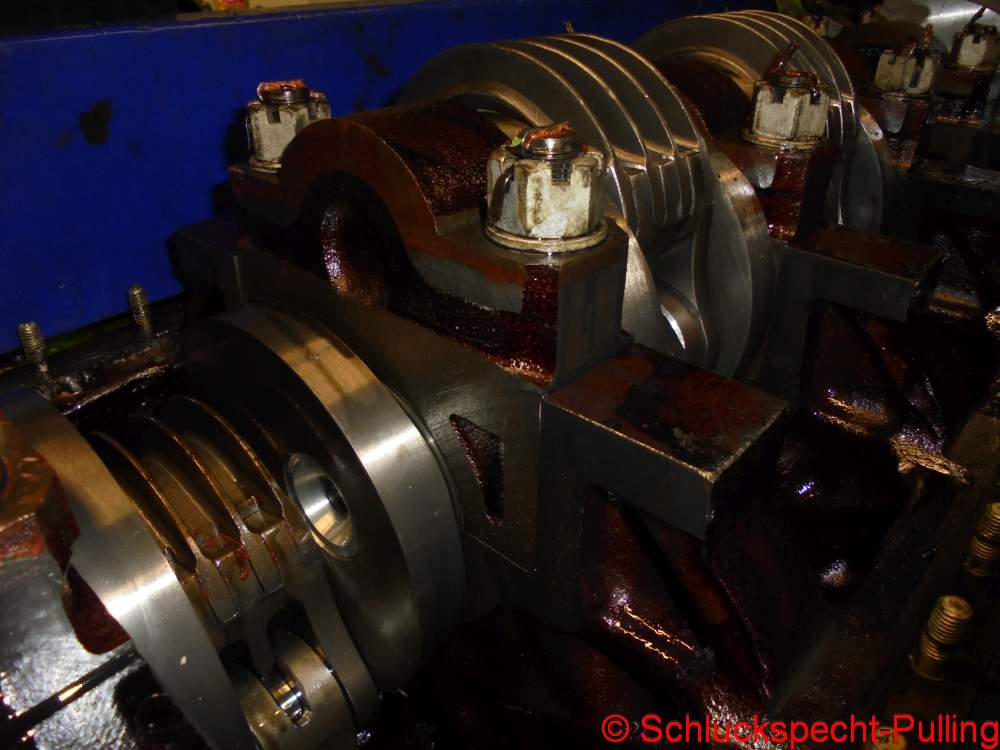
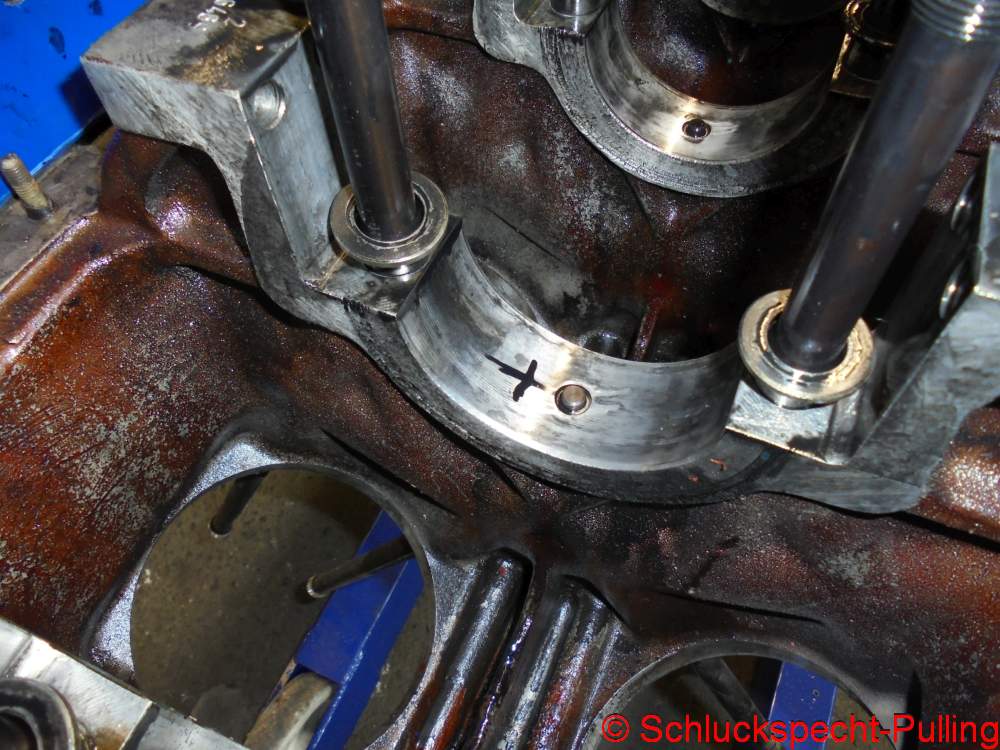
Um die Kurbelwelle auf Schlag prüfen zu können und Montagearbeiten etwas entspannter zu machen, wurden diese fancy Drehständer gebaut.
In order to be able to check the crankshaft for slag and to make assembly work a little more relaxed, these fancy rotary stands were built.
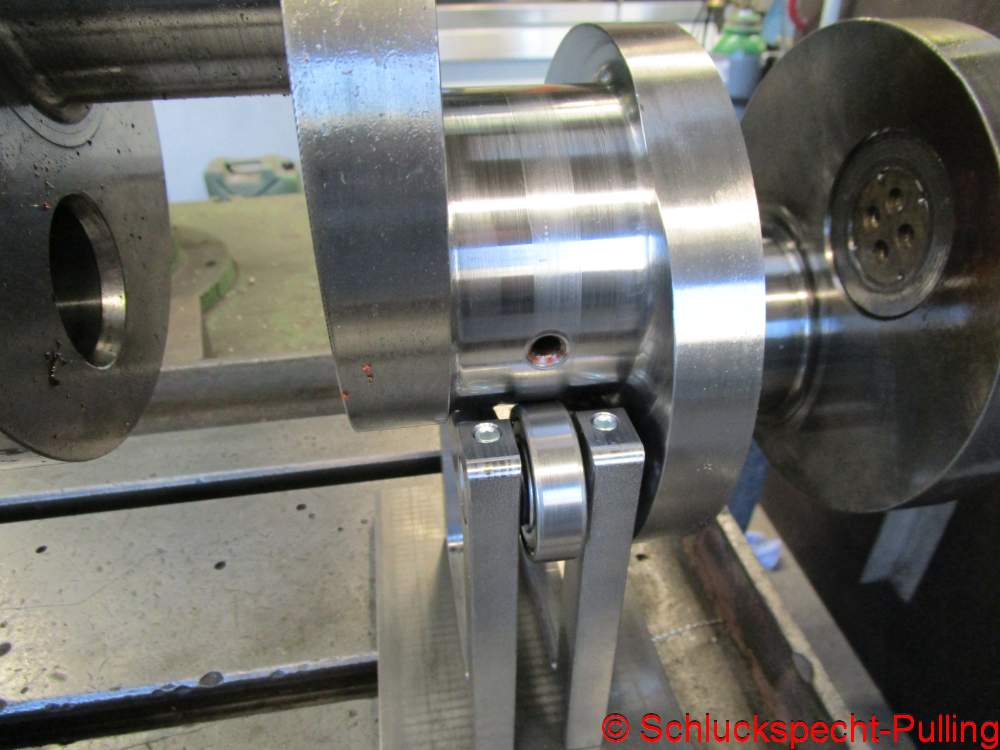

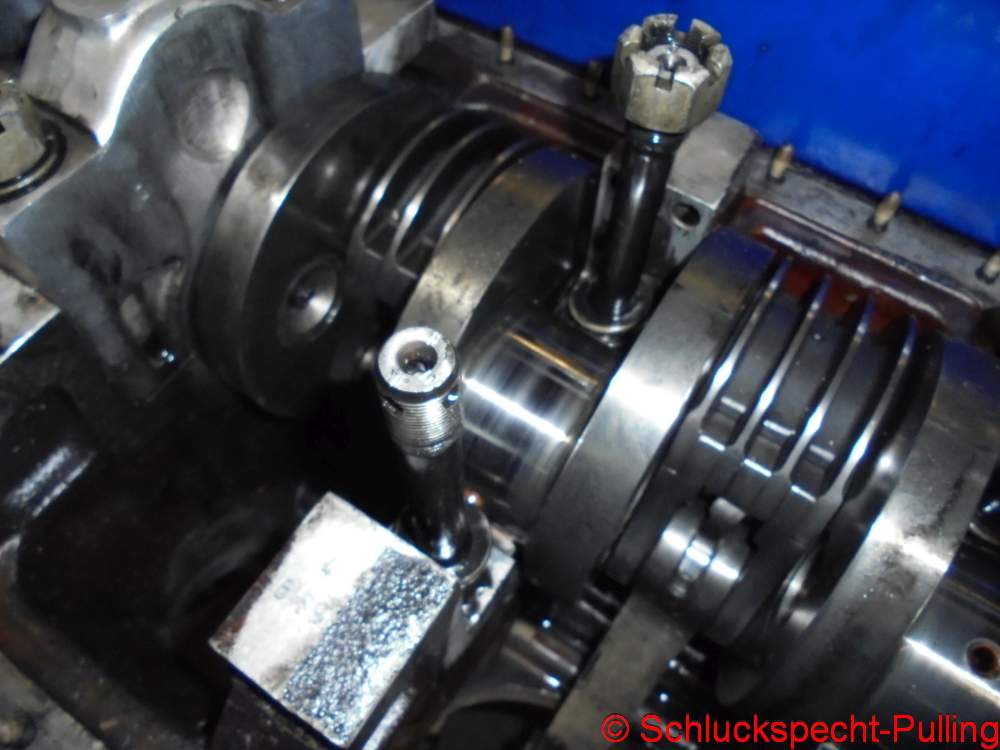
Direkt mal gucken ob die Welle einen nennenswerten Schlag hat.
Check directly whether the shaft has a noteworthy slag.


Etwas mehr als ein Zehntel Millimeter halte ich nicht für nennenswert…zumindest bei der Größe der Welle 😉
I don’t think a little more than a tenth of a millimeter is worth mentioning…at least considering the size of the shaft 😉

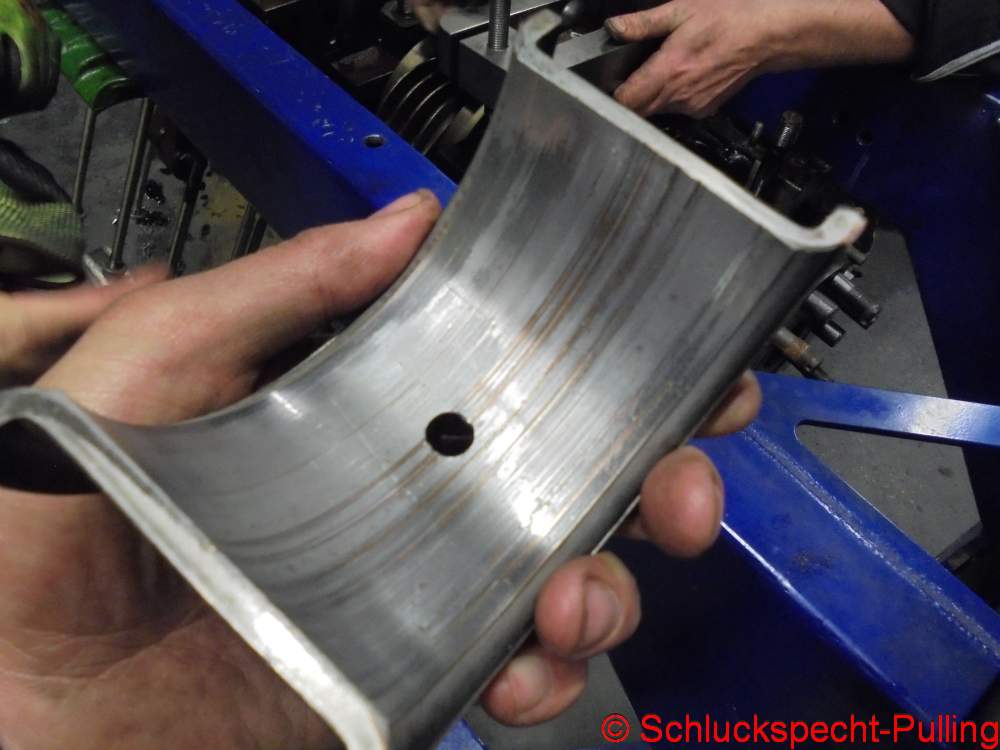
Parallel reifte die Überlegung aus den Bundlagern der Industriemotoren ein verbreitertes Hauptlager zu bauen. Das wurde dann aber vorerst wieder verworfen 😉
At the same time, the idea of building a widened main bearing from the flange bearings of the industrial engines matured. But that was rejected at the moment 😉

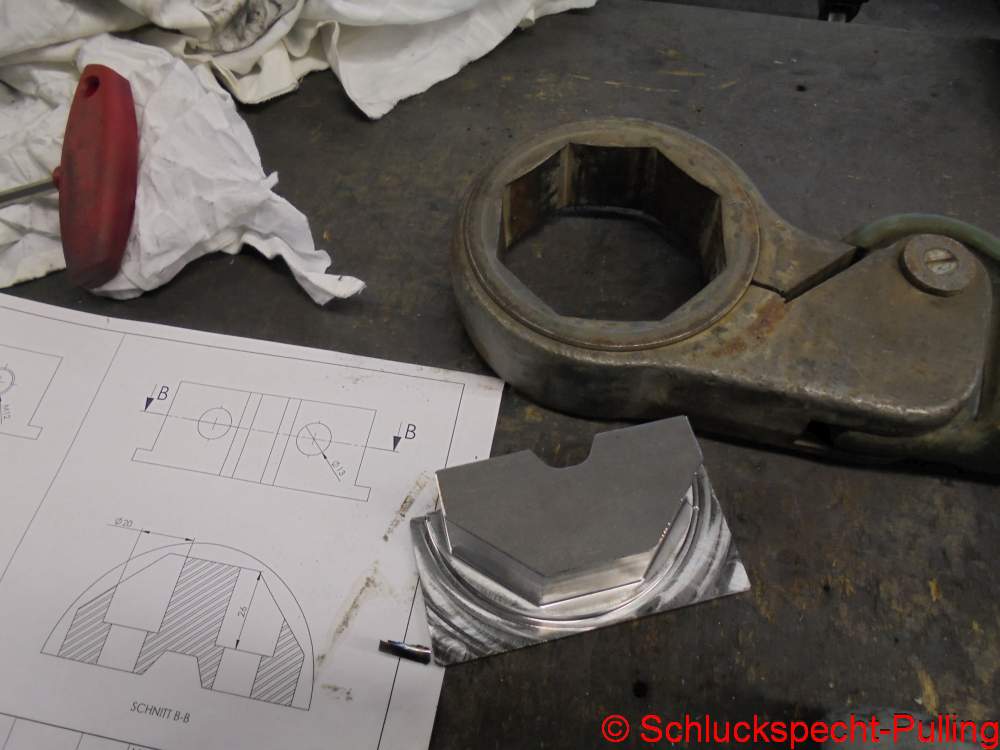
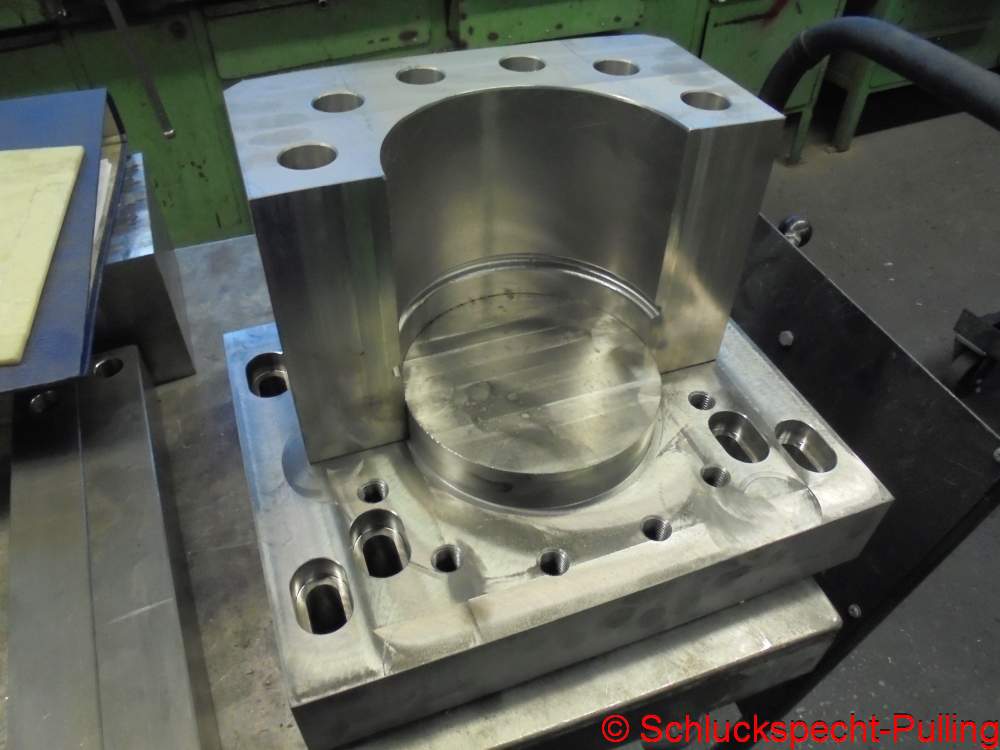
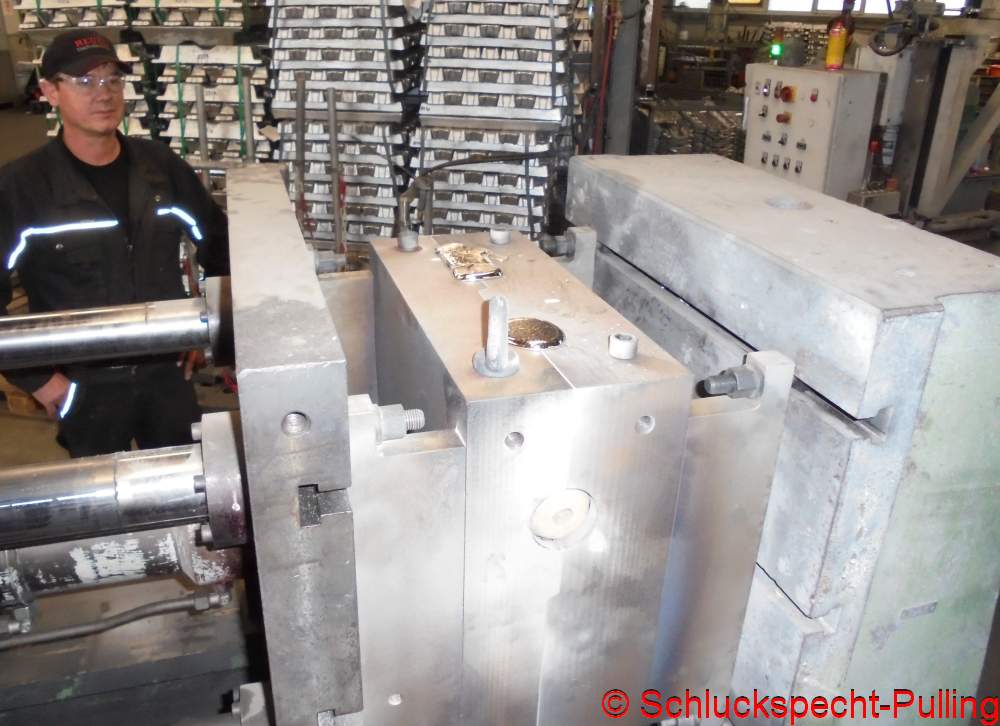
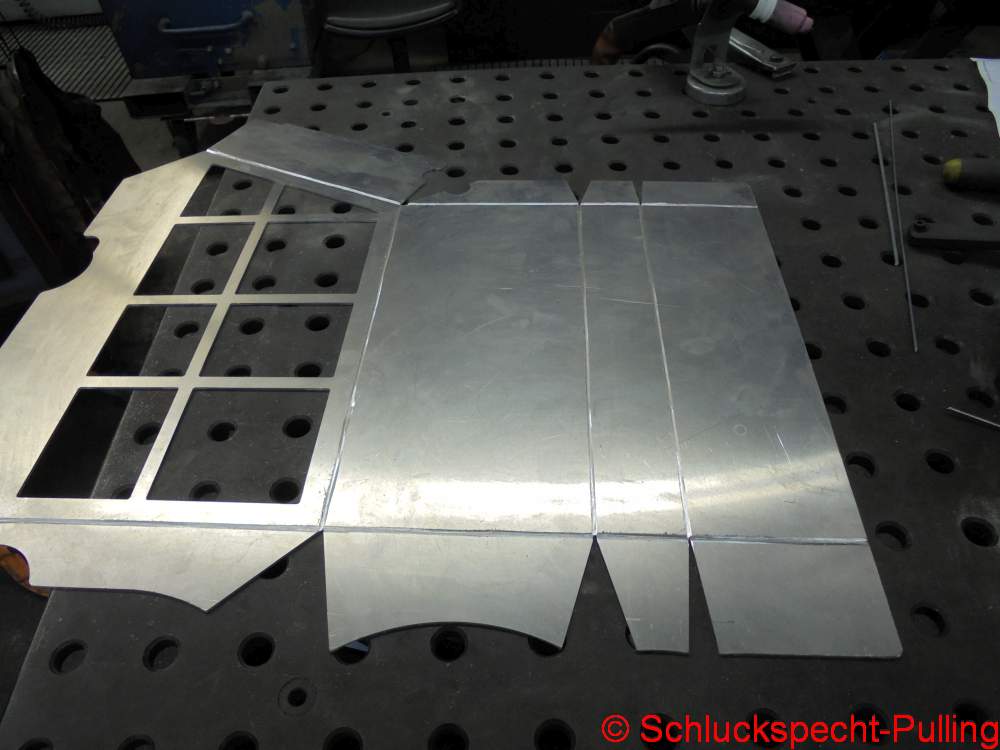
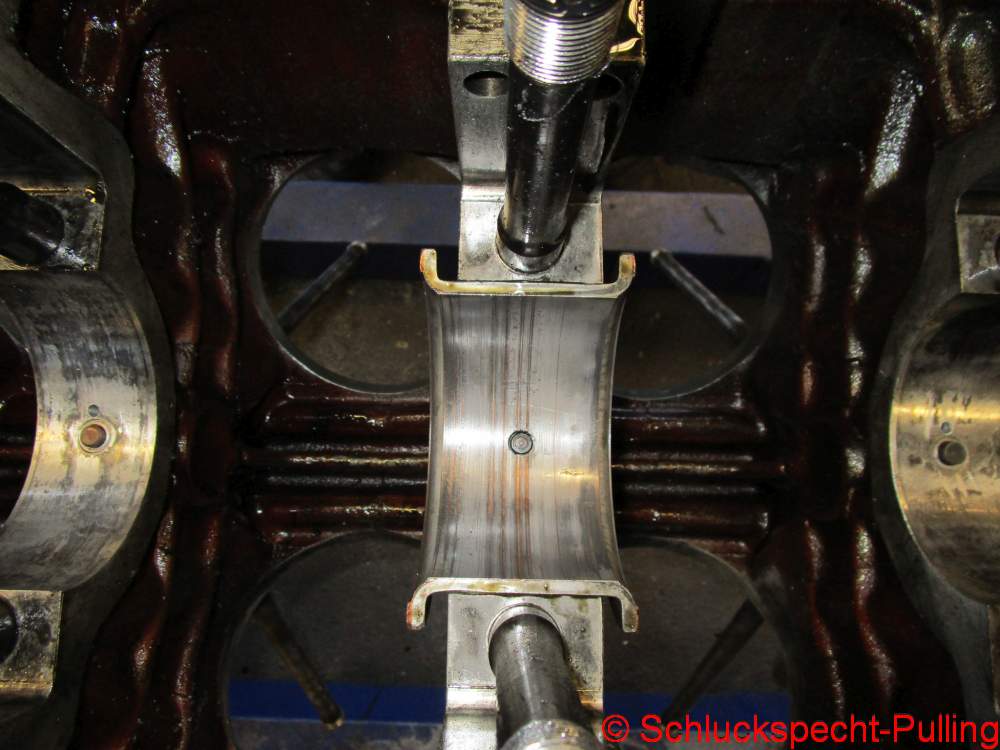
Nicht nur die Drehständer sind entstanden, sondern auch diese lustigen Spannvorrichtungen.
Not only the rotating stands were created, but also these funny clamping devices.


Wer ahnt was kommt?
Guess what´s coming next?
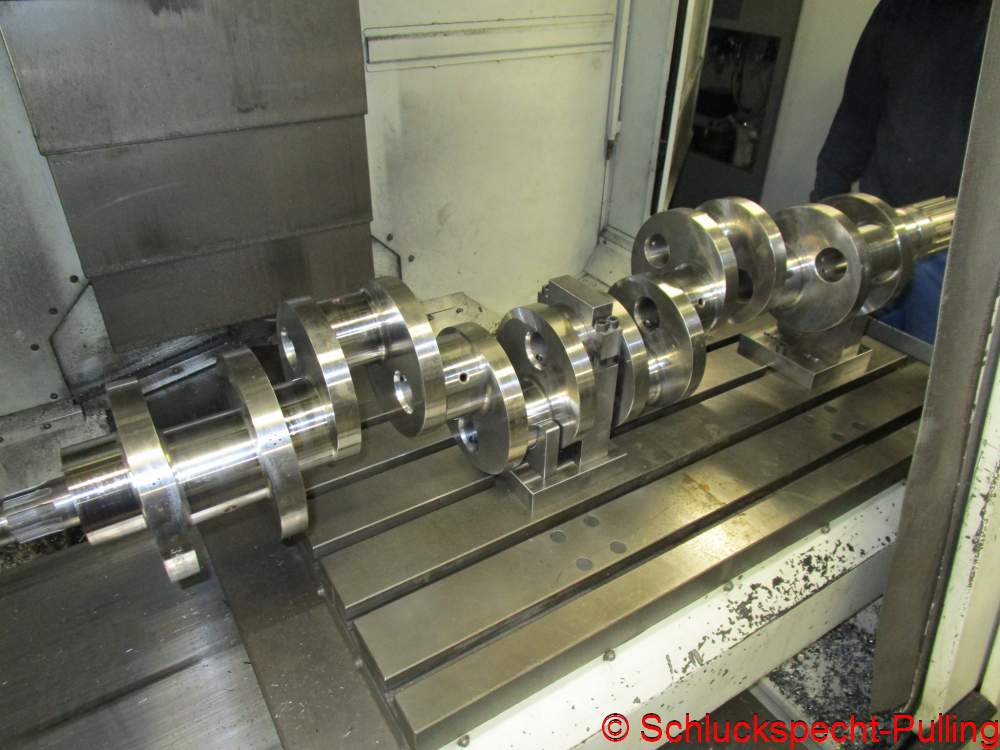
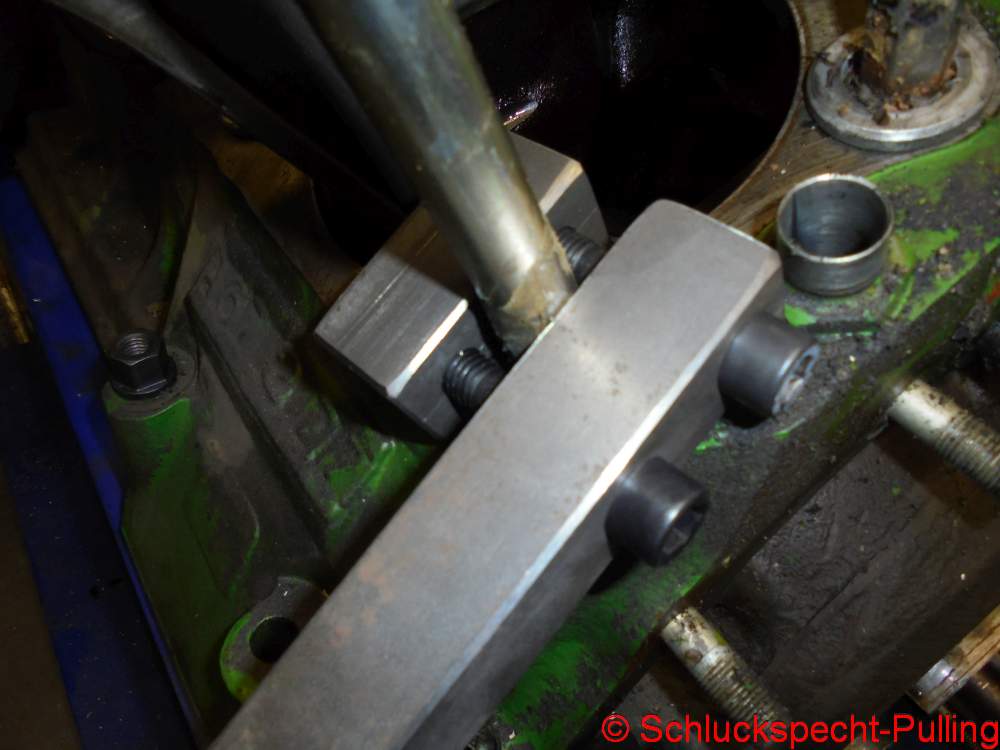
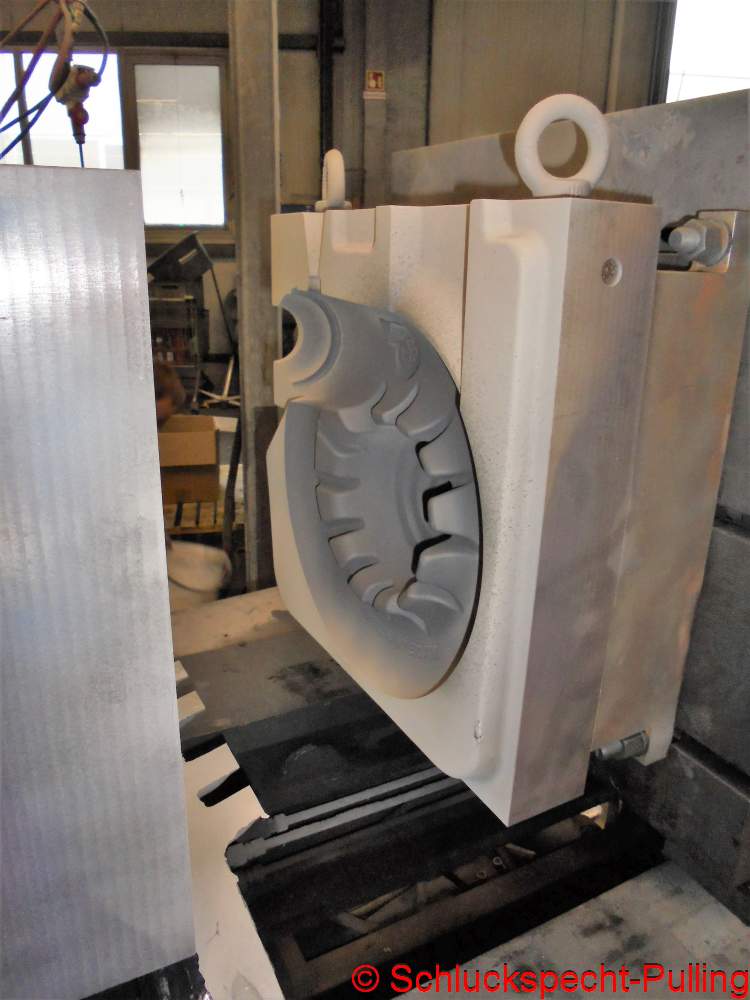
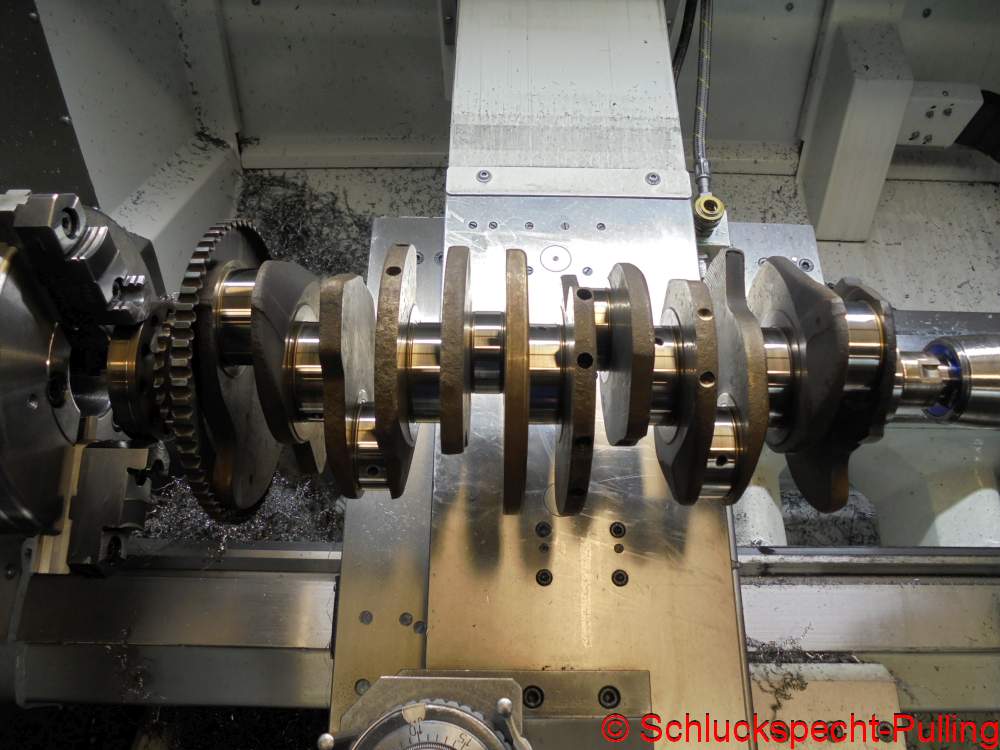
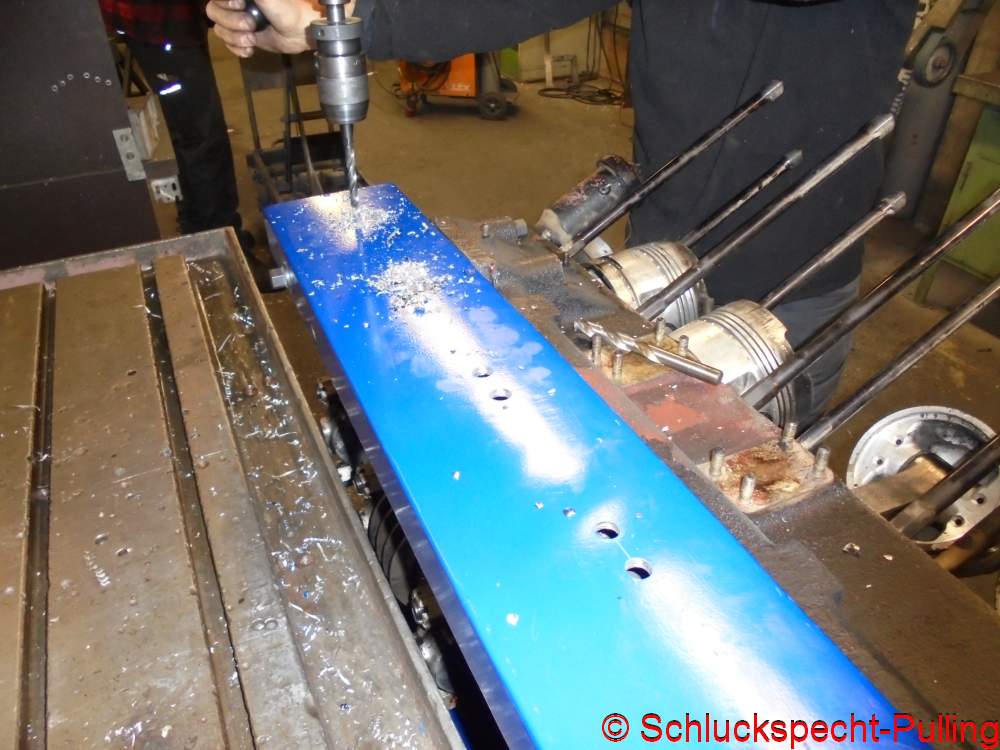
Richtig, die Kurbelwelle landet auf der Fräse und füllt diese auch ganz gut aus.
That’s right, the crankshaft lands on the milling machine and fills it out quite well.

Die Kurbelwelle bekommt die Aufnahmen für die Wuchtgewichte. Klassenübergreifend ist es beim Pulling üblich fehlende Wuchtgewichte einfach an die Kurbelwellen zu schweißen. Das finde ich nur so semigeil. Zum einen kann es einem fürchterlich die Welle verziehen. Zum anderen sind viele Kurbelwellen aus einem nicht näher benannten Vergütungsstahl geschmiedet. Da eine ordentliche(!) Anbindung zu bekommen stellt auch gute Schweißer vor eine ernste Herausforderung.
Das brauchen wir alles nicht.
Deswegen werden unsere Gewichte geschraubt. Das ist im LKW-Bereich übrigens keine seltene Technik. Darüber hinaus ist eine Verschraubung viel besser und zuverlässiger auszulegen.
The crankshaft gets the mounts for the balancing weights. In all classes, it is customary to simply weld missing balancing weights to the crankshaft when modifying it for pulling. I find that just so semi cool. On the one hand, it can terribly warp the shaft. On the other hand, many crankshafts are forged from an unspecified tempered steel. Getting a proper(!) connection is a serious challenge even for good welders.
We don’t need any of that.
That’s why our weights are screwed. Incidentally, this is not a rare technology in the truck sector. In addition, a screw connection can be designed much better and more reliably.

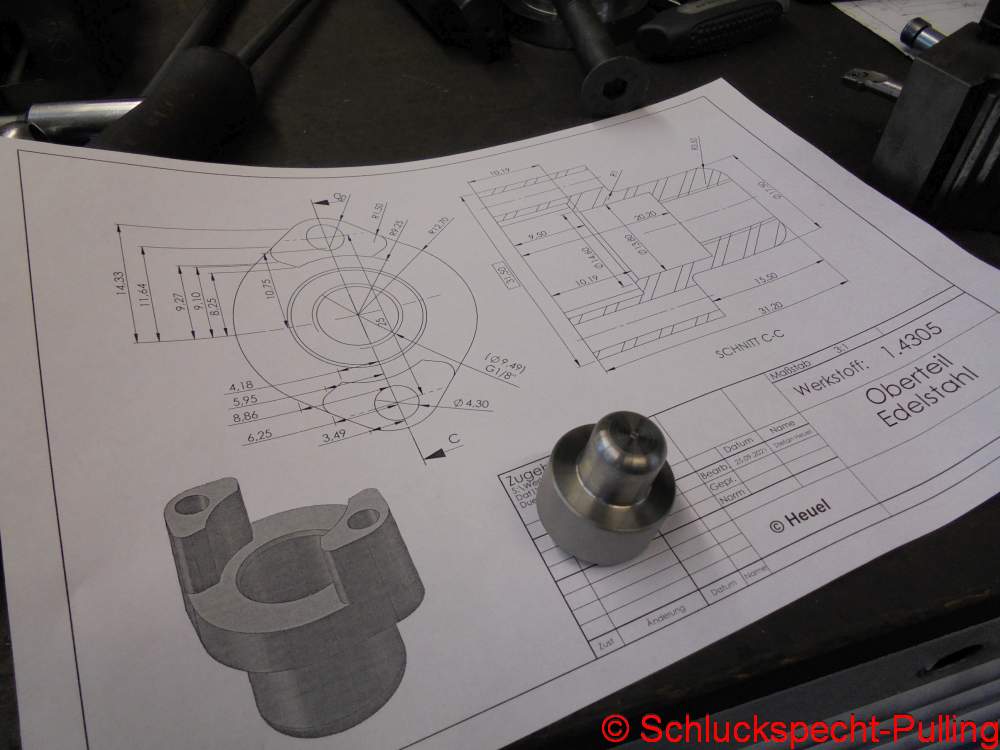
So in etwa wird es mal aussehen
This is how it should look later

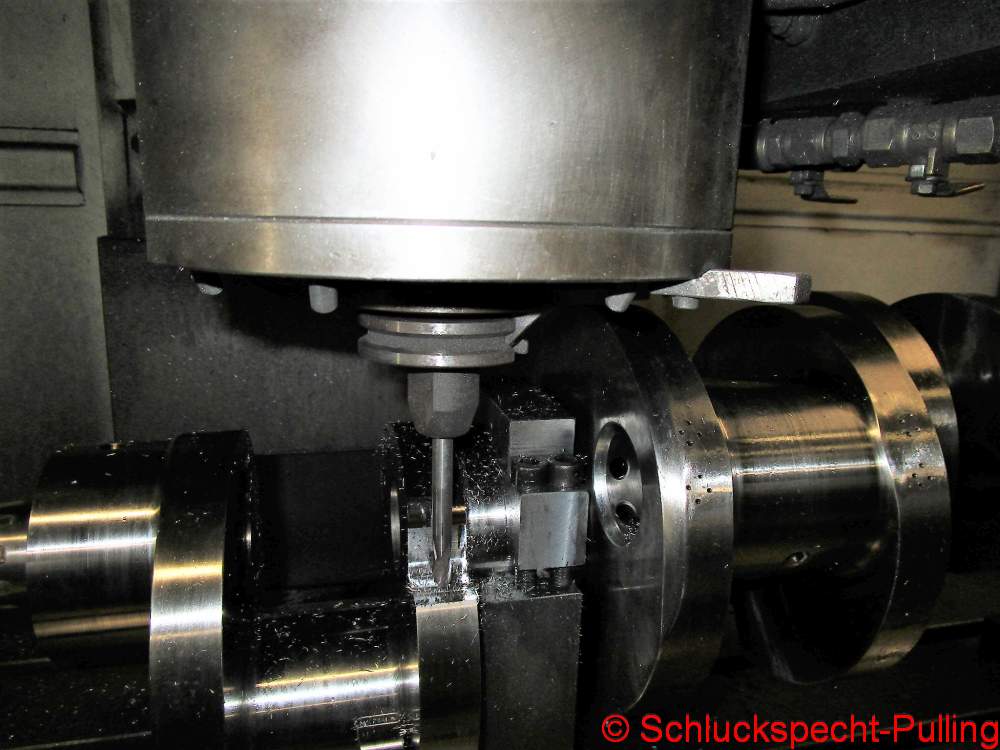
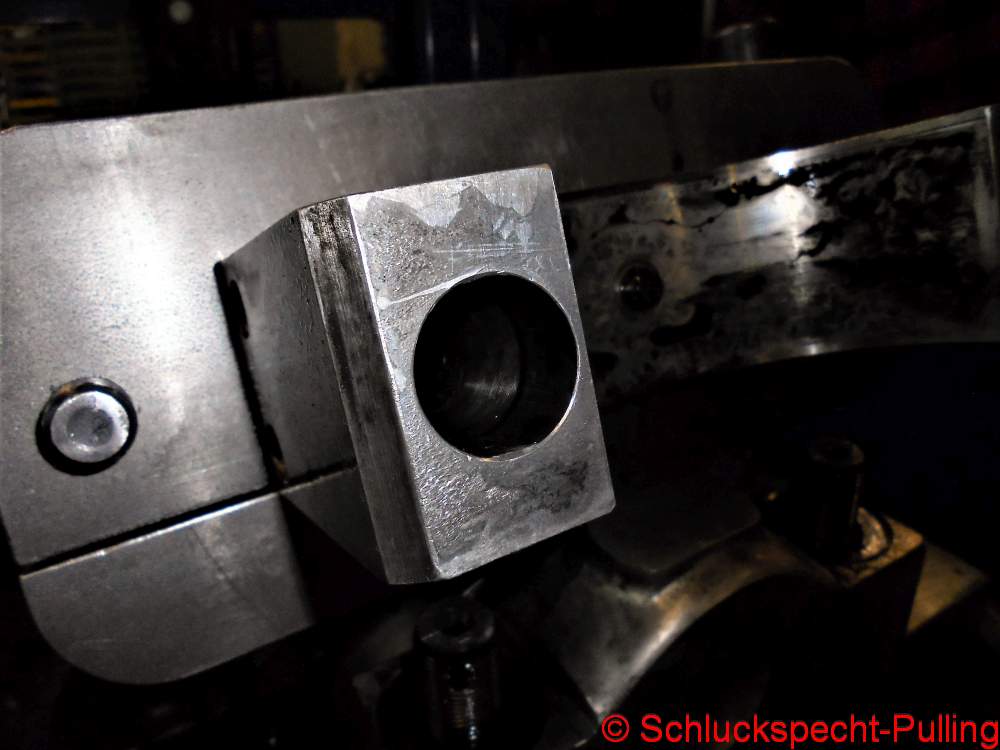
Stellenweise ganz schön knapp das Ganze 😉
The whole thing is pretty tight at some places 😉

Das Material der Welle ist schon ziemlich krasses Zeugs… Also ich denke unter 1000N/mm² Festigkeit ist das definitiv nicht.
Später könnte man für eine neue Ersatzkurbelwelle sogar mal versuche diese zu nitrieren… aber das ist Zukunftsmusik…
The material of the shaft is pretty crass stuff… Well, I think it’s definitely not below 1000N/mm² strength.
Later you could even try to nitride a new replacement crankshaft… but that’s a dream of the future…

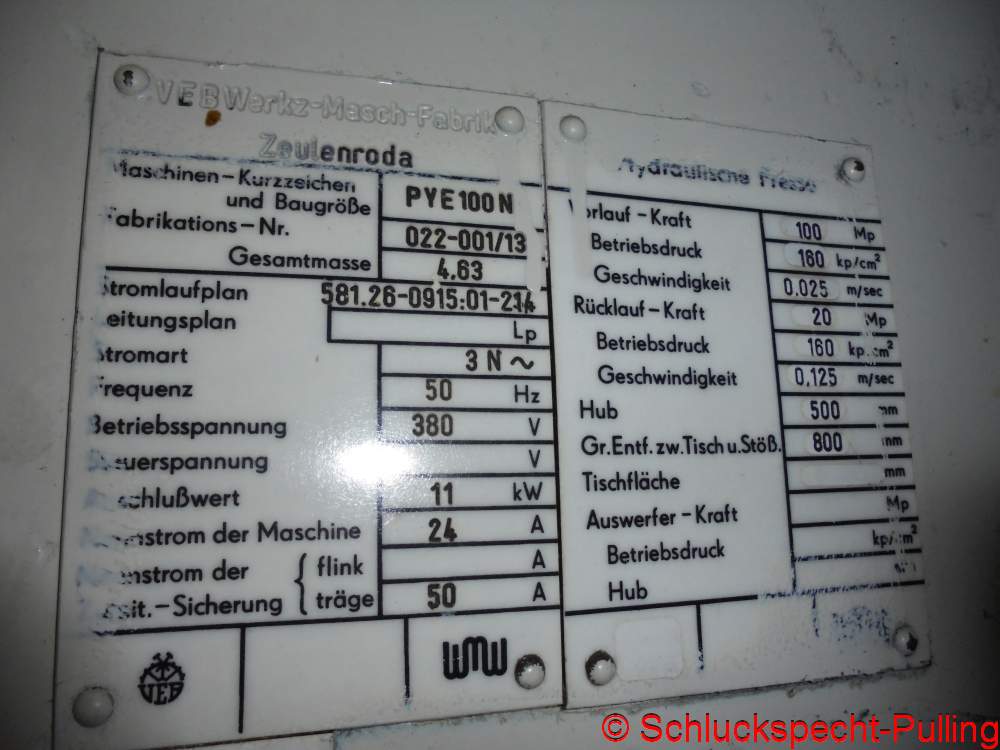
Unsere Fräse ist einfach eine Nummer zu klein….
Our milling machine is just a size too small….

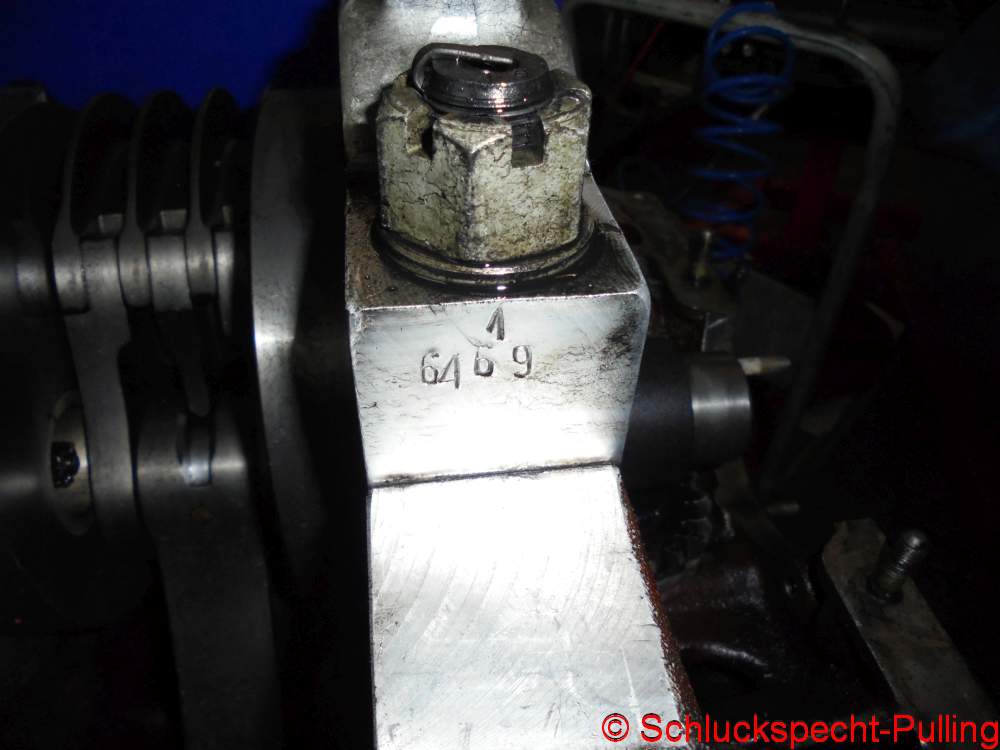
Die spannende Frage die im Raume steht: Hat sich die Welle durch die Bearbeitung verzogen?
The exciting question that is in the room: Has the shaft warped due to the processing?


Nö hat sie nicht. Wenn sie jetzt noch gerade bleibt wenn die Gewichte mit ordentlich Vorspannung verschraubt werden—> Bingo!
No, it hasn’t. If it stays straight now when the weights are screwed with proper preload —> Bingo!
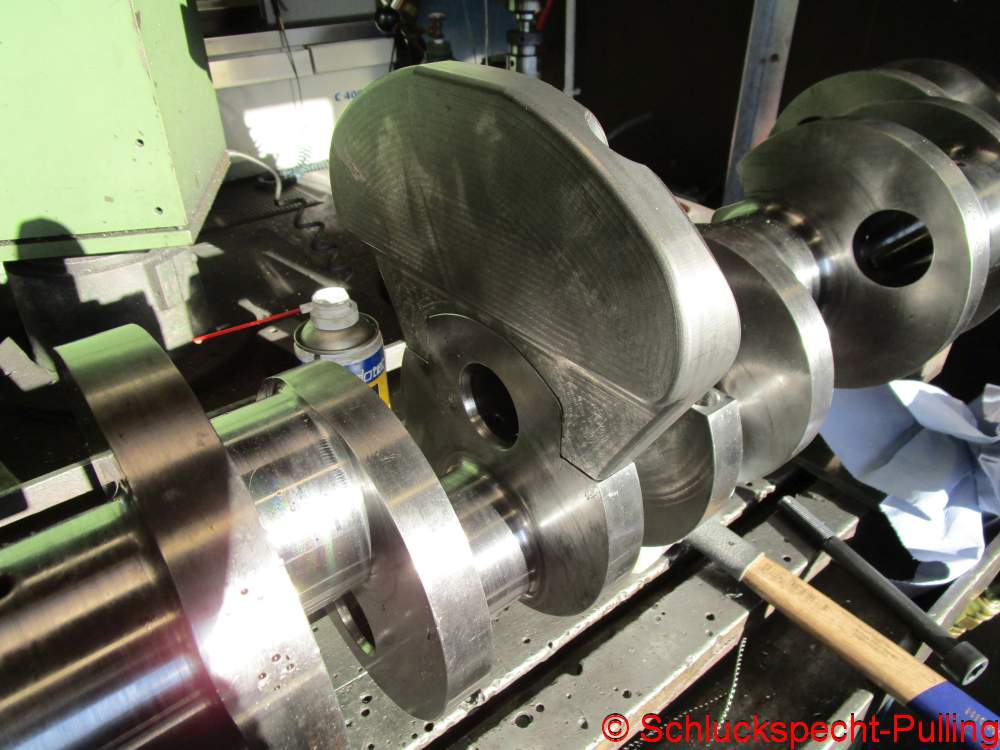

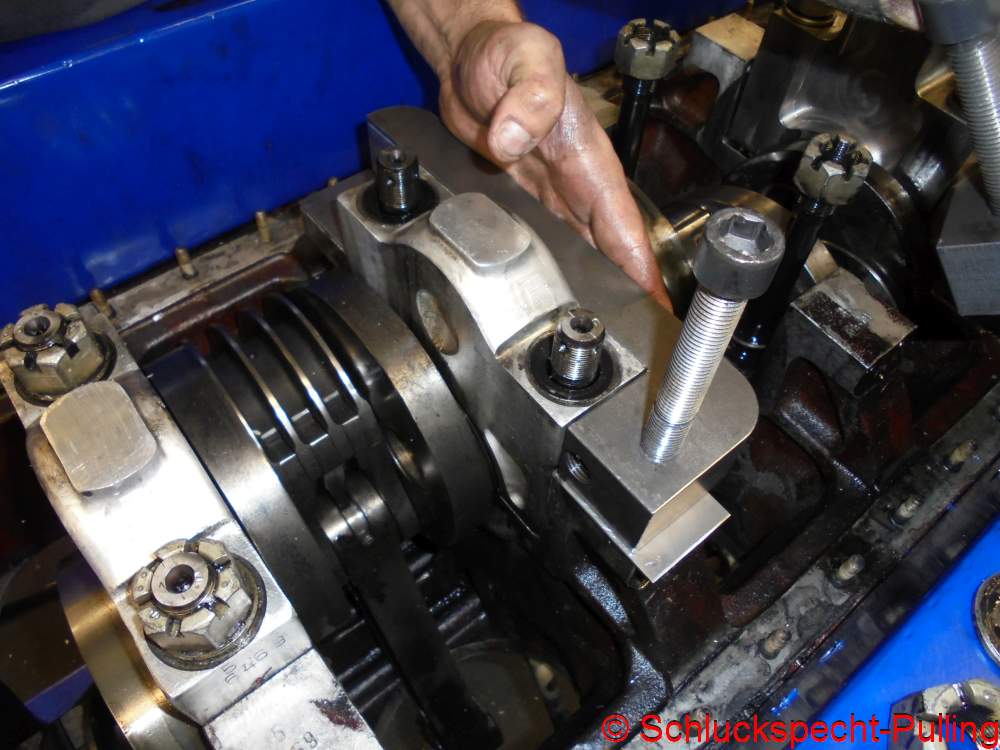
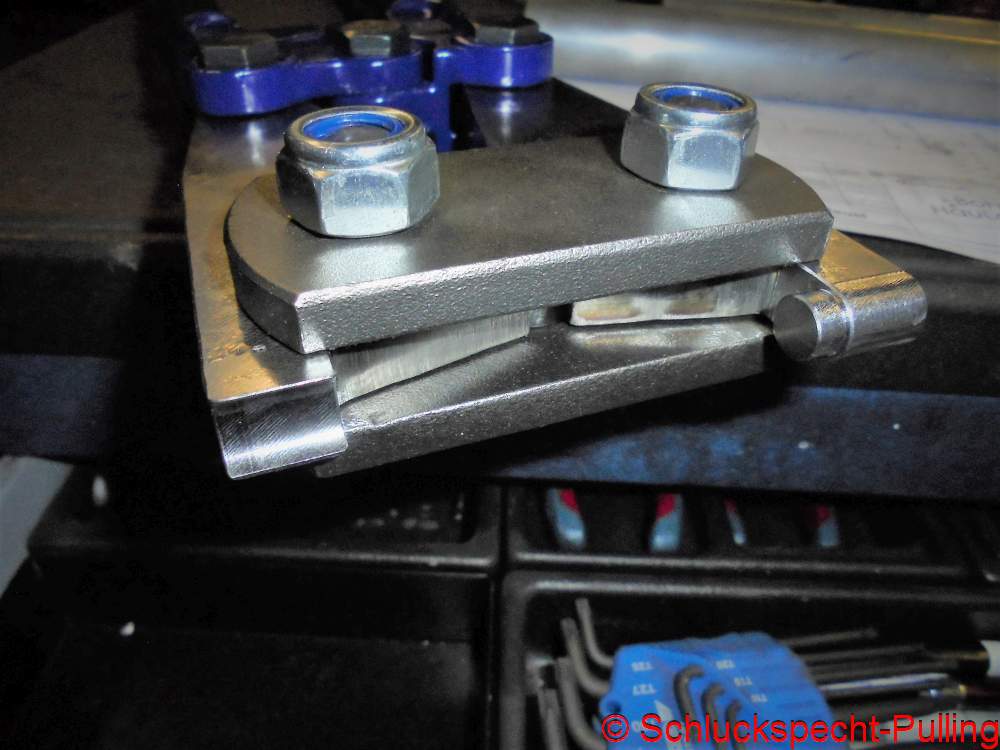
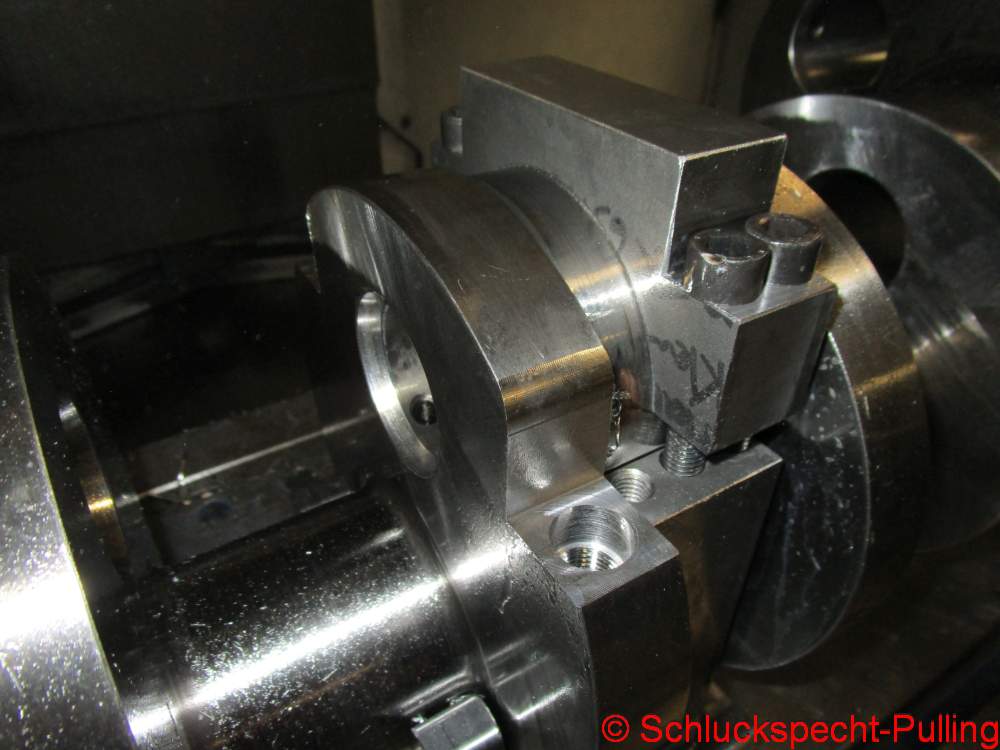
Die Verschraubung erfolgt mit zwei Schrauben M16x1,5 in der Festigkeitsklasse 12.9. Selbst bei unrealistischer Überdrehzahl hat man da noch reichlich Reserven bis das Gewicht fliegen geht. Zentriert wird es über eine leichte Presspassung der gefrästen Aufnahme an der Welle. Könnte klappen.
The screw connection is made with two screws M16x1.5 in strength class 12.9. Even with unrealistic overspeed, you still have plenty of reserves until the weight starts to fly. It is centered with a slight press fit of the milled mount on the shaft. Could work.
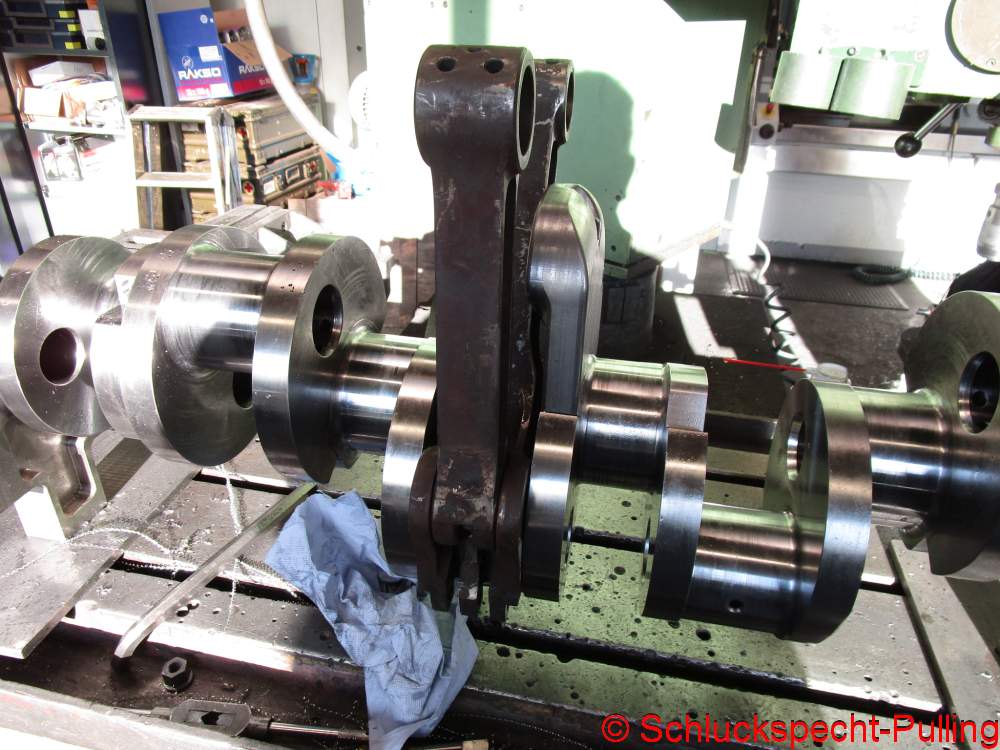
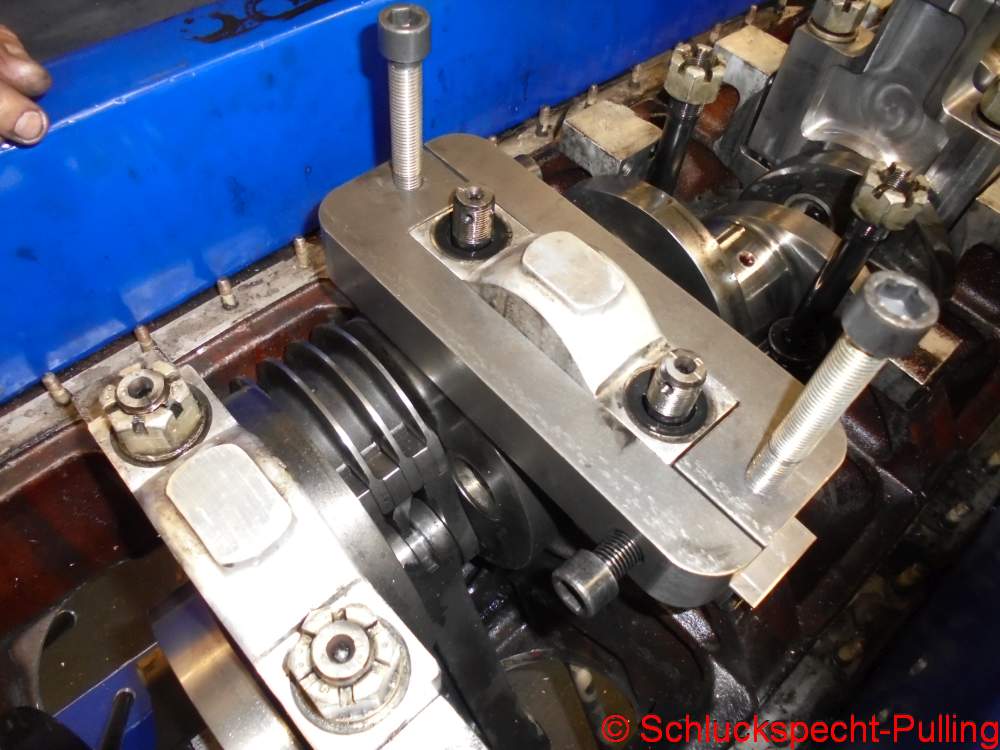
Nur passt das auch alles mit den Anbauteilen?
But does it all fit with the add-on parts?


Ja guck mal einer an…dank vorausschauender Planung passt das zumindest bis hier her sehr gut. Bevor es an dieser Baustelle weitergeht —-> Themensprung
Yes, look at that…thanks to forward-looking planning, it fits very well, at least up to here. Before we continue at this construction site —-> topic jump

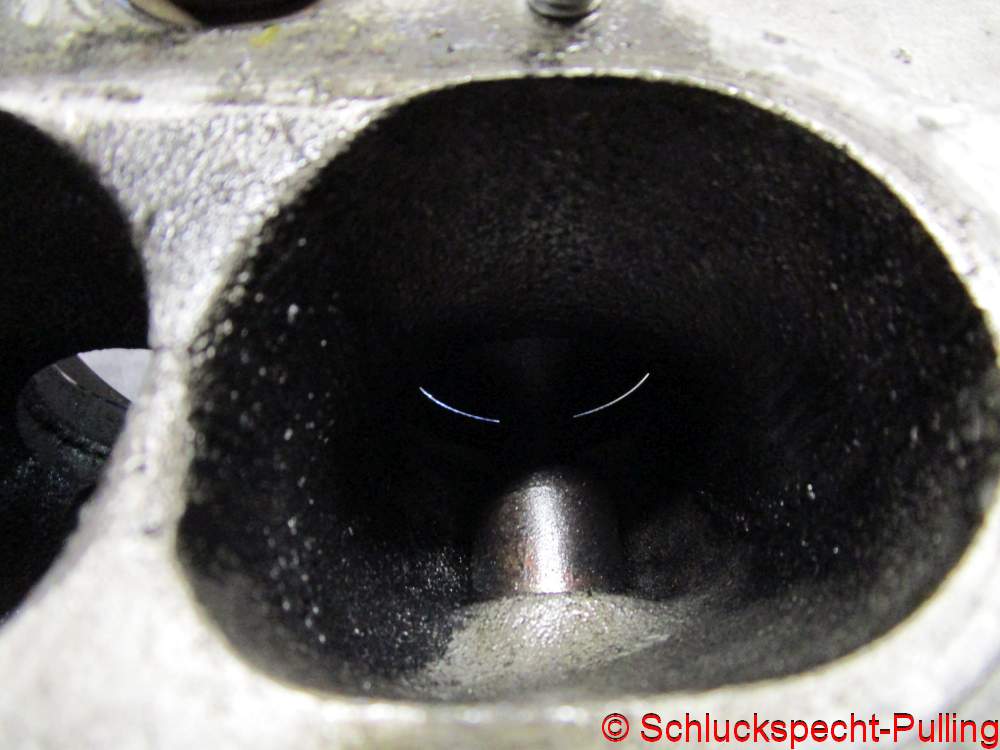
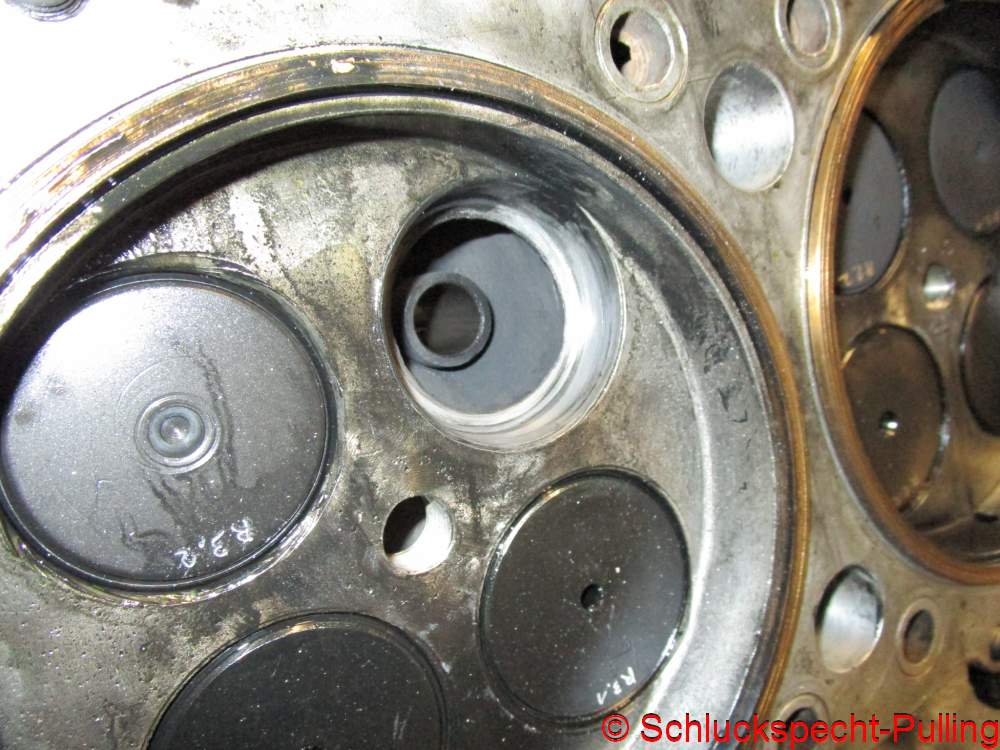
Fangen wir mal an uns ein wenig mit den Zylinderköpfen zu beschäftigen.
Die weißen Edding Markierungen lassen auf ein Problem schließen 😉
Beim Reinigen ist nämlich aufgefallen das die Schmierbohrung irgendwie keine Verbindung zum Ölanschluss hat.
Let’s start by dealing with the cylinder heads a little.
The white edding marks indicate a problem 😉 When cleaning, it was noticed that the lubrication hole somehow has no connection to the oil connection.
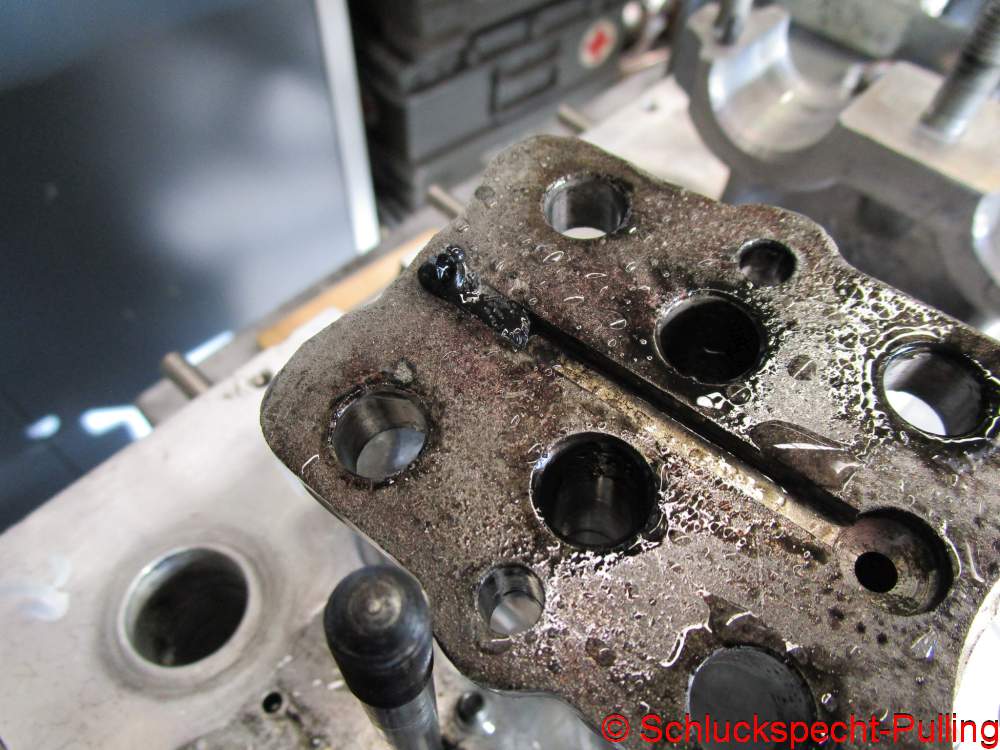
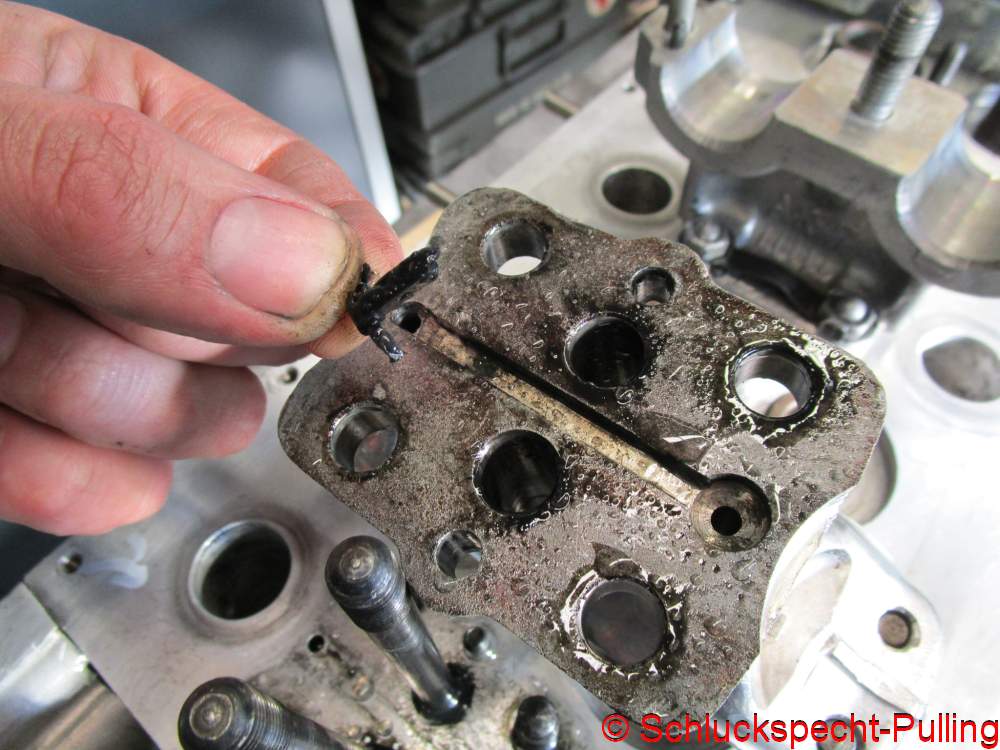
In dem Ölkanal hängt ein Scheiß Dichtstoffkrümmel. Ich hasse Dichtstoff!
There’s a piece of shitty sealant stuck in the oil gallery. I hate sealant!
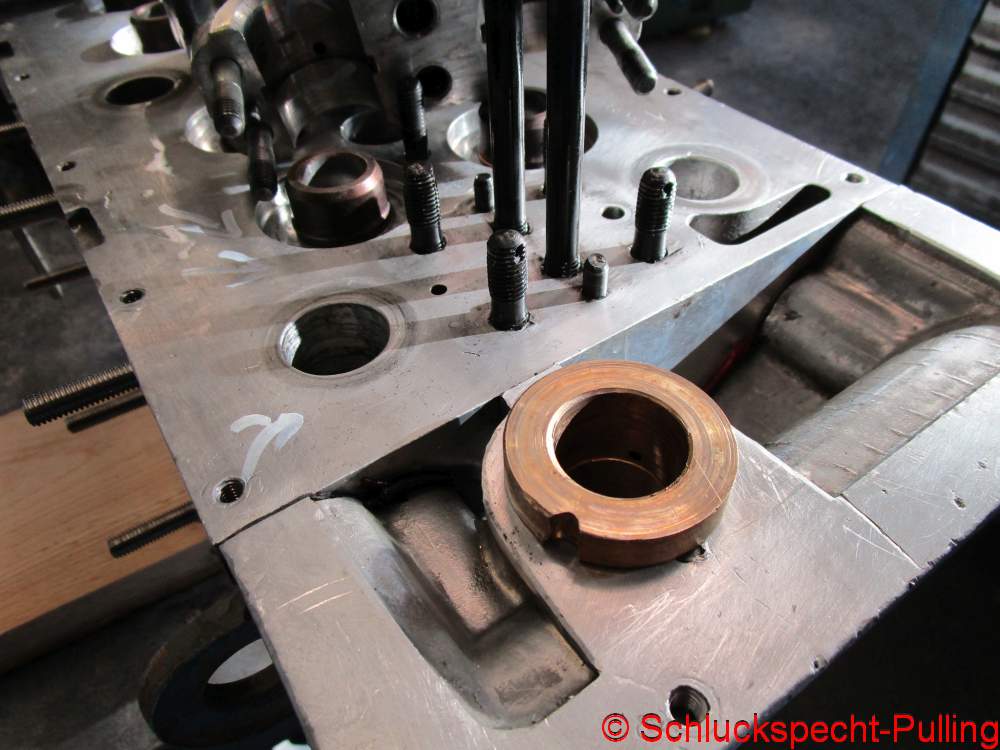
Das erklärt auch warum die Bronzebuchse total verdreht ist. Sie bekommt schlicht und einfach kein Öl….
Wenn man bedenkt das so ein kleiner Brocken Dichtstoff zur Zerstörung des ganzen Motors führen kann wenn die Königswelle abreißt….
This also explains why the bronze bushing is totally twisted. It just doesn’t get any oil…
When you consider that such a small chunk of sealant can destroy the entire engine if the vertical shaft tears off….

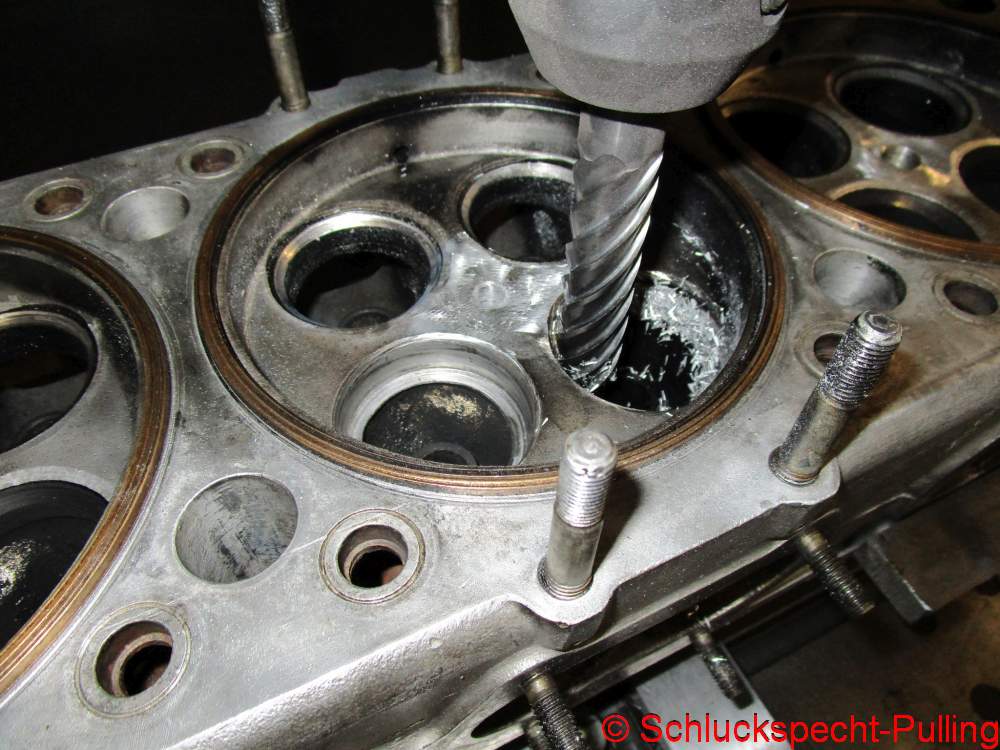
Da sich die Buchse keinen Millimeter mehr bewegen lässt…
Since the bushing can no longer be moved a millimeter…

…wird flugs eine neue Ölbohrung eingebracht.
…a new oil hole is quickly drilled.
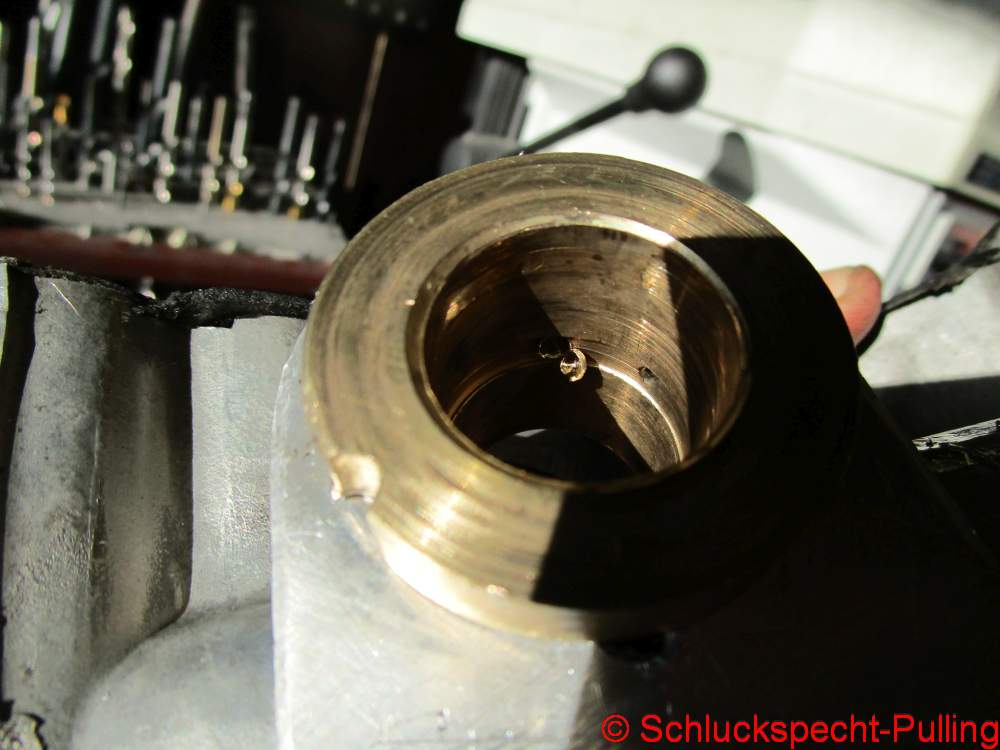
Entgraten und fertig….naja….nicht ganz.
Deburr and done….well…not quite.

Man erkennt es auf dem Foto nicht so wirklich gut aber am „Übergabepunkt“ des Ölkanals klafft ein Spalt. Einfach weil der vordere Deckel angeflanscht und dabei eine zu dicke Dichtung verwendet wurde. Ich sprach oben schon mal über die Problematik der Dichtungsdicken. Bisher hat das natürlich nicht wirklich gestört… der Dichtstoffwutzi hatte eh alles verstopft *grml*
You can’t really see it in the photo, but there is a gap at the „transfer point“ of the oil channel. Simply because the front cover was flanged on and a gasket that was too thick was used. I spoke above about the problem of gasket thicknesses. So far, of course, that hasn’t really bothered me… the sealant chunk had clogged everything anyway *grml*

Also schnell den Ölkanal etwas ansenken….
So quickly countersink the oil channel a little….

…und einen O-Ring einlegen. Das sollte dicht genug sein 😉
…and insert an O-ring. That should be tight enough 😉

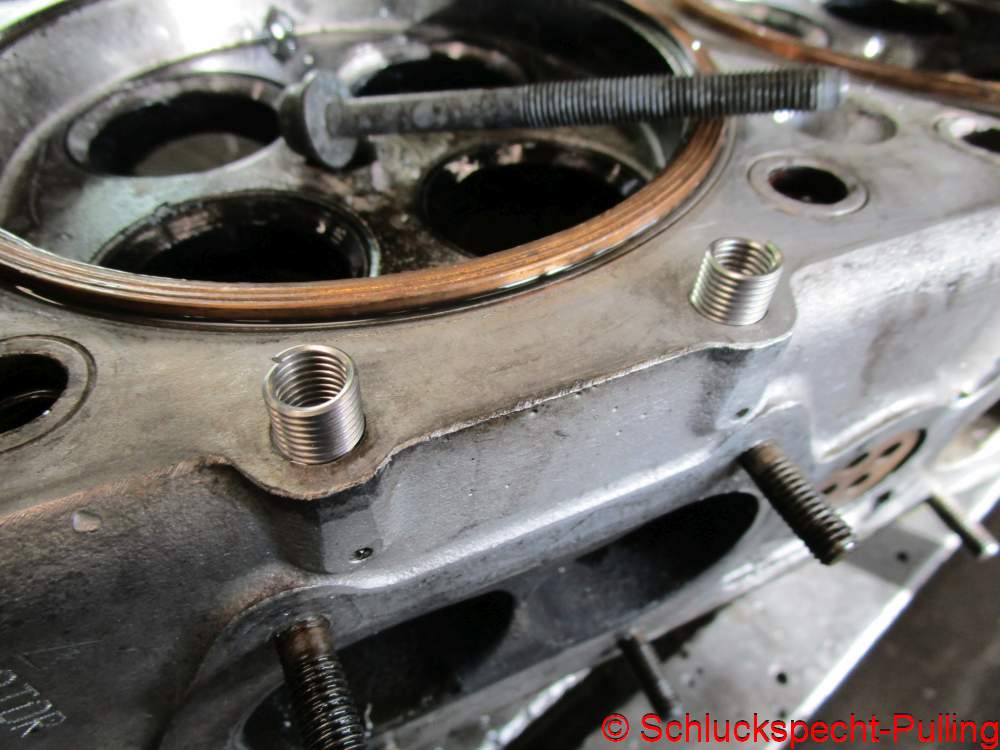
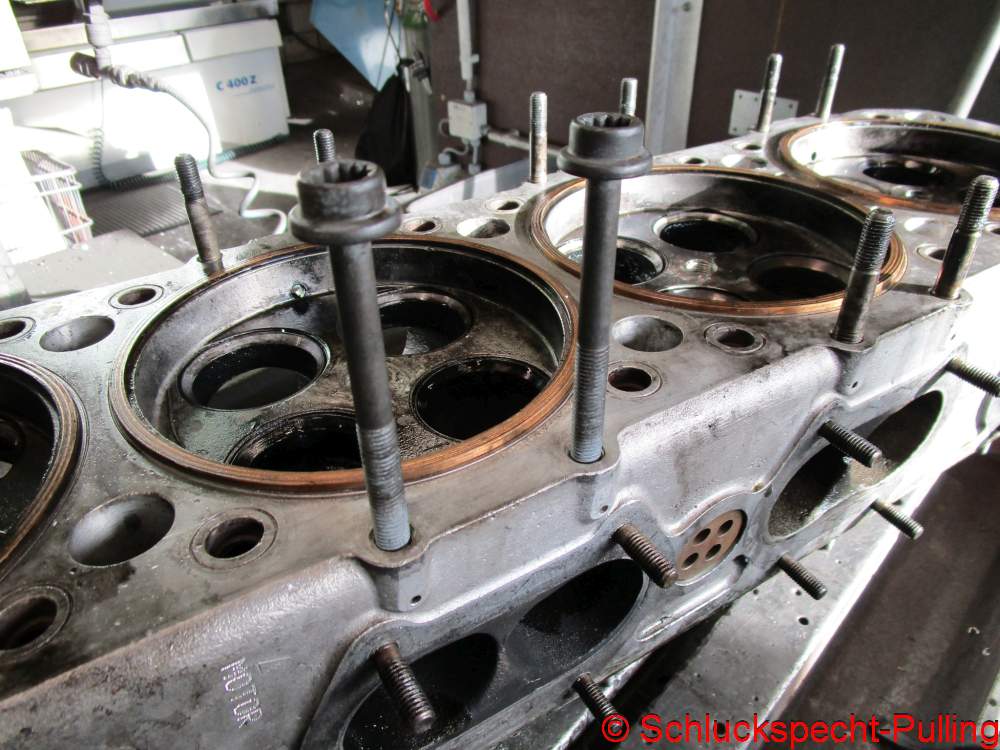
Auch wenn es nicht so aussieht…wir bleiben thematisch beim Zylinderkopf
Even if it doesn’t look like it…we’re sticking with the cylinder head

Es entsteht eine Gewindebuchse aus Aluminium.
A threaded bush made of aluminum is created.
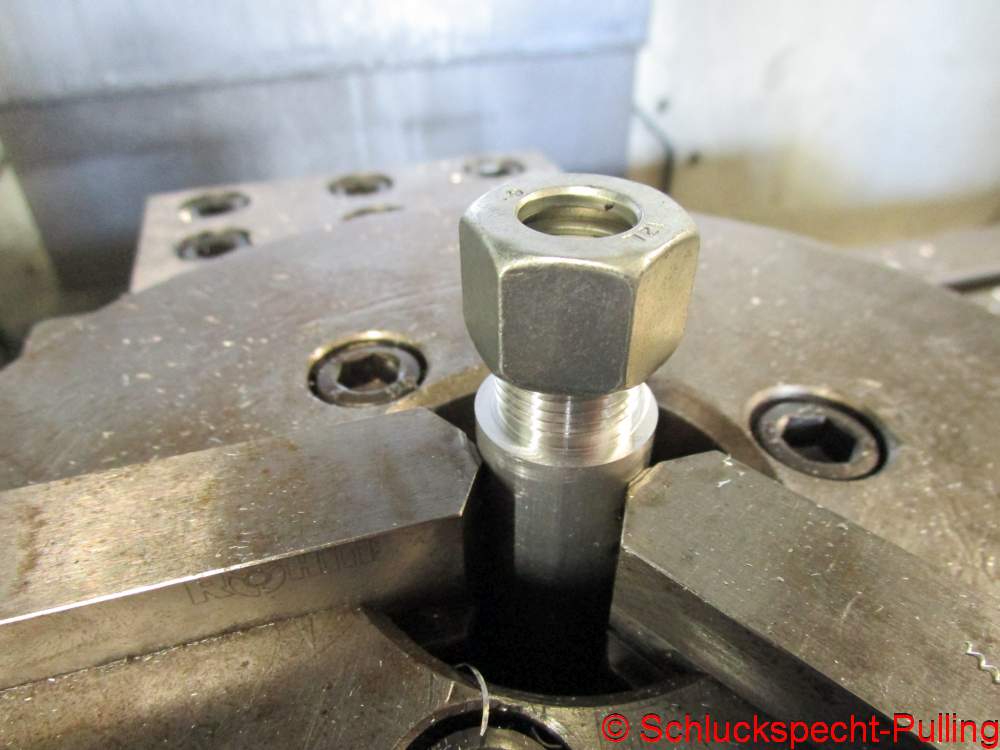
Techtipp am Rande: Um ein Gewinde auf Maßhaltigkeit zu prüfen braucht man im einfachsten Fall eine Mutter. Für Feingewinde (hier M18x1,5) findet man die oft bei Klemmringverschraubungen aus der Hydraulik.
Tech tip by the way: In the simplest case, you need a nut to check a thread for dimensional accuracy. For fine threads (here M18x1.5) they are often found in hydraulic fittings.



Die fertige Gewindebuchse mit dem passenden Einschraubwerkzeug.
The finished threaded bush with the appropriate screw-in tool.

Techtipp 2: Oftmals lassen sich Löcher wesentlich schöner mit einem Senker aufbohren als mit einem Spiralbohrer. Hier das alte Kerzengewinde auf 16,5mm.
Tech tip 2: Holes can often be drilled much better with a countersink than with a twist drill. Here the old spark plug thread is drilled to 16.5mm.

M18x1,5 schneiden
Cut M18x1,5



Einsatz einschrauben
Screw in bushing


Und verschweißen. Nur warum das Ganze? Wir hatten ja schon Kerzen drin…
Ursprünglich hat der Transmash ein 14mm Loch für die Einspritzdüse. Nun gibt es zur Reparatur defekter Kerzengewinde (M14x1,25) spezielle Gewindeeinsätze die wir auch genutzt haben. Nur irgendwie taugt das hinten und vorne nichts… Wir haben die Einsätze mit der festesten Fügeverbindung eingeklebt der wir habhaft werden konnten und das Resultat war das wir die Kerze samt Reparatureinsatz rausgedreht haben. Scheiße…
Tja, wieder was gelernt.
And weld. Just why all this? We already had spark plugs in there…
Originally the Transmash has a 14mm hole for the injector. Now there are special thread inserts that we have used to repair defective spark plug threads (M14x1.25). It’s just not good at all… We glued the inserts in with the strongest joint we could get and the result was that we unscrewed the plug and the repair insert. Crap… Well, learned something again.



Nach dem Schweißen muss nur noch ordentlich verschliffen und das Kerzengewinde geschnitten werden. Passt!
After welding, all you have to do is grind properly and cut the spark plug thread. Fits!

Nur noch ein paar mehr und ich hoffe dann haben wir sowas wie haltbare Kerzengewinde.
Was haben wir noch?
Just a few more and I hope we’ll have something like durable spark plug threads.
What do we still have?
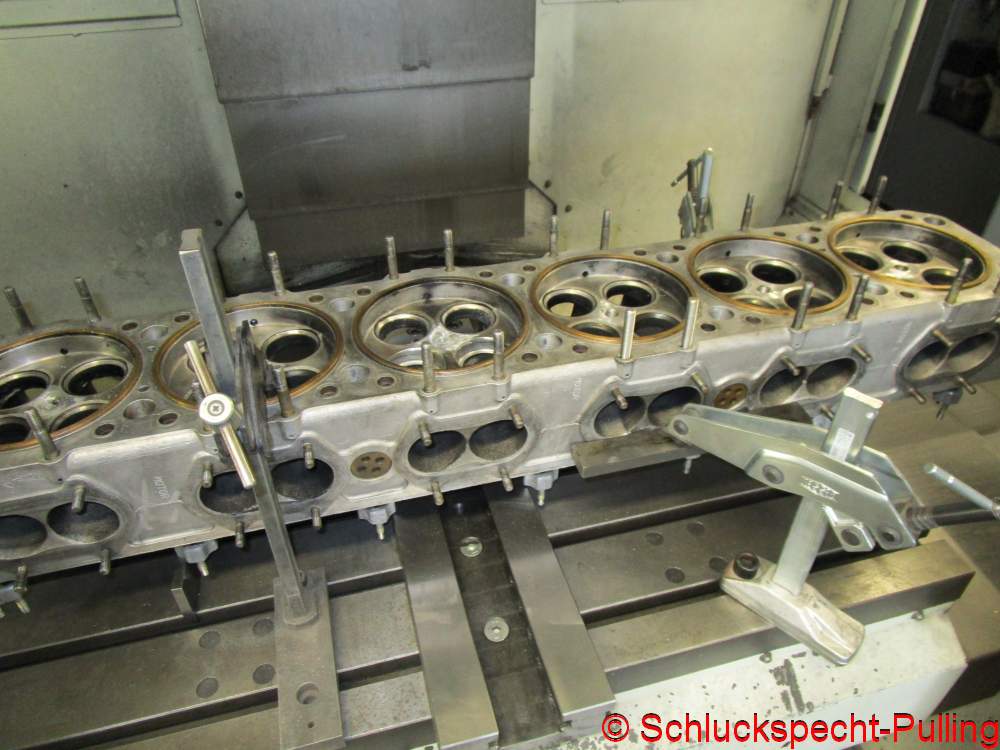
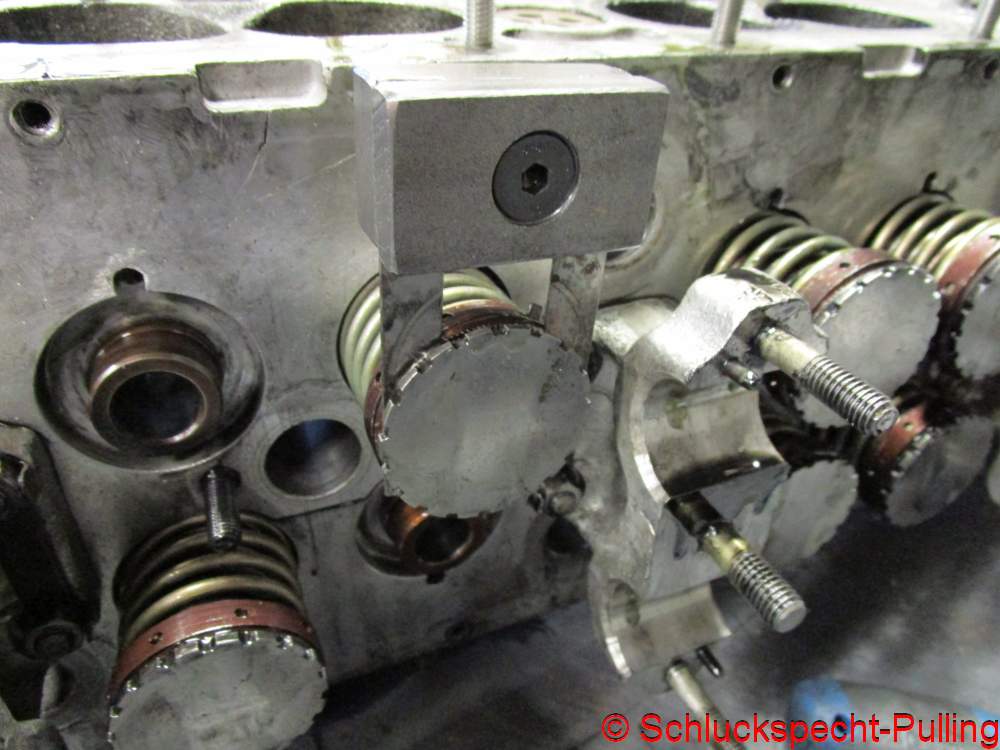
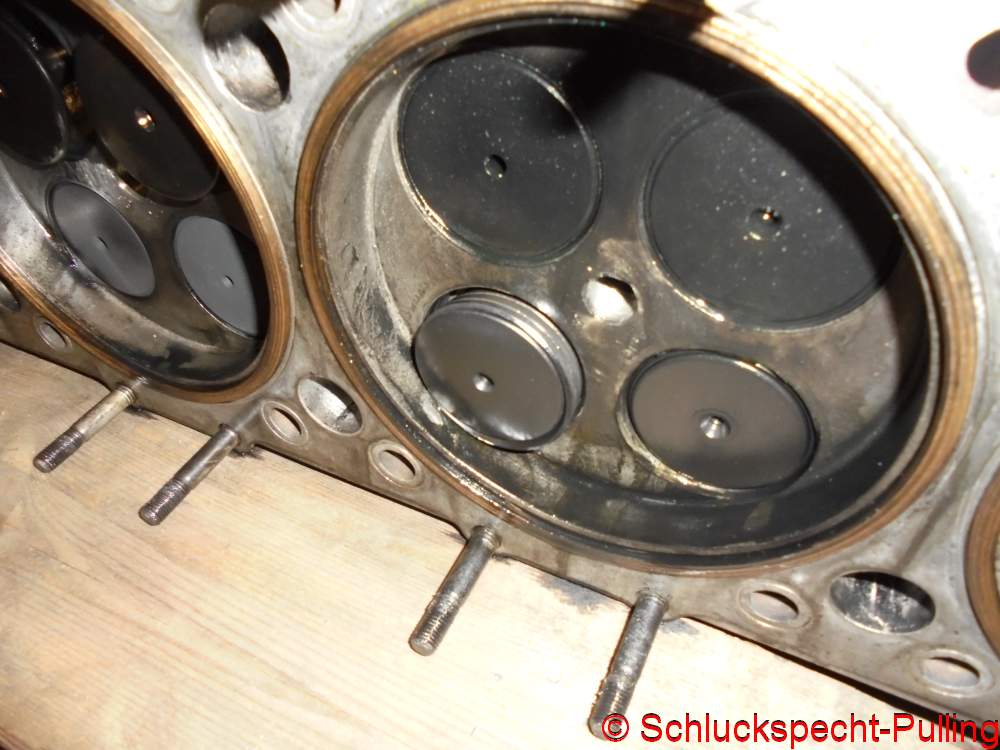
Stimmt, da waren ja noch zwei rausgefallene Ventilsitzringe. Also ab auf die Fräse, kreativ spannen….
That’s right, there were two valve seat inserts that had fallen out. So off to the milling machine, clamp creatively….

…Nullpunkt holen….
…get zero point….

…und zwei neue Ventilsitzringsitze (Ich mag das Wort 😉 ) fräsen.
…and mill two new valveseatringseats (I like the word 😉 ).




Auf der Drehbank entstehen die Sitzringe. Da ich ja ein Freund von systematischer Vorgehensweise bin, hab ich die Gelegenheit beim Schopfe gepackt und direkt zwei verschiedene Materialien verwendet. Im selben Zylinder haben sie die selben Bedingungen und man kann später direkt vergleichen welches sich besser geschlagen hat.
Irgendwie kaum zu fassen, aber Kupfer mit lediglich 2% Beryllium kommt auf eine Festigkeit von über 1000 N/mm². Die Kupfer/Kobalt/Beryllium-Legierung ist irgendwo bei 650 N/mm² hat aber die Nase bei der Wärmeleitfähigkeit vorne. Schauen wir mal.
The seat rings are made on the lathe. Since I’m a fan of a systematic approach, I jumped at the opportunity and used two different materials straight away. They have the same conditions in the same cylinder and you can later directly compare which one performed better.
Kind of hard to believe, but copper with only 2% beryllium has a strength of over 1000 N/mm². The copper/cobalt/beryllium alloy is somewhere around 650 N/mm² but comes out on top when it comes to thermal conductivity. We’ll see.

Zum Einsetzen brauchen wir noch eine Zange die den Ring ordentlich packen kann. Dafür musste dann eine Sprengringzange dran glauben 😉
To insert, we need a pair of pliers that can grab the ring properly. Then a snap ring plier had to be converted 😉

Die Ringe sind schon im Trockeneis -flüssiger Stickstoff war gerade nicht verfügbar. Das Werkzeug kühlt auch runter.
The rings are already in dry ice – liquid nitrogen was just not available. The tool also cools down.

Die Taschen sind auch gesäubert
The pockets are cleaned aswell


Und Stefan spielt wieder mit dem Gasbrenner. Was eigentlich eine Pose „heroischer Natur“ sein sollte ist wohl eher ein Rezept für die Klapse…. Naja, Hauptsache der Kopf wird warm 😉 😉
And Stefan is playing with the gas burner again. What should actually be a pose of „heroic nature“ is probably more of a recipe for insane asylum…. Well, the main thing is that the head is becoming warm 😉 😉

Ring 1
I really will not translate „Ring 1“ into „ring 1″….to much effort 😉

Ring 2
Same as above…to much effort


Stefan ist sichtlich zufrieden 😉
Stefan is obviously satisfied 😉

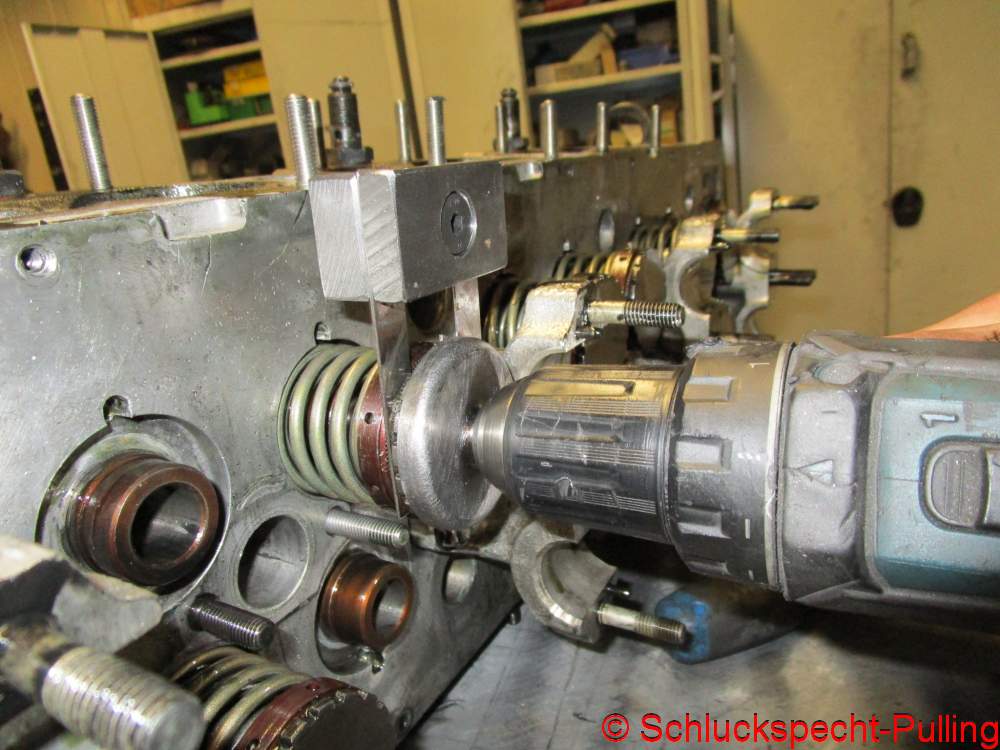
Während der Kopf abkühlt bereiten wir schon mal das Werkzeug vor. Um die Sitzringe nachschneiden zu können bedarf es eines Werkzeuges und der passenden Piloten. Da wir zwei verschiedene Ventilschaftdurchmesser haben brauche wir auch zwei Piloten…Wahnsinn.
While the head cools down, let’s prepare the tools. In order to be able to recut the seat rings, you need a tool and the right pilots. Since we have two different valve stem diameters, we also need two pilots… amazing.

Der Pilot sitzt straff in der Ventilführung…..
The pilot sits tight in the valve guide…..
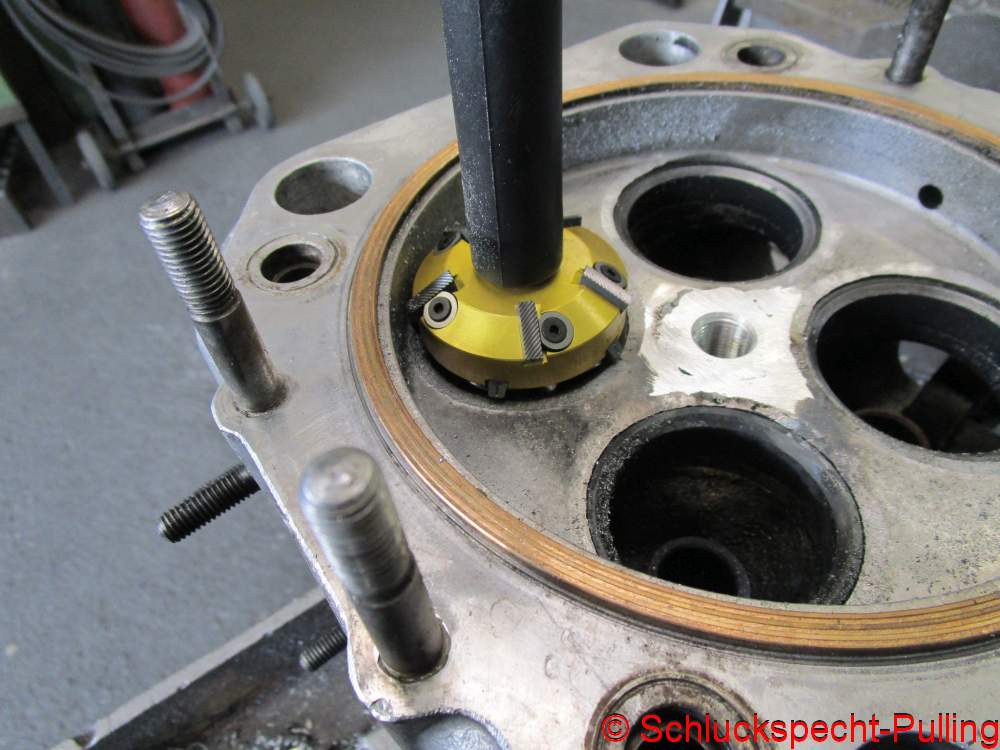
…und führt seinerseits das Fräswerkzeug.
…and in turn guides the milling tool.

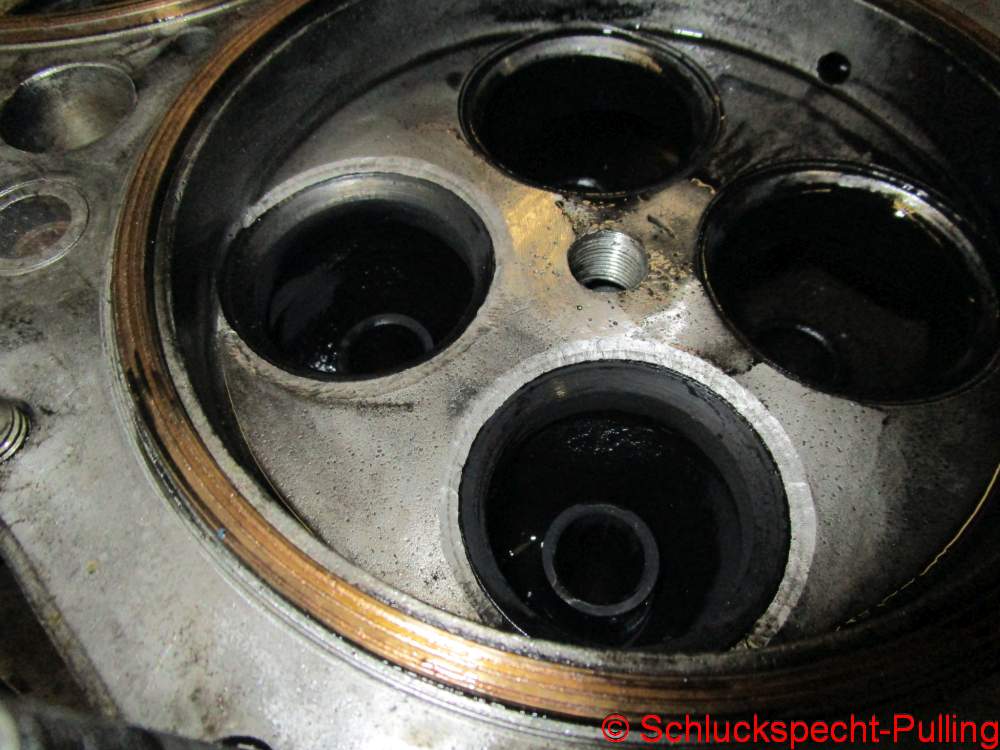
Mit gescheitem Werkzeug sind die Sitze dann auch ziemlich fix nachgeschnitten. Einige Sitzringe sollten noch eine Überraschung parat haben….aber dazu später mal mehr 😉
With clever tools, the seats are then recut fairly quickly. Some seat rings should have a surprise for us…but more on that later 😉

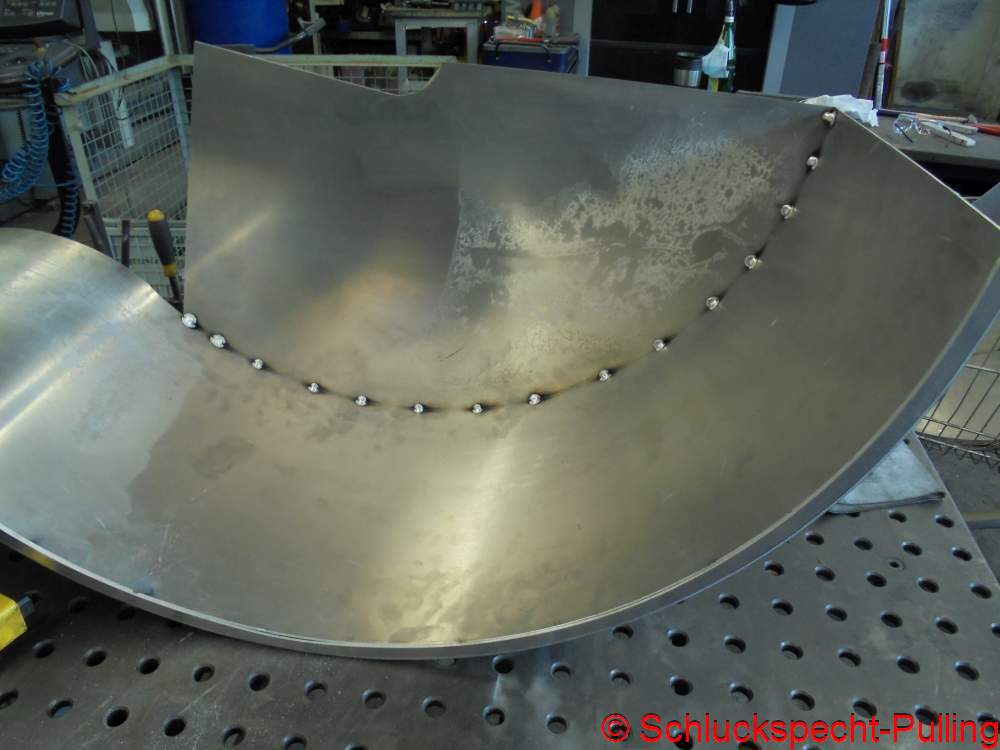
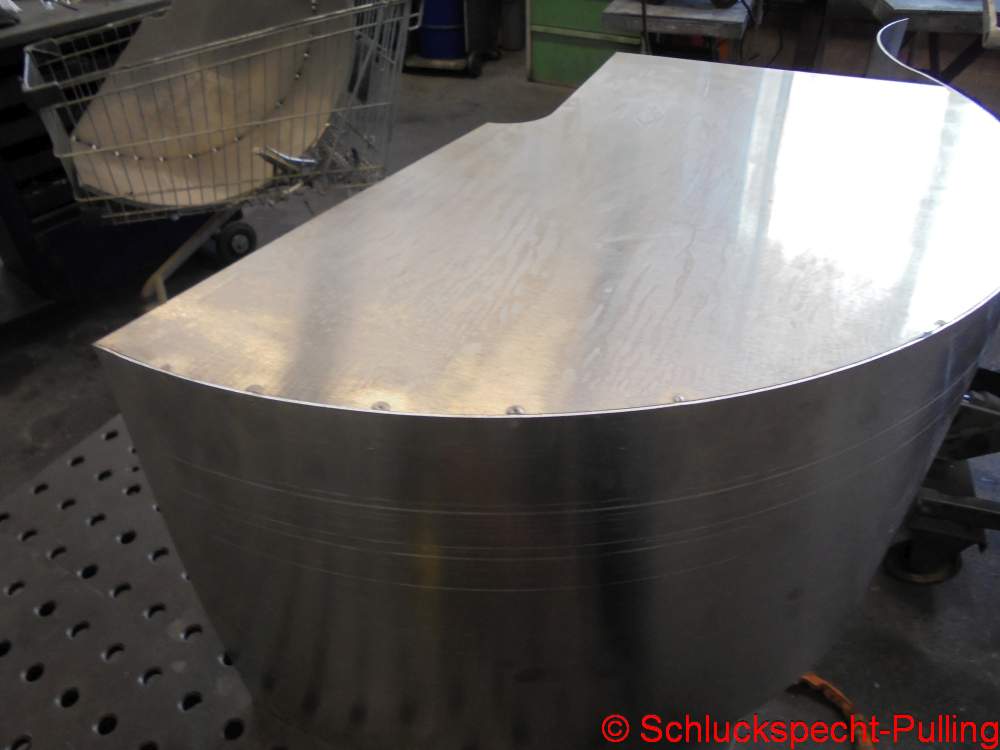
Da es langsam an der Zeit ist den Beitrag ausklingen zu lassen —-> Schaumkeramikfilter
Since it’s about time to end the post —-> ceramic foam filter

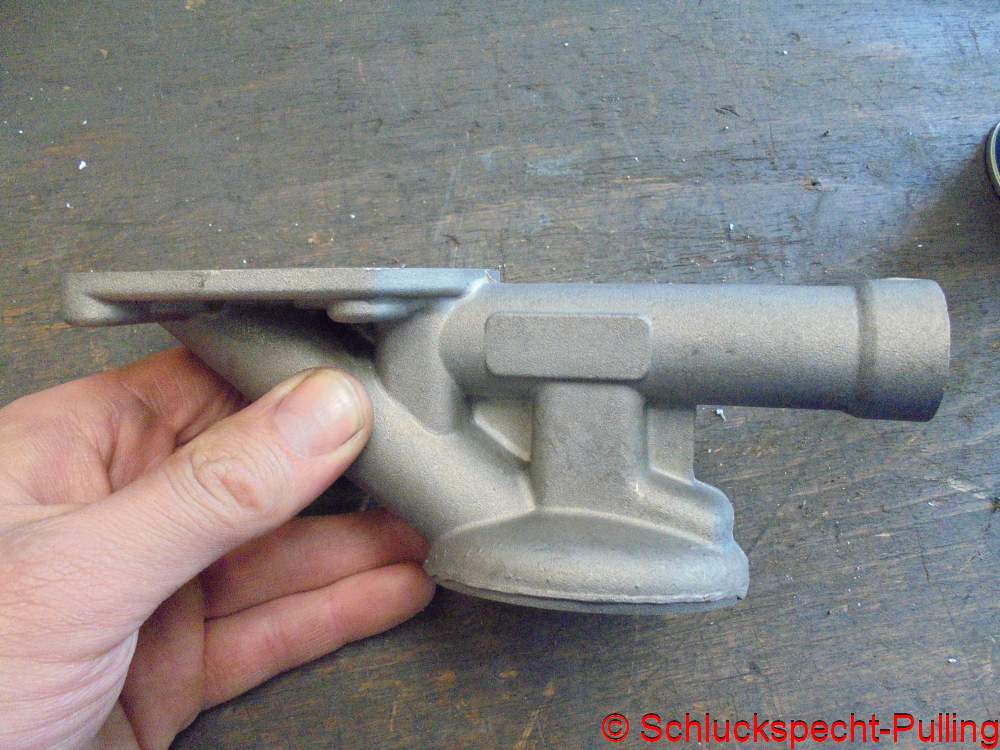
Zusammen mit einem passenden Trichter soll der Filter später mal das Aluminium für den Kolben filtern. Unerwünschte Fremdkörper (Oxidhäute, Spinelle etc.) gelangen so nicht in den Kolben….macht Sinn.
Together with a suitable funnel, the filter should later filter the aluminum for the piston. Unwanted impuritys (oxide skins, spinels, etc.) do not get into the piston….makes sense.

Dann erreichte uns noch ein Paket aus Essen. In ihm befindet sich Lagermetall…soviel sei schon verraten. 😉
Und zu guter letzt….
Then we received a package from the city of Essen. It contains bearing metal…that much can already be revealed. 😉
And finally….

…hat Alex die Turbolader ausgepackt. Diese gehen zur Generalüberholung zu Thommy Mathmann. Sie sind zwar eigentlich zu klein aber auseinander fliegen sollen sie uns trotzdem nicht. Die Brocken tun dem Motor nicht so gut 😉 😉
Wie anfangs schon erwähnt komme ich hier mit dem Beitrag schreiben nicht mehr hinterher. Daher kann ich schon verraten das bald mal wieder ein Beitrag aus der Rubrik „Kacke am Stock“ kommen wird. 😉 Insgesamt sind wir aber auf einem guten Kurs den Schlepper rechtzeitig zum Saisonstart fertig zu haben.
Bleibt mir nicht mehr viel übrig als ein Stoßgebet gen Himmel zu senden das der Krieg in der Ukraine möglichst bald enden möge…was ein Wahnsinn…. Vielleicht schaffen wir es ja bis Mitte oder Ende diesen Jahres endlich mal wieder normal durchs Leben gehen zu können. Zwei Jahre Coronascheiß und dann noch ein Krieg in Europa sind irgendwann einfach mal zu viel des Schlechten.
In dem Sinne: Bleibt gesund und bleibt dran!
…Alex unpacked the turbochargers. These go to Thommy Mathmann for a general overhaul. They are actually too small for us, but we still don’t want them to blow up. The chunks are not so good for the engine 😉 😉
As mentioned at the beginning, I can’t keep up with the posts here. Therefore, I can tell you that there will be a post from the „Bullshit“ section soon. 😉 Overall we are on the right way to have the tractor ready in time for the start of the season.
I don’t have much choice but to send a quick prayer to heaven that the war in the Ukraine may end as soon as possible… what a madness…. Maybe we’ll finally be able to go through life normally again by the middle or end of this year . Two years of Corona shit and then also war in Europe is just too much of a bad things at some point.
In this sense: Stay healthy and stay tuned!