Die letzten Vorbereitungen laufen. Simon sorgt für Sauberkeit und Glanz 😉
The final preparations are underway. Simon ensures cleanliness and shine 😉
Alles vorbereiten für den finalen Testlauf. Spoiler: Es hat alles geklappt. Läuft wie ein Uhrwerk!
Prepare everything for the final test run. Spoiler: Everything worked out. Runs like clockwork!
Unser neuer „Ölwagen“. Dieses Geschmiere mit dem grünen SAE 50 ging mir einfach auf die Nüsse 😉
Our new „oil truck“. This mess with the green SAE 50 just got on my nerves 😉
Vielen Dank an die Hubraumteufel für das Bier! ich denke Füchtorf wird es nicht überleben…
Many thanks to the „Hubraumteufel“ for the beer! I think it won’t survive Füchtorf…
Ein bisschen Technik haben wir auch noch. Links das serienmäßige Federpaket. Rechts eine „Norm“feder von Gutekunst.
We still have a bit of technology. On the left is the standard spring package. On the right is a “standard”spring from Gutekunst.
Die Feder muss direkt mal in unseren Ventiltriebnachbau für die Drehbank eingebaut werden. Besser als es auf gut Glück im Motor zu probieren 😉
The spring has to be installed directly into our valve train replica for the lathe. Better than trying it in the engine if you’re lucky 😉
Und sie passt.
And it fits.
Hier mal die umgeschliffene Nocke. 312° Steuerzeit bei 16mm Hub. Das ist schon eine Ansage!
Here’s the reground cam. 312° opening time with 16mm stroke. That’s quite an announcement!
Schon besser als die Serienmäßigen 13mm. Wie viel das bringt? Ich denke die Fließbank wird eine grobe Antwort liefern können.
Already better than the standard 13mm. How much does that bring? I think the flowbench will be able to provide a rough answer.
Aber wie könnte es auch anders sein? Große Änderung, große Probleme. Die spezielle Konstruktionsweise der Transmashventile führt dazu, dass die untere Einstellscheibe nicht mehr auf dem Ventilschaft zentriert und vor allem nicht mehr gegen Verdrehung gesichert wird. Das ist ganz schlecht und wird später eine größere Anpassung erforderlich machen. Naja, einfach kann ja jeder 😉
But how could it be otherwise? Big change, big problems. The special design of the transmash valves means that the lower adjusting disk is no longer centered on the valve stem and, above all, is no longer secured against rotation. This is very bad and will require a major adjustment later. Well, if it were easy, anyone can do it 😉
Wir sind auf alle Fälle guter Dinge das man auch in der knapp bemessenen Zeit zwischen Füchtorf und Anholt alle 48 Ventilfedern wechseln kann…ganz ohne den Zylinderkopf abnehmen zu müssen.
We are definitely positive that all 48 valve springs can be changed in the short time between Füchtorf and Anholt…without having to remove the cylinder head.
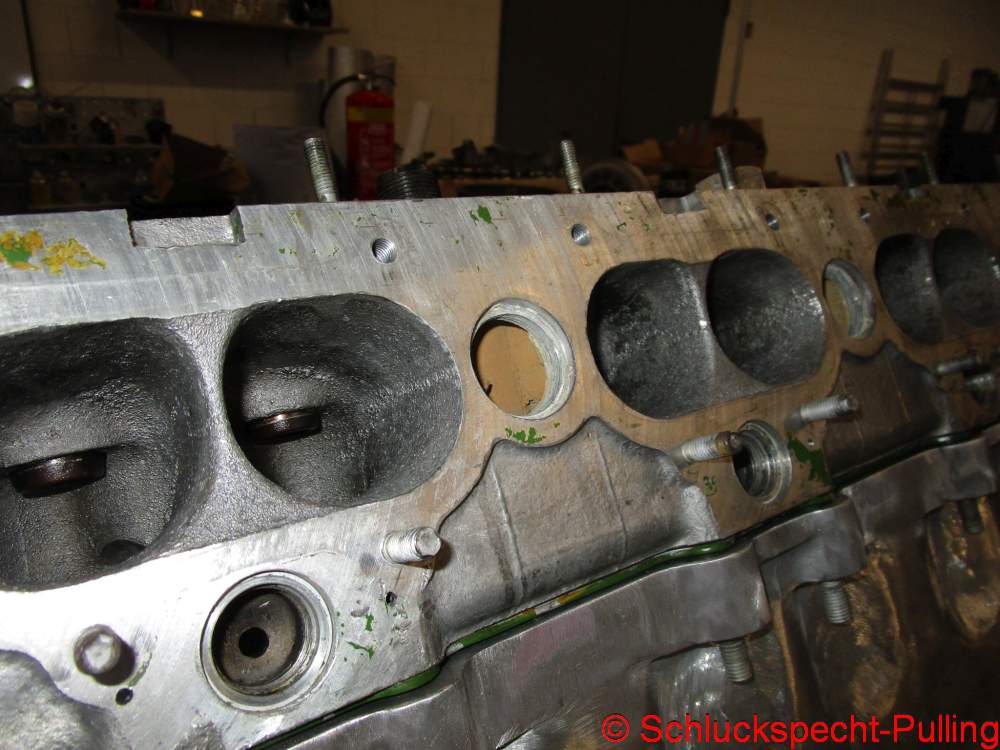
Und wenn man sich dann mal so mit dem Kopf beschäftigt, fallen einem immer mehr Varianten und Besonderheiten auf. Bei diesem speziellen Kopf aus dem Lager wird eventueller Leckdiesel der Einspritzdüse über ein Loch in den Einlasskanal geleitet…ganz nett…aber vollkommen untauglich für einen hoch aufgeladenen Methanolmotor 😉
And when you work around with the head, you notice more and more variations and special features. With this special head from the stockpile, any diesel leakage from the injection nozzle is directed through a hole into the inlet channel… nice… but completely unsuitable for a highly charged methanol engine 😉
Das der Kolben mal fürchterlich im Zylinderkopf angeschlagen sein muss wird da direkt zur Nebensache….
The fact that the piston must have hit the cylinder head terribly becomes a minor matter…
Abschließen möchte ich den Beitrag mit wunderschönen Teilen aus dem Antriebsstrang die nun zum finalen Nitrieren gehen.
Ich würde sagen wir haben richtig Bock auf Füchtorf! Endlich wieder alle die positiv Bekloppten wieder treffen die man ziemlich genau seit einem halben Jahr nicht mehr gesehen hat und dabei dem schönsten, stärksten und schwersten Motorsport der Welt nachgehen. Geil.
I would like to conclude the article with beautiful parts from the drive train that are now going to the final nitriding.
I would say we are really keen on Füchtorf! Finally meet all the positively crazy people again who you haven’t seen for almost half a year and enjoy the most beautiful, strongest and heaviest motorsport in the world. Cool.
In ziemlich genau einer Woche stehen wir in Füchtorf auf der Bahn! Saisonstart! Alle Infos zur Veranstaltung gibt es mit einem Klick aufs Bild.
In almost exactly a week we’ll be on the track in Füchtorf! Start of the season! All information about the event can be found by clicking on the picture.
Aber auch wer nicht vor Ort sein kann, der wird von Floating Finish bestens versorgt! Mit einem Klick aufs Bild kommt Ihr zum Stream. Einfach Kanalmitglied werden und weitere Vorteile genießen.
But even if you can’t be there, Floating Finish will provide you with the best possible care! Click on the picture to go to the stream. Simply become a channel member and enjoy additional benefits.
Eine Woche später geht es direkt in Anholt weiter. Am Samstag werden wir sowohl mit dem kleinen Schluckspecht wie auch mit dem großen Schluckspechtzeraptor anhaken!
A week later we continue directly in Anholt. On Saturday we will hook on both the small Schluckspecht and the large Schluckspechtzeraptor.
Jetzt aber wieder an die Arbeit. Für den neuen Trecker gibt es noch viel zu tuen! Die Zahnräder kennt ihr ja schon. Die richtige Breite haben sie jetzt. Nun müssen noch die Zähne zurück genommen werden damit der Spänegehalt im Öl nicht zu hoch wird 😉
Now back to work. There is still a lot to do for the new tractor! You already know the gears. They now have the correct width. Now the teeth have to be taken back so that the chip content in the oil doesn’t get too high 😉
Jetzt kommt mal wieder ein Beispiel von „Man kann es auch komplizierter machen als es sein müsste.“
Now here’s another example of „You can make it more complicated than it needs to be.“
Nach bestimmt 10 Minuten pro Seite hat man dann die Zähne zurück genommen… Was ein Brimborium….
After about 10 minutes on each side you took your teeth back… What a fuss…
So geht es einfach schneller. Die Wendeplatte ist danach zwar hin, aber bis dahin macht sie kurzen Prozess 😉
It’s just quicker this way. The turning plate will be gone after that, but until then it will make short work of it 😉
Nach einer etwas „ausgeprägteren“ Entgratarbeit und dem Einbringen von Schmiernuten kommt tatsächlich was Brauchbares bei raus.
After a little more “extensive” deburring work and the grinding of lubrication grooves, something usable actually comes out.
Die Planetenachsen mussten auch noch gekürzt werden. Hier habe ich direkt auf Schleifversuche verzichtet und eine weitere Wendeplatte geopfert 😉
The planetary axes also had to be shortened. Here I decided not to try grinding and sacrificed another turning insert 😉
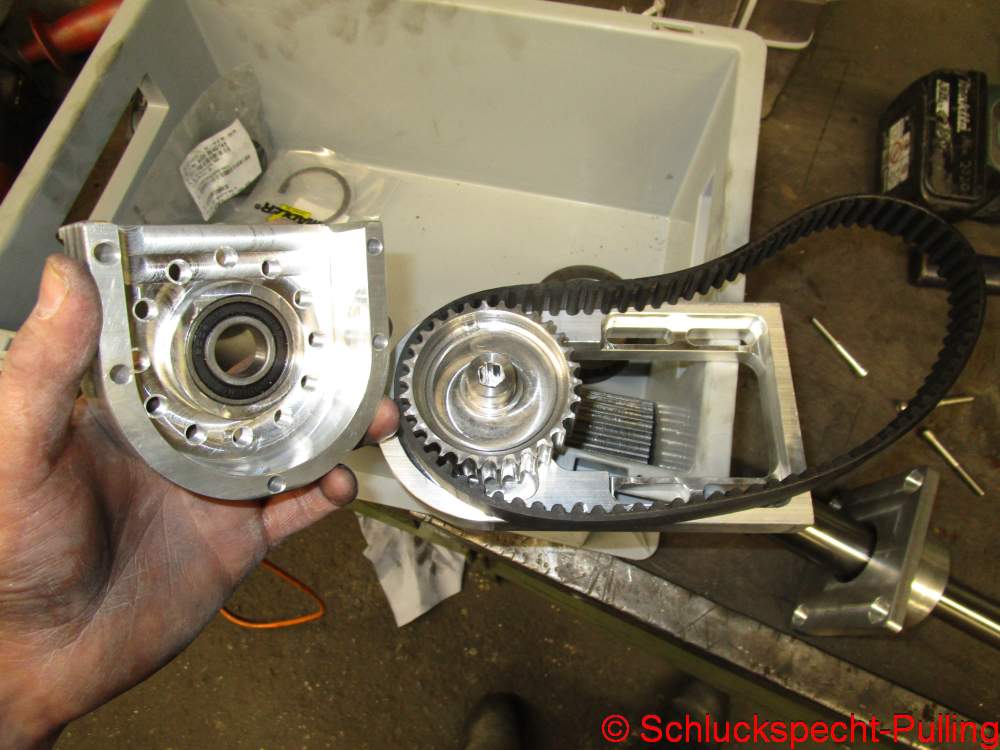
ACHTUNG, DISCLAMER: Jetzt kommt ein echter Maschinenbauporno. Wir machen eine Probemontage des Planetengetriebes. *sabber*
ATTENTION, DISCLAMER: Now comes some real mechanical engineering porn. We do a test assembly of the planetary gear. *drool*
Die Nadelrollen der Plantenräder werden mit giftgrünem Fett „eingeklebt“. Wichtig ist, dass es giftgrün ist…sonst wird das nichts 😉
The needle rollers of the planet wheels are „glued“ with bright green grease. It’s important that it’s bright green…otherwise it won’t work 😉
Na? Steigt die Erregung?
Does excitement increase?
Es passt! Leider geil!
It fits! Unfortunately nice!
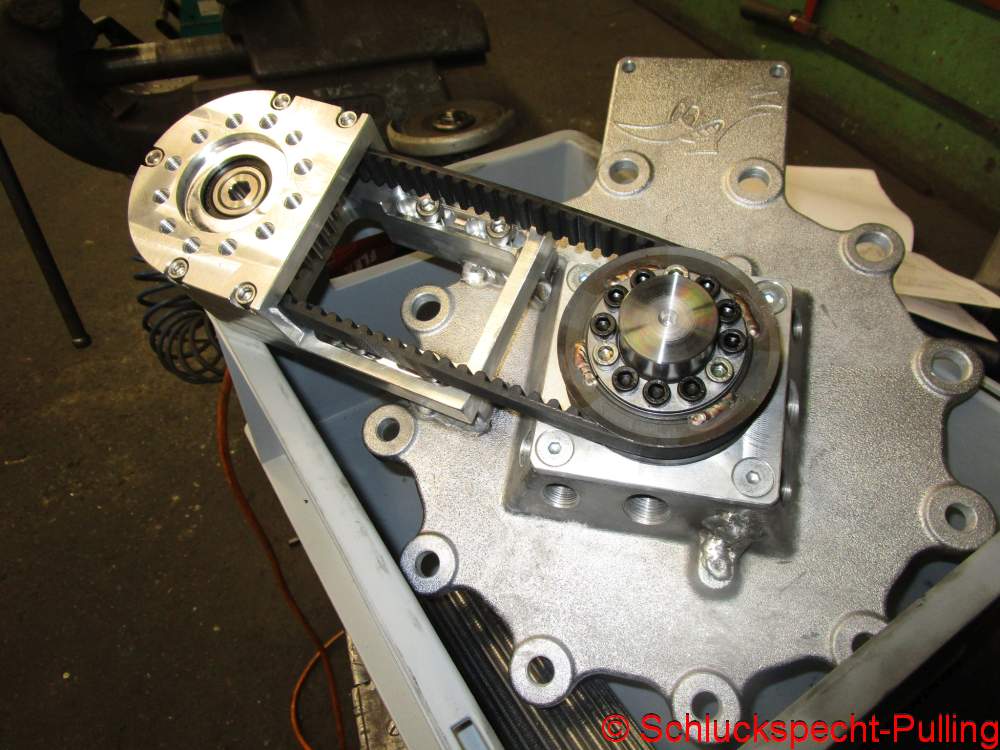
Wir montieren weiter…..
We continue to assemble…
Höhepunkt! Alles passt! Das ist ein geiles Gefühl und man weiß wieder genau warum man Maschinenbau studiert hat. 😉 😉
Climax! Everything fits! It’s a great feeling and you remember exactly why you studied mechanical engineering. 😉 😉
Deckel drauf….
Cover on…..
…Kupplungswelle rein….
…clutch shaft in….
…tja, und hier kommen wir nicht weiter. Warum? Das sehen wir jetzt…..
…well, we’re not getting anywhere here. Why? This is what we see now…
Das Sonnenrad wird natürlich integral mit der Abtriebswelle gefertigt.
The sun gear is of course manufactured integrally with the output shaft.
Die Steckverzahnung ist schon mal drauf.
The spline is already there.
Das eigentliche Zahnrad wird erst vorgeschruppt….
The actual gear is first roughed…
…und dann über ein 3D Programm mit dem Kugelfräser (Hurco Fräsen sind einfach geil 😉 ) abgezeilt.
…and then finished using a ball mill and a 3D program (Hurco milling machines are simply awesome 😉 ).
Etwas säubern und entgraten…fertig 😉
Clean and deburr a little…done 😉
Damit können wir dann auch weiter machen.
We can then continue with this.
Die „Unterlegscheibe“ ist nicht nur vergütet wie im Reglement gefordert, nein ich habe sie sogar noch nitrieren lassen…..leicht übertrieben 😉
The „washer“ is not only tempered as required in the technical rules, no, I even had it nitrided…..slightly exaggerated 😉
Alles passt! Wieder mal: Total geil!
Everything fits! Again: Totally awesome!
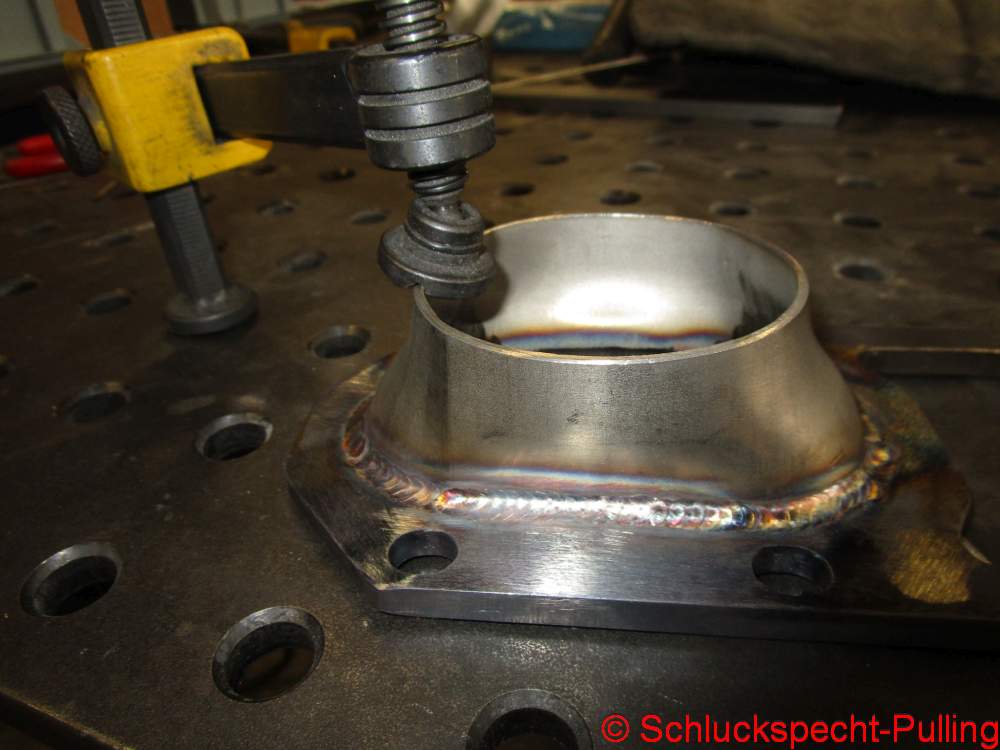
In der Zwischenzeit macht sich Alex mal wieder Spaß mit dem Abgaskrümmer.
In the meantime, Alex is having fun with the exhaust manifold again.
Wir wollen das ja alles einmal gescheit machen. Also werden die Flansche schön auf eine einheitliche Höhe geschliffen.
We want to do it all properly. So the flanges are nicely ground to a uniform height.
Wenn man morgens um halb sieben einen solchen Himmel sieht, dann kann das entweder bedeuten das die Englein backen….oder aber das wir im Jahr voran schreiten und Füchtorf bald vor der Türe steht.
If you see a sky like this at half past six in the morning, it can either mean that the little angels are baking…or that we are moving forward in the year and Füchtorf will soon be at the door.
Etwas später als geplant (was ein Scheißwetter) wollten wir den großen Trecker starten um zu sehen ob alles richtig läuft. Das Ergebnis könnt Ihr euch hier ansehen:
Ich würde sagen das geht soweit alles in Ordnung. Und Spoiler: Ihr könnt erahnen wer in Füchtorf fährt 😉
A little later than planned (what terrible weather) we wanted to start the big tractor to see if everything was going correctly. You can see the result here:
I would say everything is fine so far. And spoiler: You can guess who is driving in Füchtorf 😉
Die neue Kühlerfigur kann sich ein Grinsen nicht verkneifen 😉 😉
The new hood ornament can’t help but grin 😉 😉
Genug gespielt: Zurück an die Arbeit. So eine große 4te Achse ist super…nur manchmal wird es ob der Größe „etwas“ eng.
Enough playing: back to work. Such a large 4th axis is great… but sometimes it gets a little tight because of the greatness.
Mit einer leicht umgeschliffenen Wendeplatte….
With a slightly reground milling insert….
…entstand die vorerst letzte Steckverzahnung.
…the last spline was created.
Und es wurde wirklich noch mal eng….. 😉 😉
And it really got tight again… 😉 😉
Da kommt die verzahnte Welle später mal zum Einsatz.
The toothed shaft will be used later.
Dieses Bild lässt einen nichts gutes erahnen. Genau…das sind die scheiß Schalter die uns letztes mal in Füchtorf beinahe den Start gekostet hätten. Genau genommen sind das schon die neuen…deutlich besseren Schalter. Aber die fühlen sich schon wieder Kacke an… *grml*
This picture doesn’t bode well. Exactly…those are the shitty switches that almost cost us the start last time in Füchtorf. Strictly speaking, these are the new…significantly better switches. But they feel like shit again… *grml*
Jetzt kommen da die Endgegnerschalter rein. Von 1,50 Euro Schaltern, zu 8 Euro Schaltern zu den jetzigen. 45 Euro das Stück aber dafür „Military Grade“ und „Mil-Spec“. Wenn die auch kaputt gehen dann schreie ich…versprochen.
Now the boss switches come in there. From 1.50 euro switches, to 8 euro switches, to the current ones. 45 euros a piece but “Military Grade” and “Mil-Spec”. If they break too I’ll scream…promise.
Themensprung. Wir sind mal wieder am ehemaligen Le Coiffeur. Die Steckachsen sind raus.
Topic jump. We are once again at the former Le Coiffeur. The outer planetary axles are out.
Während Alex vorne an der Welle dreht….
While Alex turns the shaft at the front…
….pennt Stefan auf dem Differential 😉
….Stefan is sleeping on the differential 😉
Natürlich nicht. Wir haben die Übersetzungen ausgedreht. Die Außenplaneten haben 5,2 und das Differential 3,9. Das ist für unseren Fall „etwas“ zu schnell. Ok, wenn die Transe das später mal sauber durchdreht können sich sämtliche europäischen Spitzenteams warm anziehen 😉 😉
Of course not. We turned out the translations. The outer planets are 5.2 and the differential is 3.9. That’s „a little“ too fast for our case. Ok, if the trans(mash) will turn it right later, all the top european teams can dress warmly 😉 😉
„Der Laie staunt, der Fachmann wundert sich.“ 😉
„The layman is amazed, the expert is wondering.“ 😉
Auch die etwas langsamere Übersetzung im Lager ist immer noch deutlich zu schnell. Da muss was neues her…sollte machbar sein.
Even the slightly slower gear ratio in the stockpile is still clearly too fast. There has to be something new…it should be possible.
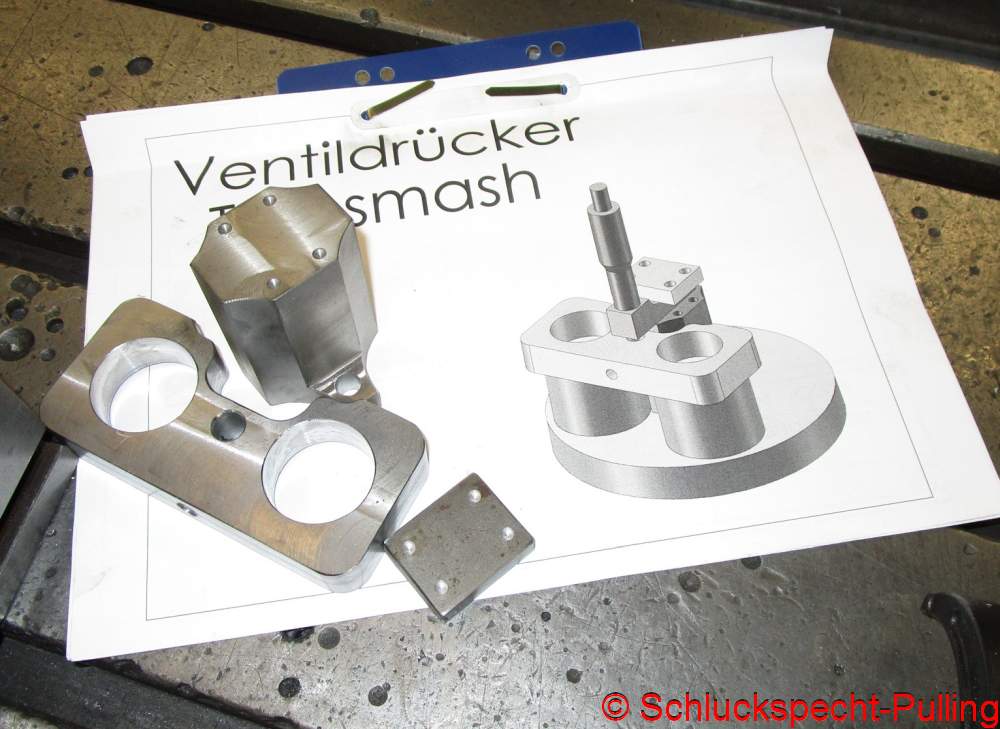
Wieder mal ein abrupter Themenwechsel. Das Einstellen der Ventile beim Transmash gestaltet sich etwas schwieriger als bei anderen Motoren. Aus diesem Grund ist eine Art Klammer entstanden die den unteren Ventilteller greift.
Another abrupt change of subject. Adjusting the valves on the Transmash is a little more difficult than on other engines. For this reason, a kind of clamp was created that grips the lower valve plate.
Sie sehen: Eine Nockenwelle, Teile vom Ventiltrieb und ein Teil aus vergangenen Beiträgen, eingespannt in einem Multifix-Halter. Das kann nicht gut enden 😉
You see: A camshaft, parts of the valve train and a part from previous articles, clamped in a Multifix holder. This can’t end well 😉
Die Nockenwelle hatte dann noch einen Termin bei „Dr. Flex“.
The camshaft then had an appointment with “Dr. Anglegrinder”.
Nur was bauen wir da bitte?
Just what are we building?
Ist doch klar….einen Dämpfer falls man den Reitstock mal wieder zu kräftig zum Futter schiebt. 😉 😉
It’s clear…a damper if you push the tailstock too hard towards the chuck. 😉 😉
Oder haben die bekloppten Sauerländer den Ventiltrieb nachgebaut und auf die Drehbank gespannt? Schon eher 😉
Or did the crazy Sauerländer people recreate the valve train and put it on the lathe? More like that 😉
Randnotiz: Das ist der maximale Ventilhub im Serienzustand. Da könnte mehr gehen….
Side note: This is the maximum valve lift in stock condition. There could be more…
Aber das ist eher der Grund warum wir das machen…….
But that’s more the reason why we do this……
Drehzahl bitte!! Tja, und hättet Ihr Floating Finish geschaut, wüsstet Ihr das das Ergebnis eine Vollkatastrophe war. Unsere Ventilfedern sind deutlich(!) zu schwach.
Turn it please!! Well, if you had watched Floating Finish, you would have known that the result was a complete disaster. Our valve springs are clearly(!) too weak.
Da man aber genau nichts erkennt, nur hört, haben wir uns entschlossen eine Stroboskoplampe zu besorgen. Die ersten Resultate scheinen gut zu sein…
Since you can’t see exactly anything, you can only hear it, we decided to get a strobe light. The first results seem to be good…
…aber nur wenn man die Maschinenbeleuchtung hochprofessionell mit Pappe abdunkelt 😉 Das ganze wird sicher ein ziemlich geiles Video werden.
…but only if you professionally darken the machine lighting with cardboard 😉 The whole thing will definitely be a pretty awesome video.
Thematisch bleiben wir bei den Ventilfedern. Wir haben nämlich den tollkühnen Plan zwischen Füchtorf und Anholt die Ventilfedern beim Schluckspechtzeraptor zu tauschen….ohne die Köpfe abzunehmen. Das erfordert spezielle Vorrichtungen…..die man allerdings auf für einen „normalen“ Ventil/Federtausch sehr gut verwenden können sollte.
We’ll stay on topic with the valve springs. We have a daring plan between Füchtorf and Anholt to swap the valve springs on the Schluckspechtzeraptor… without removing the heads. This requires special devices… which you should be able to use for a „normal“ valve/spring replacement.
Mittels eines hochspezialisierten Zentrierbohreres….
Using a highly specialized center drill…
….bohren wir passgenaue…..
….we drill precisely fitting…..
….Anbohrungen in eine Stahlplatte.
….points into a steel plate.
Eventuell erahnt man jetzt auch warum es die Klammer braucht. Dazu später aber mal mehr…
Maybe you can now guess why the bracket is needed. But more on that later…
Manchmal muss man einfach mal den Kopf frei bekommen. Und womit geht das besser als mit einem massiven Edelstahlklotz auf der Drehbank? 😉
Sometimes you just need to clear your head. And what better way to do this than with a solid stainless steel block on the lathe? 😉
Unter Zerspanung großer Mengen Metall entstehen diese formschönen…..ja was denn eigentlich? 😉
These beautifully shaped shapes are created by machining large amounts of metal… well, what exactly? 😉
Erstmal anreißen und Bohren….
First, mark and drill…
Ok, so schwer war das jetzt nicht…. das sind die Flansche für den Turboauslass. Streng nach Reglement damit die Abgasturbine nicht den Weg aus dem Auspuff findet. 😉
Ok, it wasn’t that hard… these are the flanges for the turbo outlet. Strictly according to the regulations so that the exhaust gas turbine cannot find its way out of the exhaust. 😉
Oha, das Ende dieses Beitrages kam dann auch für mich zu überraschend 😉 😉 Ich würde sagen, falls kein Beitrag mehr kommen sollte, sehen wir uns in Füchtorf. In diesem Sinne: Bleibt dran!
Oh, the end of this post came as too much of a surprise for me 😉 😉 I would say that if there is no more post, we’ll see each other in Füchtorf. With this in mind: stay tuned!
So Leute, starten wir nach den Osterfeiertagen mal ganz langsam, aber sicher in den neuen Beitrag….
So guys, let’s start the new post slowly but surely after the Easter holidays…
Simon hat sich die Reifen vom Schluckspechtzeraptor vorgenommen und diese geschliffen. Scharfe Stolle und raue Flächen sollten deutlich mehr Vortrieb bringen 😉
Simon took the tires of the Schluckspechtzeraptor and ground them. Sharp edges and rough surfaces should provide significantly more grip 😉
Damit kommen wir auch schon zum namensgebenden Teil dieses Beitrages.
This brings us to the eponymous part of this article.
Mittels sinnreicher Abwicklungen und Schablonen werden die Einzelteile für die Ansaugbrücke ausgeschnitten…..
Using clever designs and templates, the individual parts for the intake manifold are cut out…
…und sogleich verschweißt.
…and immediately welded.
Dadurch, dass alles im CAD konstruiert wurde, ist es eher ein Baukasten und Anpassungen werden auf ein Minimum reduziert.
Because everything was designed in CAD, it is more of a modular system and adjustments are reduced to a minimum.
Die Klöpperböden sind fertige Normteile…müssen natürlich noch umgearbeitet werden. 😉
The dished bottoms are finished standard parts…of course they still need to be reworked. 😉
Schablone…..
Template…..
….Bandsäge….
….Band saw….
…fertig.
…done.
Damit es an der Ansaugbrücke weiter gehen kann, müssen noch Gewinde für Stehbolzen gebohrt werden.
In order to continue working on the intake manifold, threads for stud bolts still need to be drilled.
Später kommen da natürlich gescheite Formstücke zum Einsatz. Zum Schweißen der Brücke reicht es aber auch so 😉
Of course, clever fittings will be used later. But it’s enough to weld the manifold 😉
Auch hier ist es mehr ein Zusammenstecken als aufwändige Anpassarbeit.
Here, too, it’s more of a matter of putting things together than of complex adjustment work.
Alles grob zusammen heften….
Roughly tack everything together…
….und schon kann man das fertige Resultat erahnen.
….and you can already see the finished result.
Und dann kommt Alex´s part. Ich würde sagen schweißen kann er! 😉
And then comes Alex’s part. I would say he can weld! 😉
Erstaunlicherweise hat sich die Ansaugbrücke fast gar nicht verzogen. So beschränkten sich die Richtarbeit auf ein Minimum.
Surprisingly, the intake manifold hardly warped at all. This meant that the straightening work was kept to a minimum.
Die vorderen Trichter mussten noch ein wenig beschnitten werden…
The front funnels still needed to be trimmed a little…
…damit das Einlassrohr Platz nehmen konnte.
…so that the inlet pipe could take place.
Drosselklappenstellung: Langweilig
Throttle position: Boring
Drosselklappenstellung: Spaß 😉
Throttle position: Fun 😉
Auch der 3D gedruckte Luftsammler passt sehr gut. Das führt uns unweigerlich zu der Frage wie die Lücke zwischen Turbos und Sammler geschlossen werden kann. Da ich mittlerweile eine regelrechte Abneigung gegen Silikonschläuche habe, muss eine andere Lösung her.
The 3D printed air collector also fits very well. This inevitably leads us to the question of how the gap between turbos and collectors can be closed. Since I now have a real aversion to silicone hoses, another solution is needed.
Sie sehen: 3D Druckteile, O-Ringe und giftgrünes Fett 😉
You see: 3D printed parts, O-rings and bright green grease 😉
Um es gleich vorweg zu nehmen: Dieser Schellentyp ist nichts neues. Man kann ihn von diversen Herstellern kaufen. Nur ergeben sich damit genau 4 Probleme. Zum einen hab ich keine Lust über 200 Euro pro Schelle auszugeben. Weiterhin bekomme ich sie nicht im genau(!) benötigten Durchmesser und zu allem Überfluss sind die dann auch noch Billet, nix Gussteile. Geht gar nicht. Tja, Problem Nummer 4: Selbermachen ist einfach geiler! 😉
To get straight to the point: This type of clamp is nothing new. You can buy it from various manufacturers. But this results in exactly 4 problems. On the one hand, I don’t want to spend over 200 euros per clamp. Furthermore, I can’t get them in the exact (!) required diameter and, to make matters worse, they are billet, not cast parts. It doesn’t work at all. Well, problem number 4: Doing it yourself is just cooler! 😉
Ich würde sagen wenn die Teile dann mal aus Alu sind….könnte das richtig gut werden….vor allem aber Silikonschlauchfrei. 😉
I would say if the parts are made of aluminum… it could be really good… but especially without silicone tubes. 😉
Stück für Stück komplettiert sich die Ansaugbrücke.
The intake manifolg is completed piece by piece.
Soweit fertig…geil!
So far finished…awesome!
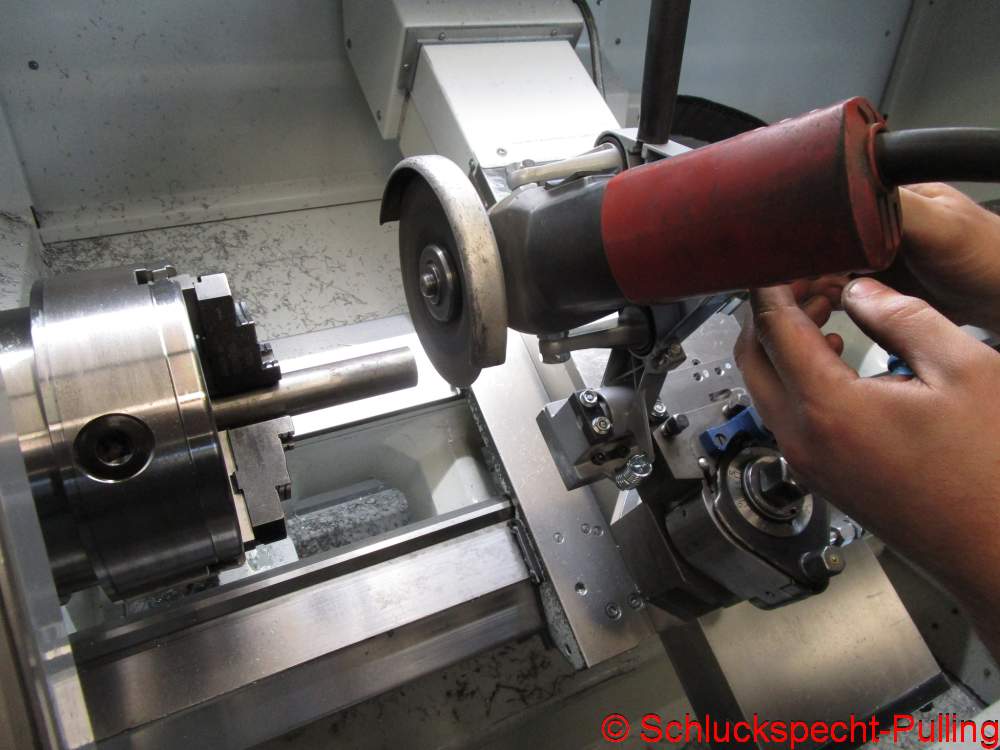
Komplett andere Baustelle. Es ist mal wieder ein Einhandwinkelschleifer in der Drehbank eingespannt. Und auch ein Zahnrad hat im Futter Platz genommen.
Completely different construction site. There is once again a one-handed angle grinder clamped into the lathe. And a gear has also been placed in the chuck.
Und schon fehlen 11mm vom Zahnrad 😉
And already 11mm is missing from the gear 😉
Damit sind die Planetenräder und ihre Achsen schon mal gekürzt….Zeit für eine neue Herausforderung.
This means that the planetary gears and their axles have already been shortened…time for a new challenge.
Bitte sehr…Hohlrad 😉
Here you go…ring gear 😉
Unsere Drehbank ist für so einen Scheiß einfach nicht gebaut 😉
Our lathe just isn’t built for this kind of shit 😉
Mit einigen Anpassungen…..
With some adjustments…
….und einigen verschlissenen Trennscheiben…
….and some worn cutting discs…
….hat das Hohlrad verloren.
….the ring gear lost the battle.
Das Ergebnis von einigen Stunden Trennschleifen auf der Drehbank.
The result of a few hours of cutting on the lathe.
Weiter geht es auf der Flachschleifmaschine wo Hohlrad….
We continue on the surface grinding machine where the ring gear…
…und Planetenräder auf die finale Breite gebracht werden.
…and planetary gears are brought to the final width.
Fast fertig. Nur noch einen Absatz an die Zähne schleifen und ein paar Schmiernuten einbringen.
Almost finished. Just grind a shoulder on the teeth and add a few lubrication grooves.
Bleiben wir beim Planetengetriebe. Da fehlt noch eine Verzahnung. Da schon dutzende mal gezeigt, heute im Schnelldurchgang. Oben ohne Verzahnung.
Let’s stick with the planetary gear. There is still a lack of gearing. Already shown dozens of times, today in quick succession. Top without teeth.
Zack. Verzahnung fertig 😉
Zack. Spline finished 😉
Um den Beitrag jetzt langsam zu verlassen: Trinkhalme aus ganz bösem Plastik!
To slowly leave the post: Drinking straws made of really bad plastic!
Verarbeitet zu einem Strömungsgleichrichter für die Fließbank 😉
Processed into a flow straightener for the flow bench 😉
Damit sind wir dann auch tatsächlich am Ende des Beitrags angekommen. Warum in aller Welt hat Stefan eine Ventilführung in ein Drehteil eingeschlagen und warum wird das unserer Drehbank gar nicht gefallen? Dazu in kommenden Beiträgen mehr 😉 😉
In dem Sinne: Bleibt dran!
So we have actually reached the end of the article. Why on earth did Stefan hammer a valve guide into a turned part and why won’t our lathe like that? More on that in future posts 😉 😉
Bevor wir richtig in den Beitrag starten, möchte ich euch nochmals „Floating Finish“ ans Herz legen. Bald startet die Saison und damit bereits Staffel 2 der Webshow. Wenn Ihr immer auf dem Laufenden sein möchtet was gerade bei den Teams passiert, welche Veranstaltungen etc. anstehen: Abonnieren!
Natürlich auch wenn Ihr mal nicht persönlich bei einer Veranstaltung dabei sein könnt. Die Livestreams sind einfach der Hammer!
Before we really start the article, I would like to recommend “Floating Finish” to you again. The season will start soon and with it season 2 of the web show. If you would like to always be up to date with what is currently happening with the teams, what events, etc. are coming up: Subscribe!
Of course, even if you can’t be at an event in person. The live streams are simply amazing!
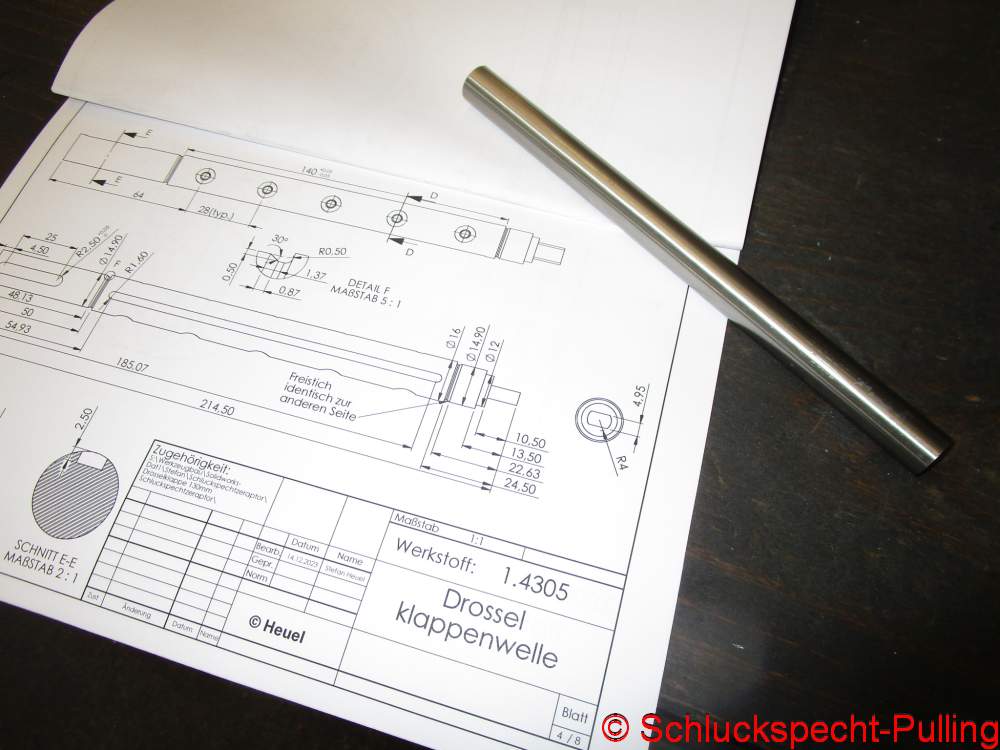
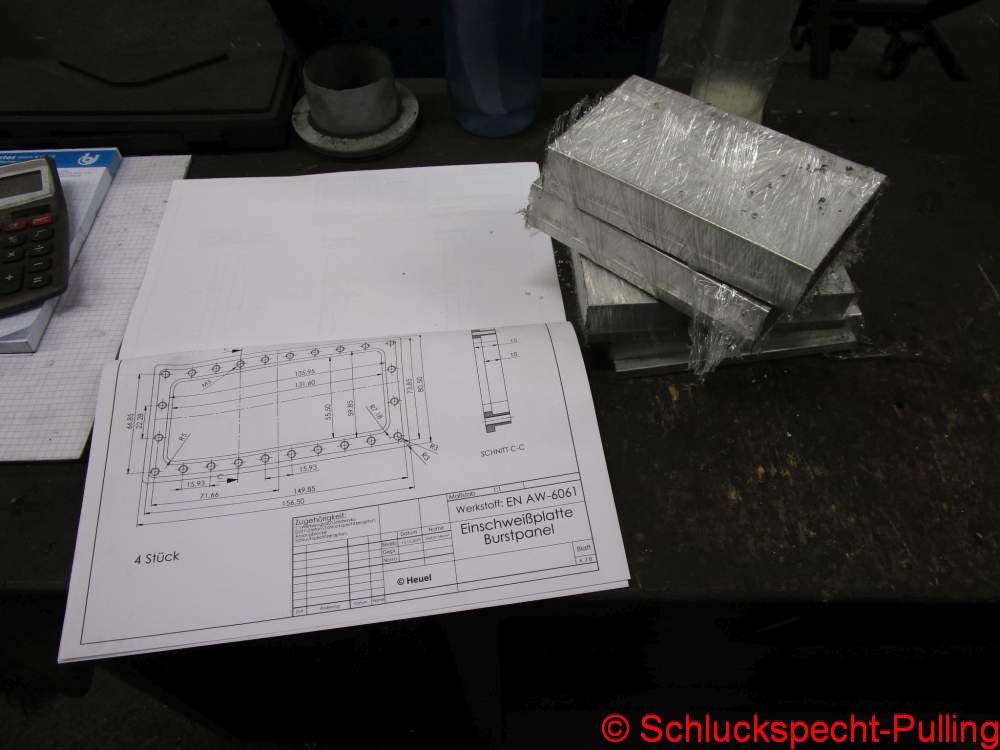
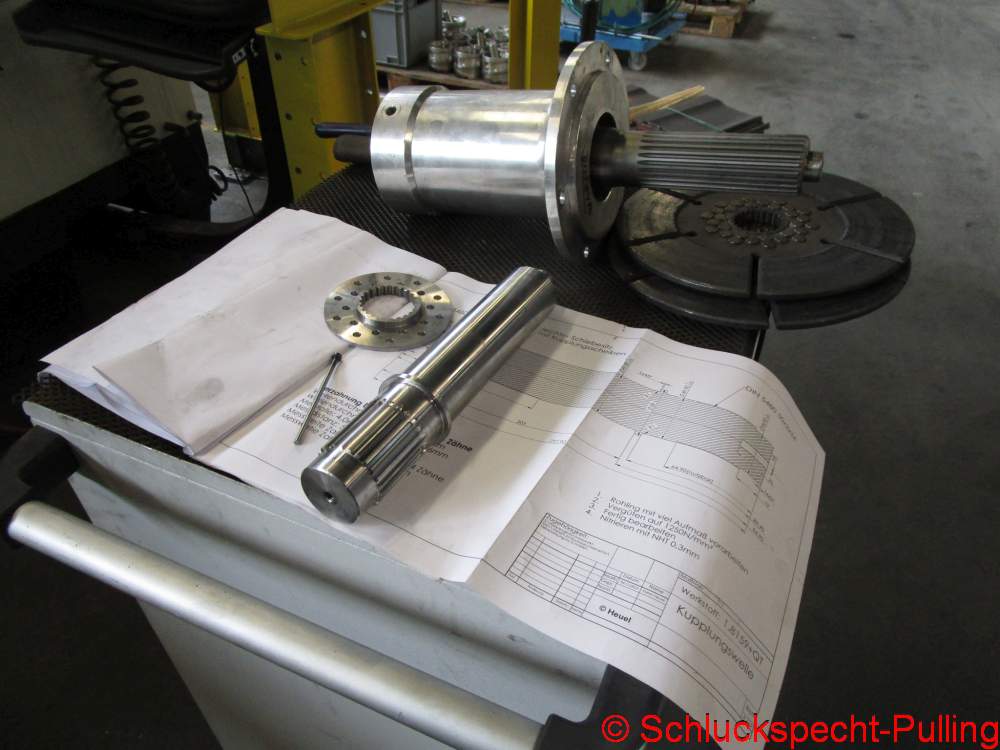
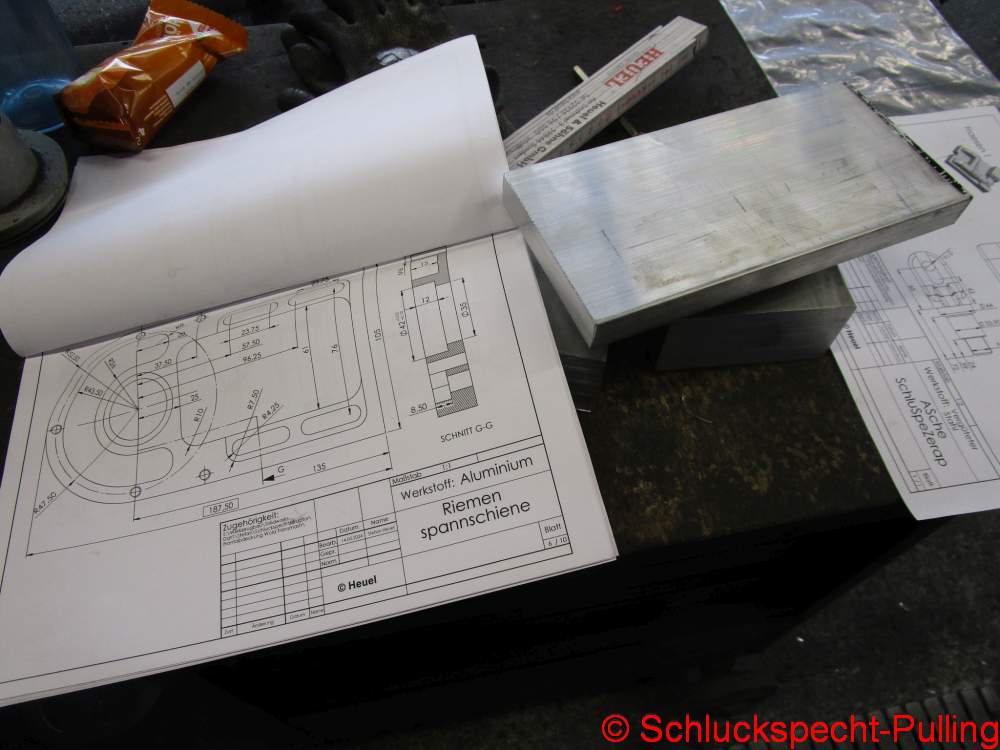
Jetzt aber los mit Luftraumgestaltung Kapitel 1. Sie sehen eine Edelstahlwelle und eine auf chlorfrei gebleichtem DIN A4 Papier gedruckte Zeichnung.
Now let’s get started with airspace design Chapter 1. You see a stainless steel shaft and a drawing printed on chlorine free bleached DIN A4 paper.
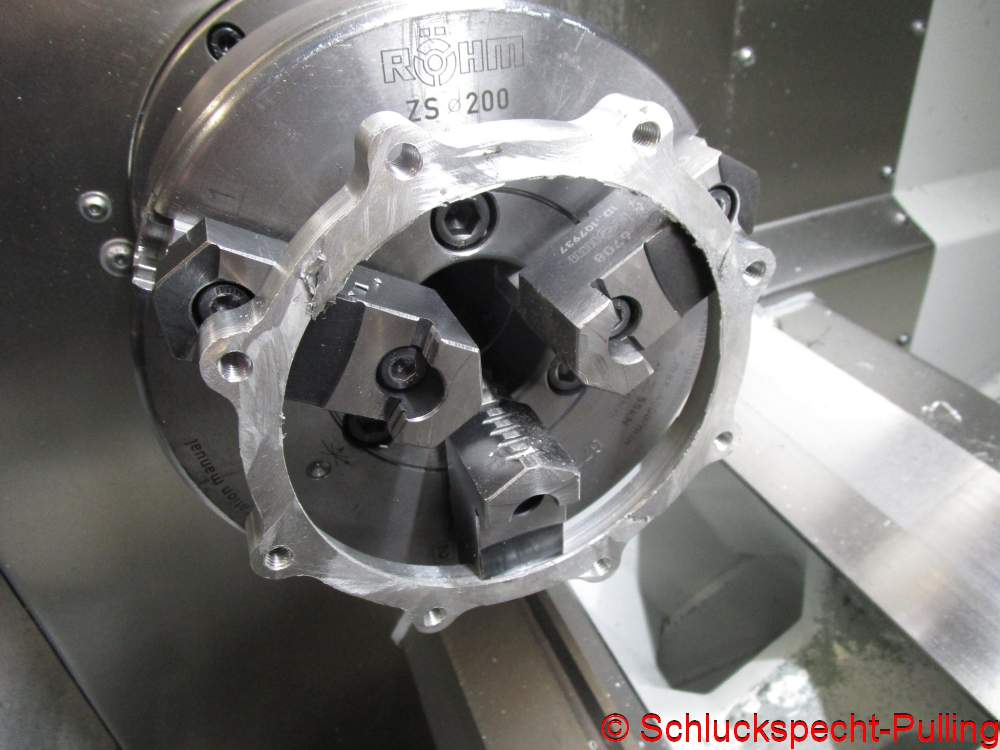
Diese sche*ß Nut hat mich ganze 5 Fräser gekostet! So blöd kann man gar nicht sein….eigentlich…..
This damn groove cost me 5 endmills! You can’t be that stupid…actually…
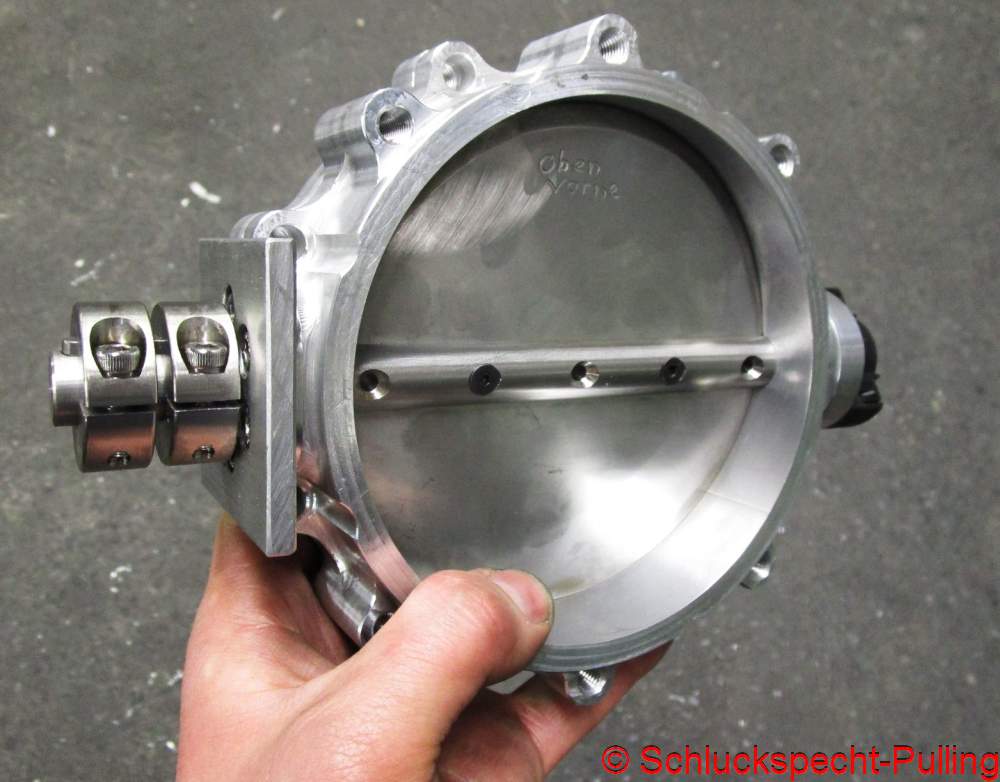
Die Drosselklappe selbst ist aus 3mm Edelstahlblech gelasert. Leicht oval…versteht sich.
The throttle valve itself is laser cut from 3mm stainless steel sheet. Slightly oval…of course.
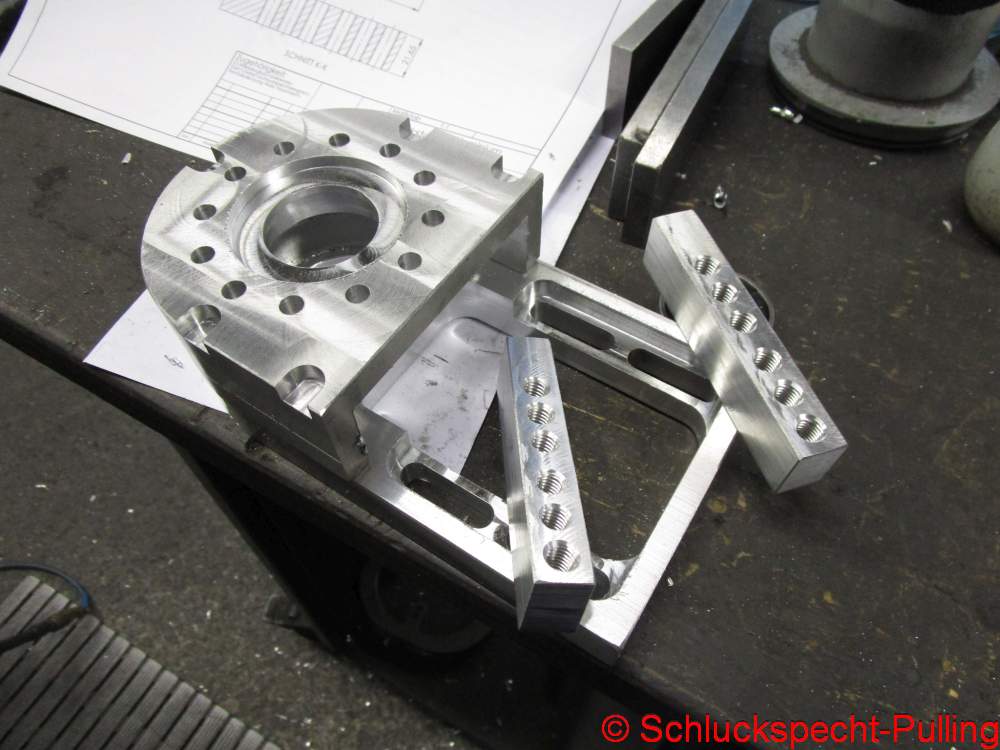
Nachdem der Grundkörper final bearbeitet wurde…..
After the basic body has been finally processed…
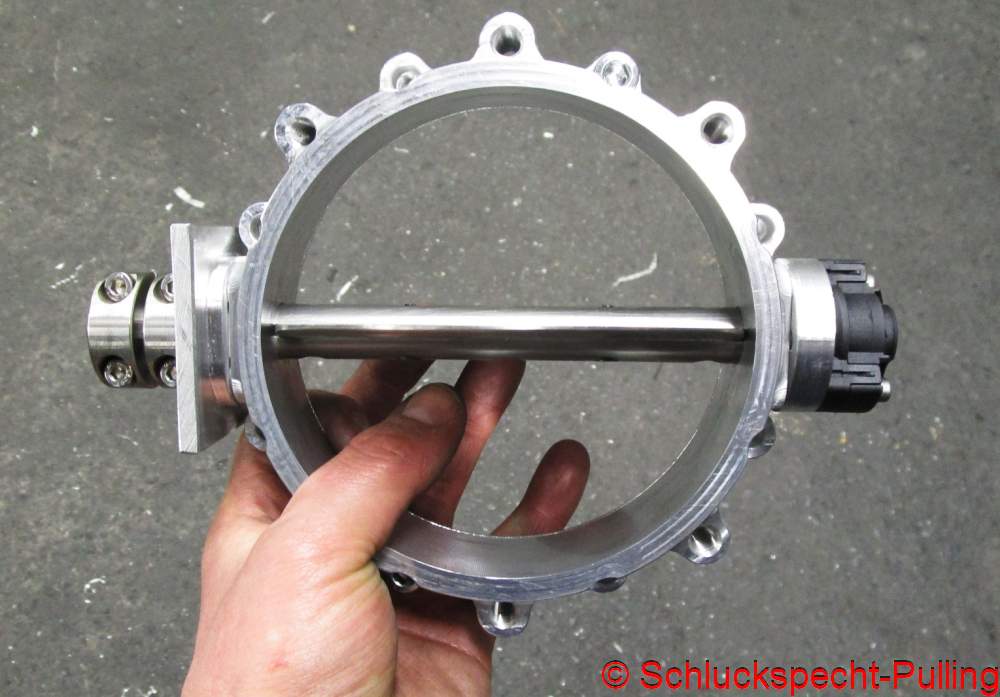
…wurde es Zeit für eine Probemontage. Was soll ich sagen? Es passt und ist zumindest so dicht das ein 39 Liter Motor effektiv gedrosselt werden sollte. Deswegen ja auch Drosselklappe 😉 😉
…it was time for a test assembly. What can I say? It fits and is at least tight enough that a 39 liter engine should be throttled effectively. That’s why there’s a throttle valve 😉 😉
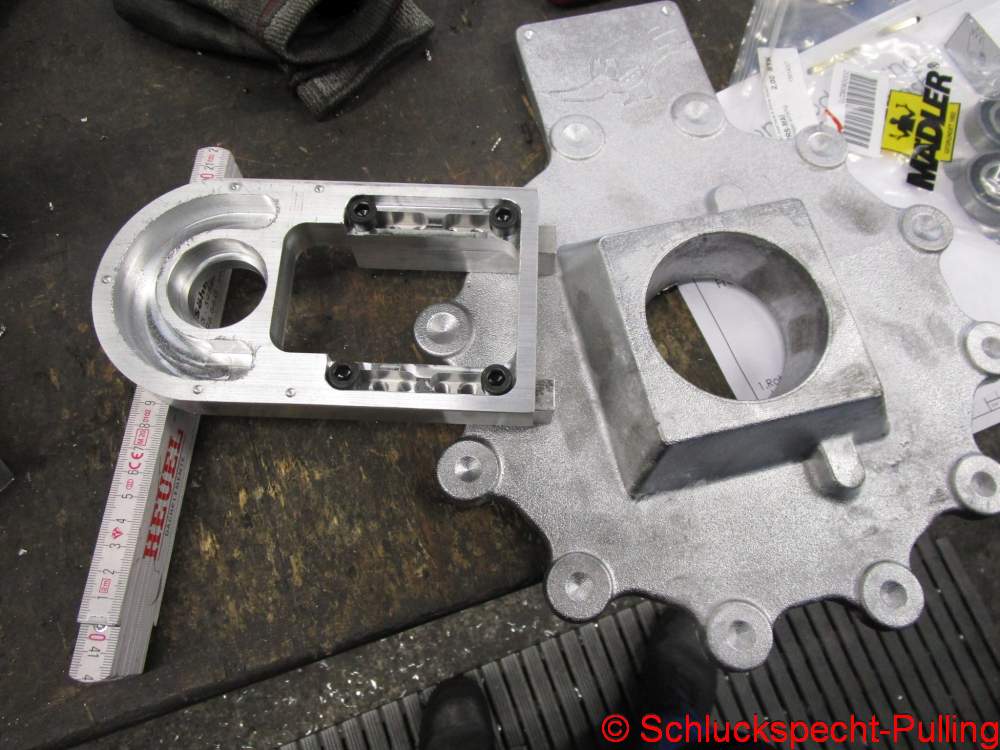
Damit man die Drosselklappe auch irgendwo anschrauben kann….
So that you can screw the throttle valve somewhere…
….muss schnell noch ein Anschweißflansch her.
….we need a welding flange quickly.
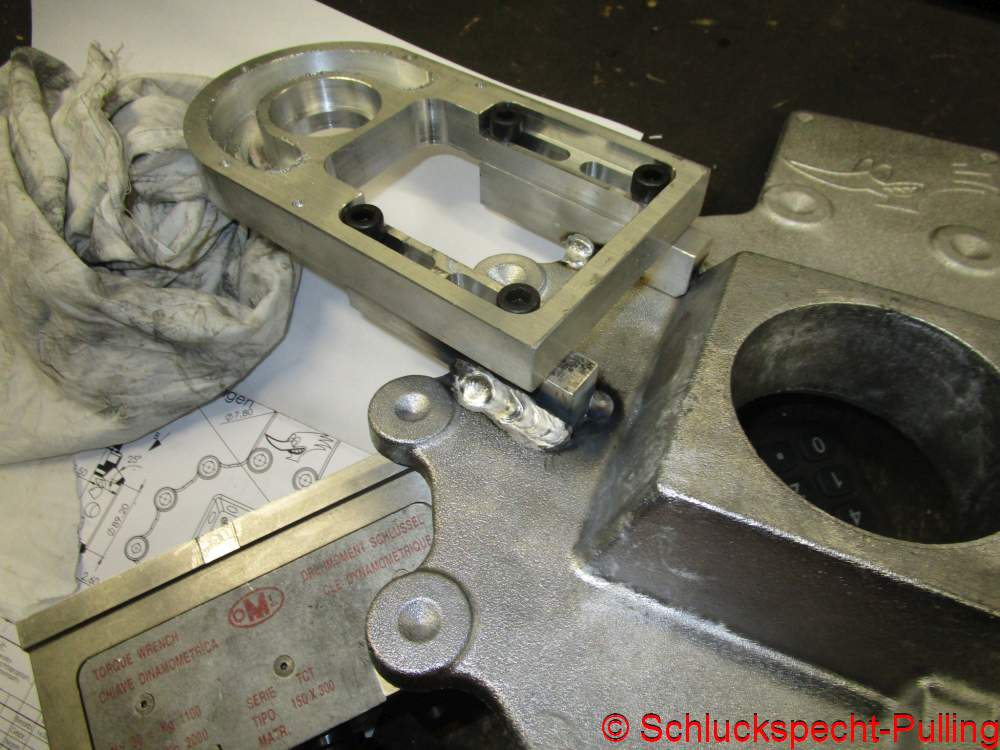
Ich lasse einfach mal die Bilder sprechen 😉
I’ll just let the pictures do the talking 😉
Aber auch das andere Ende des Luftraums muss gestaltet werden….
But the other end of the airspace also needs to be designed…
Bevor wir wieder mit maximalem Brimborium eine Gussform bauen, möchte ich die Passform doch lieber mit einem 3D Druck testen. 😉
Before we build a mold again with maximum fuss, I would rather test the fit with 3D printing. 😉
Gute Technik ist immer schön!Claude Dornier
Good technology is always beautyfull! Claude Dornier
Kommen wir damit zu (Ab)Luftraumgestaltung Kapitel 2.
This brings us to (waste)airspace design Chapter 2.
Alex schweißt Abgaskrümmer. Es ist kaum zu glauben was diese Dinger Zeit fressen!
Alex welds exhaust manifolds. It’s hard to believe how much time these things eat up!
Aber er kommt vorran! 😉
But he’s making progress! 😉
Zur Abwechslung mal keine Luftraumgestaltung 😉 Wir kombinieren ein fürchterlich billiges „Stativ“ mit einem Einhandwinkelschleifer.
No air space design for a change 😉 We combine a terribly cheap „tripod“ with a one-handed angle grinder.
Was dann so aussieht.
Which then looks like this.
Kombiniert man das mit einer mehrere zehntausend Euro teuren Drehbank….
Combine that with a lathe that costs tens of thousands of euros…
Erhält man eine fürchterlich effektive, rotierende Trenneinheit für gehärtete Bauteile. In diesem Fall die Achse eines Magirus Deutz Planetengetriebes.
You get a terribly effective rotating cutting unit for hardened components. In this case the axis of a Magirus Deutz planetary gearbox.
Schöner geht nicht 😉 Wofür das das alle so brauchen…wird werden sehen.
It couldn’t be nicer 😉 We’ll see why everyone needs it…
Luftraumgestaltung Kapitel 3. Ein dickes Alurohr auf dem Bohrwerk….
Airspace design Chapter 3. A thick aluminum tube on the drilling machine….
…und ein Simon der hochkonzentriert Papier schneidet. 😉
…and a Simon who cuts paper with great concentration. 😉
Mit etwas Sprühkleber sind die ruckzuck um das Rohr gewickelt.
With a little spray adhesive they are wrapped around the pipe in no time.
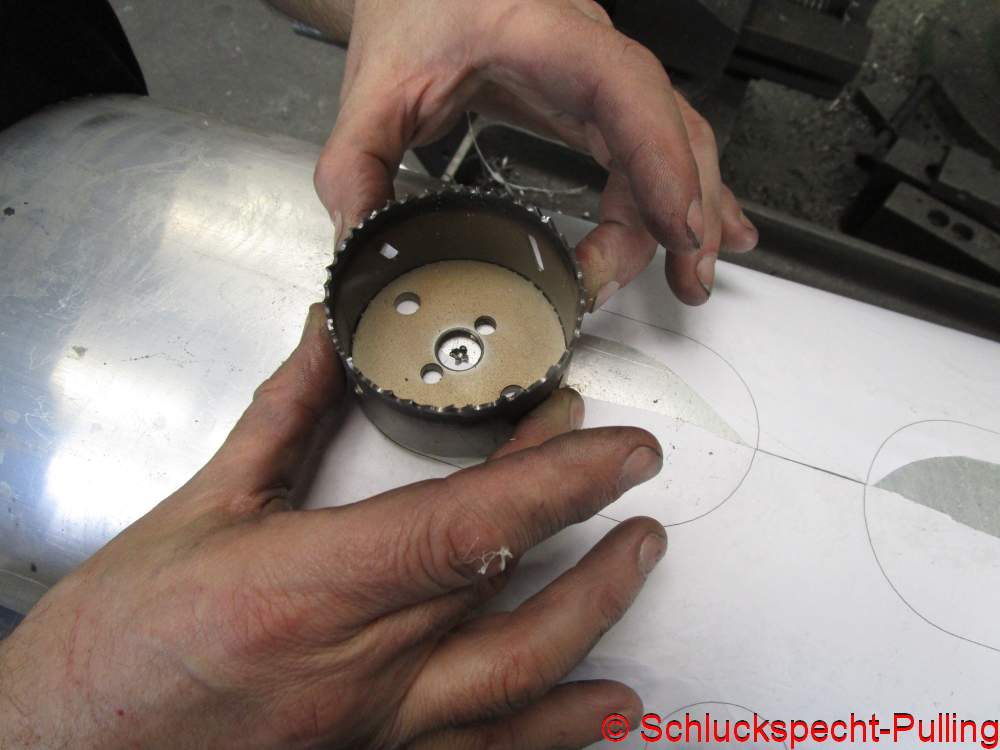
Gut das wir eine einigermaßen passende Lochsäge hatten…
Good thing we had a reasonably suitable hole saw…
Mit etwas mehr Schneiderei entstehen tatsächlich sowas wie Bauteile für die Ansaugbrücke.
With a little more tailoring you can actually create something like components for the intake manifold.
Luftraumgestaltungspauseneinschub. Um die Stollen bei Start etwas besser in den Dreck zu bekommen, haben sich Alex und Simon überlegt noch ein paar Gewichte an den Hintern zu hängen 😉
Airspace design break insert. In order to get the tires into the dirt a little better at the start, Alex and Simon thought about hanging a few weights on their butts 😉
Da sind direkt auch die alten Gewichte vom Le Coiffeur recycelt worden 😉
The old weights from Le Coiffeur were also recycled 😉
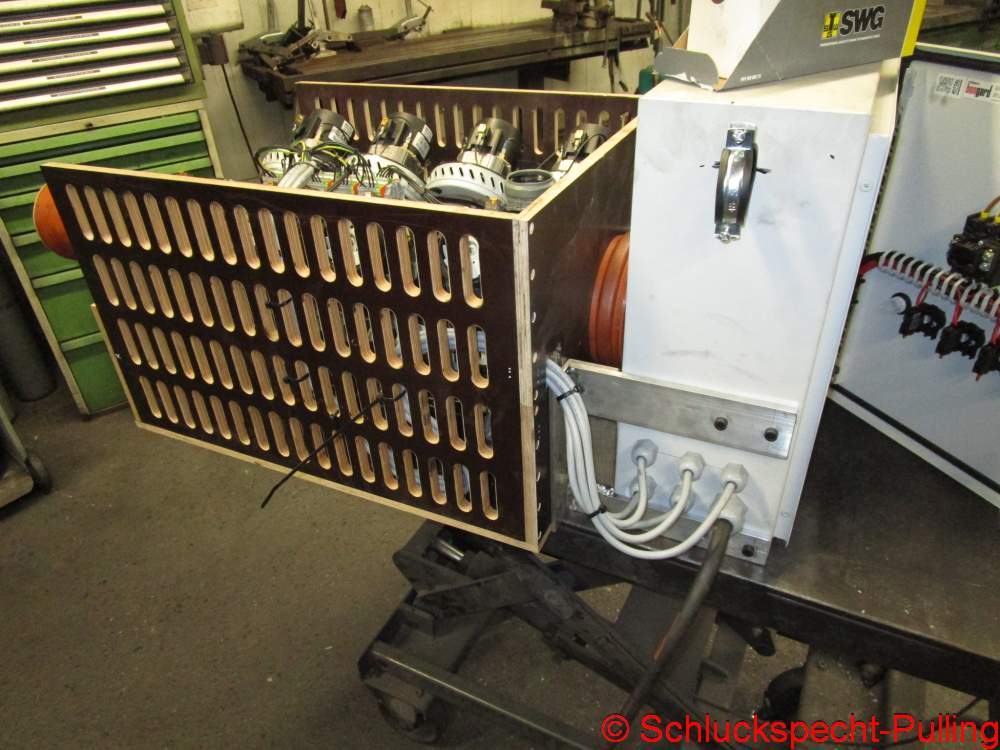
Luftraumgestaltung Kapitel 4. Die 18kW Saugeinheit für die Fließbank wollte auch noch fertig gestellt werden.
Airspace design Chapter 4. The 18kW suction unit for the flow bench also wanted to be completed.
An dieser Stelle noch mal einen Dank an Elektro Bongard für die freundliche Unterstützung. Und um das klar zu stellen: Das Bild habe ich nicht auf den Schaltschrank gemacht 😉 😉
At this point we would like to thank Elektro Bongard again for their friendly support. And to be clear: I didn’t put the picture onto the control cabinet 😉 😉
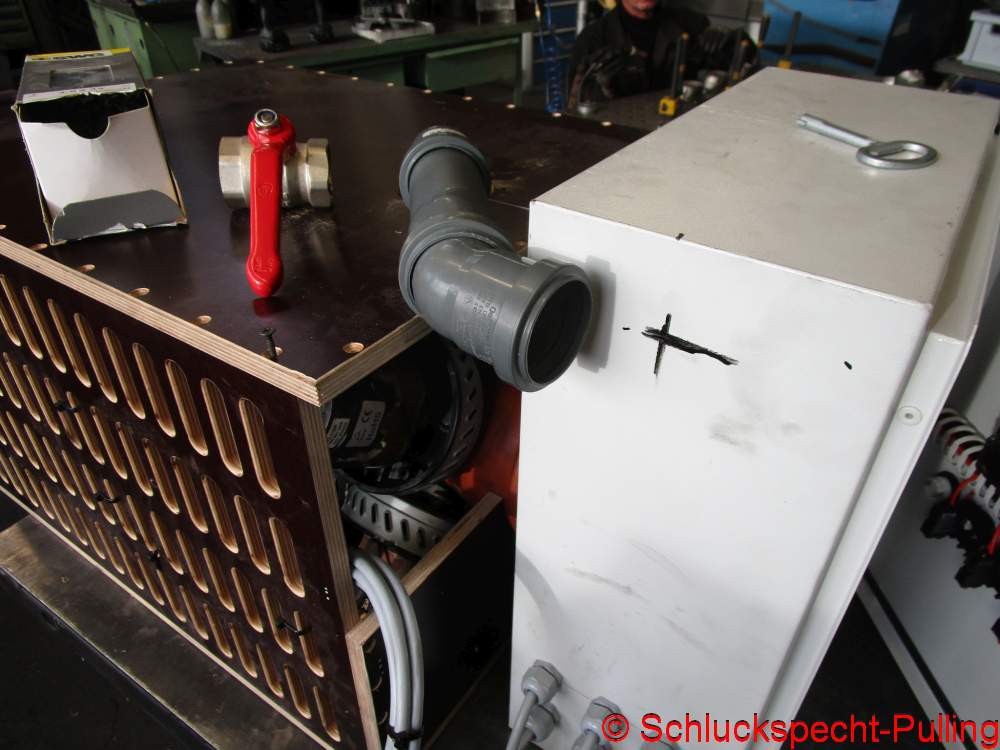
Zwar kann man die Saugleistung über 4 Stufen elektrisch einstellen, doch zur Feinjustierung brauchen wir noch was anderes…..
Although you can adjust the suction power electrically over 4 levels, we still need something else for fine adjustment…
Wenn nichts mehr geht: Bau einen Bypass rein 😉
If nothing works anymore: Build in a bypass 😉
Und wie kommt man nun von 50mm Kunststoffrohr auf einen Kugelhahn?
And how do you get from 50mm plastic pipe to a ball valve?
Logisch…mit tonnenweise Dichtstoff 😉 😉
Logical…with tons of sealant 😉 😉
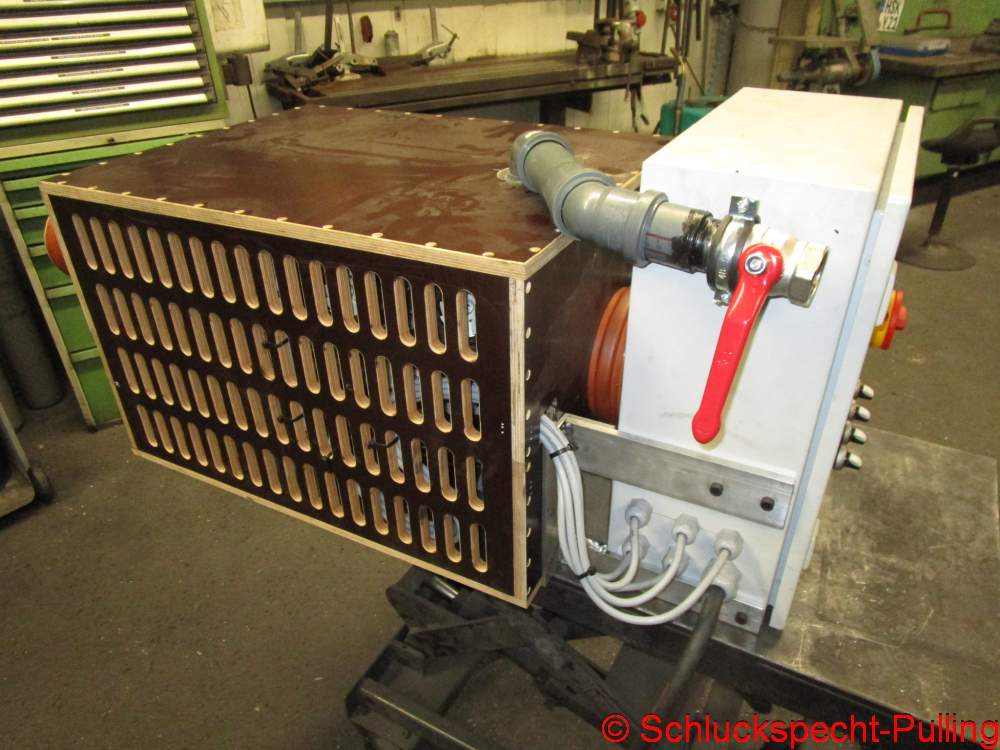
Damit ist die Kiste auch einsatzbereit. Spoileralarm: Sie ist laut, fürchterlich laut 😉
The box is now ready for use. Spoiler alert: It’s loud, terribly loud 😉
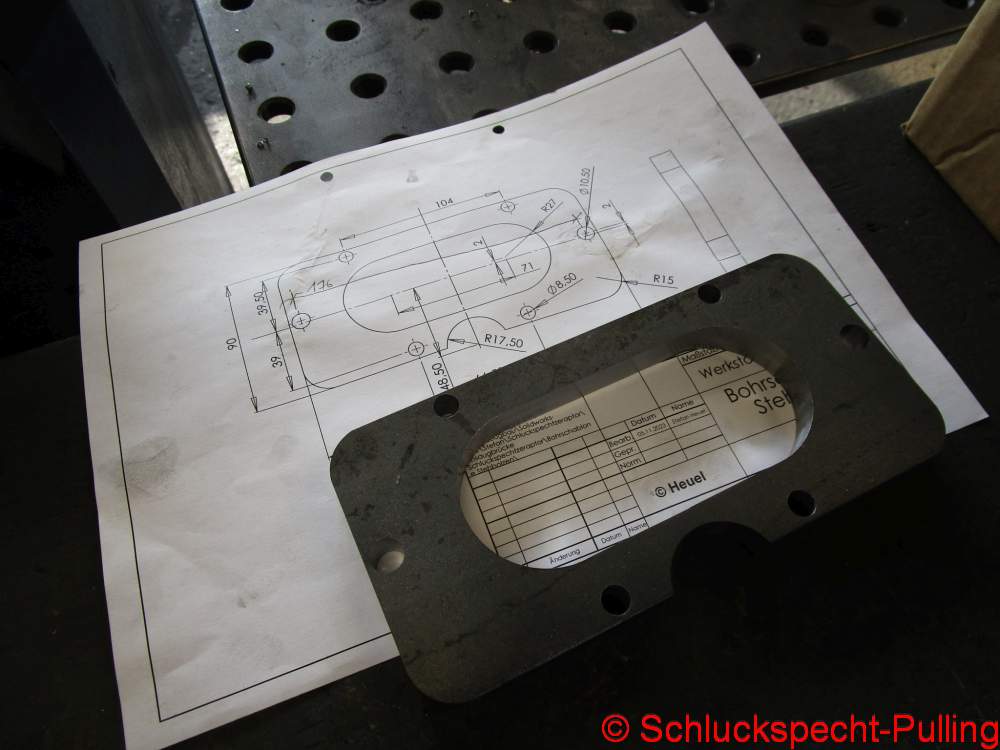
Luftraumgestaltungspauseneinschub. Nebenbei entstehen allerhand Kleinigkeiten. Hier eine Bohrschablone…spannend….
Airspace design break insert. Along the way, all sorts of little things arise. Here is a drilling template…exciting….
Aus Aluklötzen werden….
Aluminum blocks become…
…Aufnahmen für die Sprengfenster.
…brackets for the burst panels.
Vernietwerkzeuge für Kupplungscheiben….gähn….Höchste Zeit für….
Riveting tools for clutch plates….yawn….High time for….
Luftraumgestaltung Kapitel 5. Mal ehrlich…mit den geilen Trichtern von Thommy Mathmann macht der Trecker optisch direkt 1000PS mehr!! 😉
Airspace design Chapter 5. Let’s be honest…with the awesome funnels from Thommy Mathmann, the tractor visually makes 1000 hp more!! 😉
Leider bauen die Trichter für unseren Anwendungsfall etwas zu lang. Shit. Also eskaliert die Situation mal wieder 😉
Unfortunately, the funnels are a bit too long for our application. Shit. So the situation escalates again 😉
Nein….nicht Billet 😉
No….not billet 😉
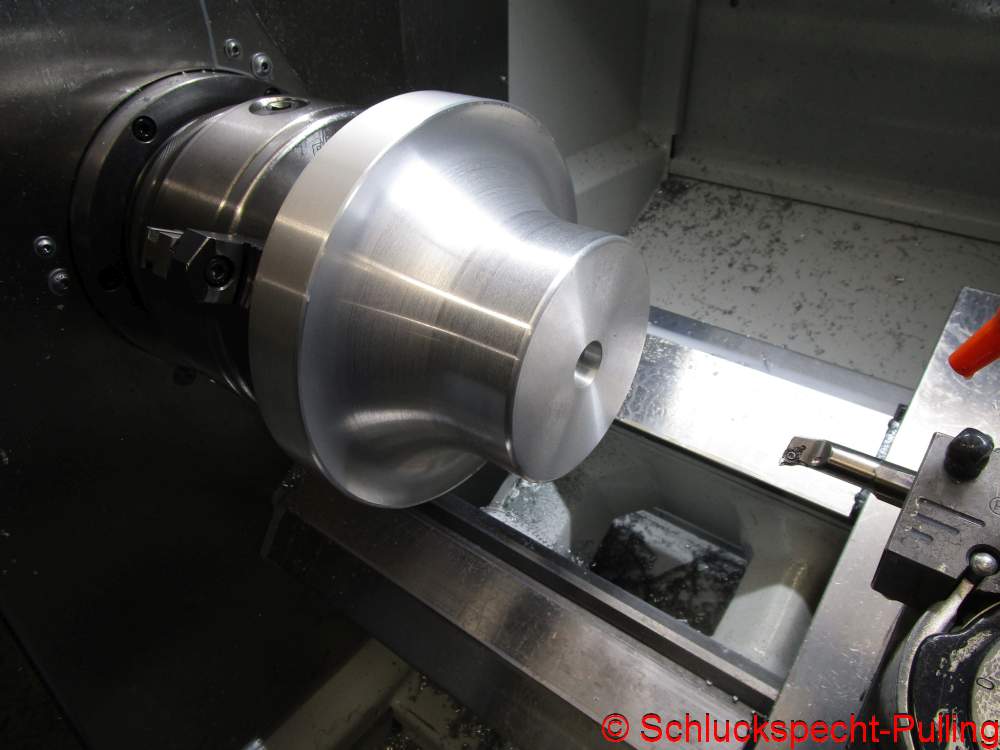
Unsere Drehbank kommt mit 240mm Durchmesser einfach an ihre Grenzen 😉 Trotzdem…..
With a diameter of 240mm, our lathe simply reaches its limits 😉 Nevertheless…
…wird mit einigen Kilogramm Aluminium weniger eine schöne Drückform draus. Die geht jetzt nach Thommy denn Metalldrücken ist eine Kunstform für die mir einfach ein Gen fehlt 😉
…with a few kilograms of aluminum less, you get a nice molding shape. It’s now going to Thommy because metal spinning is an art form that I simply lack a gene for 😉
Damit sind wir mit Luftraumgestaltung für heute durch und kommen zu einer Fräse auf die ich bei einer Industrieversteigerung geboten habe ohne auch nur einen Moment daran zu glauben die für den Preis zu bekommen….tja…jetzt steht sie im Sauerland. Inklusive 4ter Achse. Und was macht man mit einer 4ten Achse?
So we’re done with airspace design for today and come to a milling machine that I bid on at an industrial auction without even believing for a moment that I would get it for that price… well… now it’s in the Sauerland. Including 4th axle. And what do you do with a 4th axis?
Doofe Frage, oder? 😉 Vor allem haben wir jetzt 80mm(?) Durchschub…total geil!
Stupid question, right? 😉 Above all, we now have 80mm(?) throughput… totally awesome!
So macht Verzahnungsfräsen Spaß!
Gear milling is fun this way!
Landwirtschaftliche Wurfpassung!Thomas Mathmann
Agricultural throw fit! Thomas Mathmann
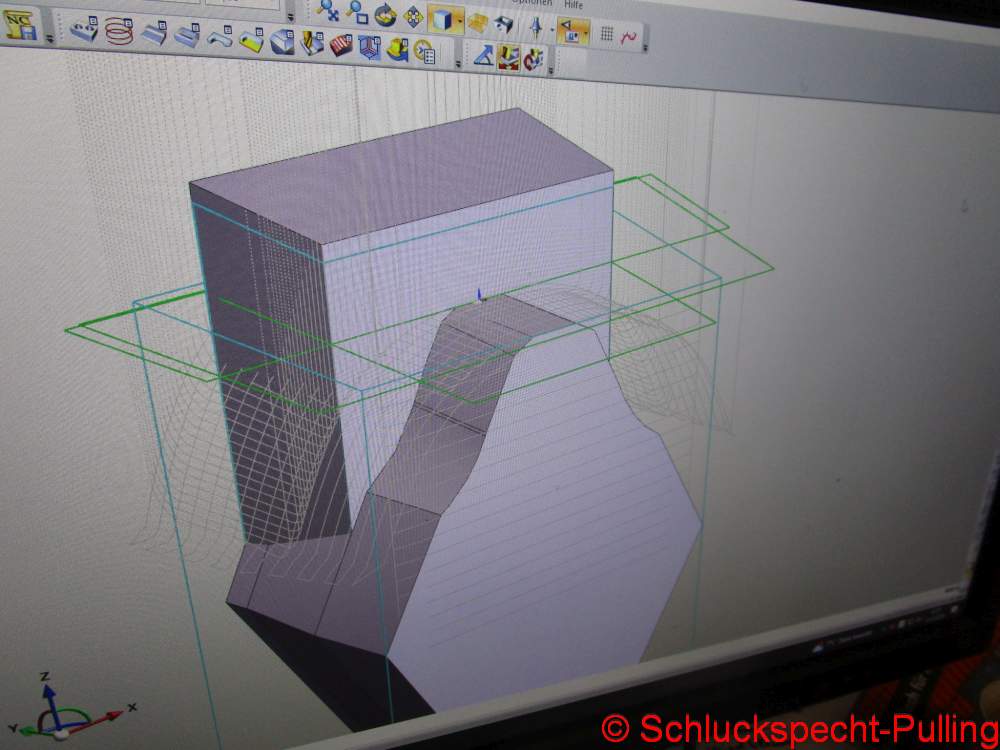
Damit nähern wir uns dem Ende des Beitrags. Ganz schöner Klopper geworden mit über 70 Bildern 😉 Zum Ende noch ein Bild aus dem CAM-System.
With this we are approaching the end of the article. It turned out to be quite a huge one with over 70 pictures 😉 Finally, a picture from the CAM system.
Denn wer Außenverzahnung sagt, muss auch Innenverzahnung sagen. 😉 Dafür müssen wieder mal Wendeplatten umgeschliffen werden.
So, Beitrag Ende. Von unserer Seite aus können wir sagen, dass mit jedem Tag und mit jedem zaghaften Sonnenstrahl die Vorfreude auf den Saisonstart wächst! In dem Sinne: Bleibt dran!
Because whoever says external spline must also say internal spline. 😉 To do this, the indexable inserts have to be reground again.
Well, end of post. From our side, we can say that with every day and with every timid ray of sunshine, the anticipation for the start of the season grows! In that sense: stay tuned!
From sucking, knuckles and pumping (english below)
Man mag es kaum glauben, aber in genau zwei Monaten ist bereits Saisoneröffnung in Füchtorf! Alle Informationen zur Veranstaltung bekommt Ihr mit einem Klick aufs Bild.
It’s hard to believe, but the season opening in Füchtorf is in exactly two months! You can get all information about the event by clicking on the picture.
Zwar sind wir im Grunde schon startklar….nur die Steigbegrenzer müssen noch ein wenig repariert werden…
Although we’re basically ready to go… only the climb limiters still need to be repaired a little…
Simon baut derweil die Kupplung und die Antriebswelle ein.
Meanwhile, Simon is installing the clutch and drive shaft.
Ich finde man sieht es dem Trecker an: Er kann es kaum erwarten 😉
I think you can see it on the tractor: It can hardly wait 😉
Die selbst gepressten Formstücke müsse auch noch ein wenig getrimmt werden….
The self-pressed fittings also need to be trimmed a little….
…um dann mit den Flanschen verschweißt zu werden. Ihr seht es: Wir kümmern uns natürlich auch mit Hochdruck um den neuen Trecker. 😉
…to then be welded to the flanges. You can see it: Of course, we are also working hard on the new tractor. 😉
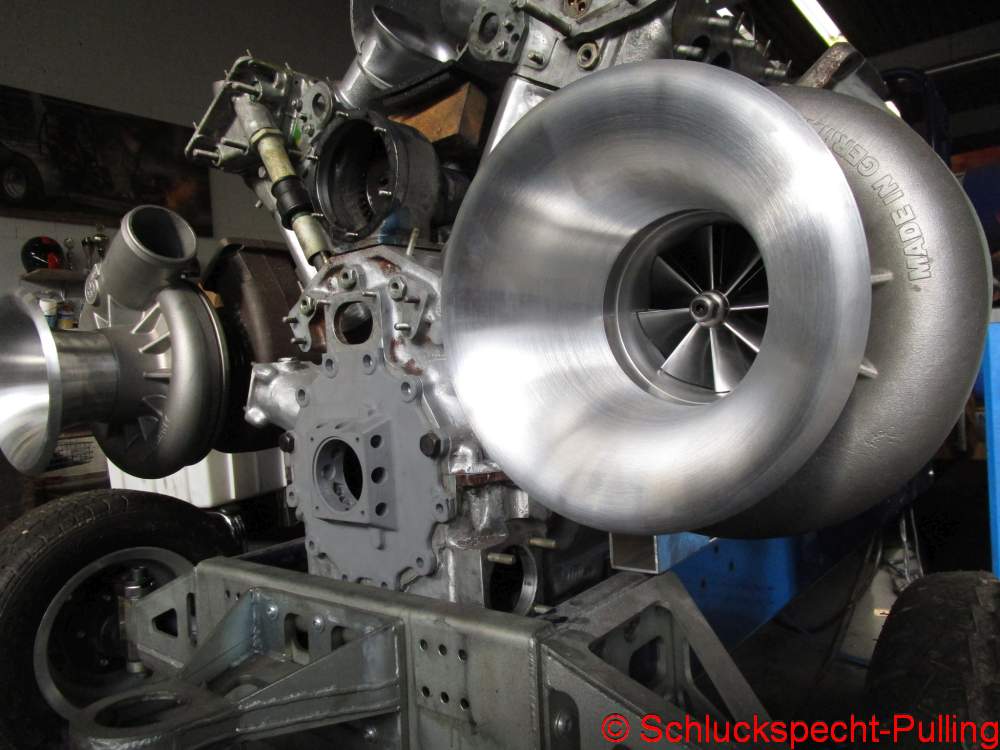
Da die Turbolader und die Reifen -wie soll ich sagen- einfach viel zu dicht beieinander sitzen und ich die Turbos nicht mehr um platzieren kann und vor allem auch nicht möchte……
Since the turbochargers and the tires – how should I say – are simply too close together and I can no longer move the turbos and, above all, I don’t want to…
….müssen die Achsschenkel geändert werden. Dies erforderte dann die vollumfängliche Nutzung des Hebelgesetzes……
….the steering knuckles need to be changed. This then required the full use of the lever law…
…nur sollte man ein krasses Hebelgesetz auch mit einem krassen Rohr anwenden, nicht mit 2mm Alu 😉 😉
…but you should also apply a blatant lever law with a blatant tube, not with 2mm aluminum 😉 😉
Aber auch die Mutter hat dann irgendwann verloren. So ging es nach etwas CAD-Arbeit….
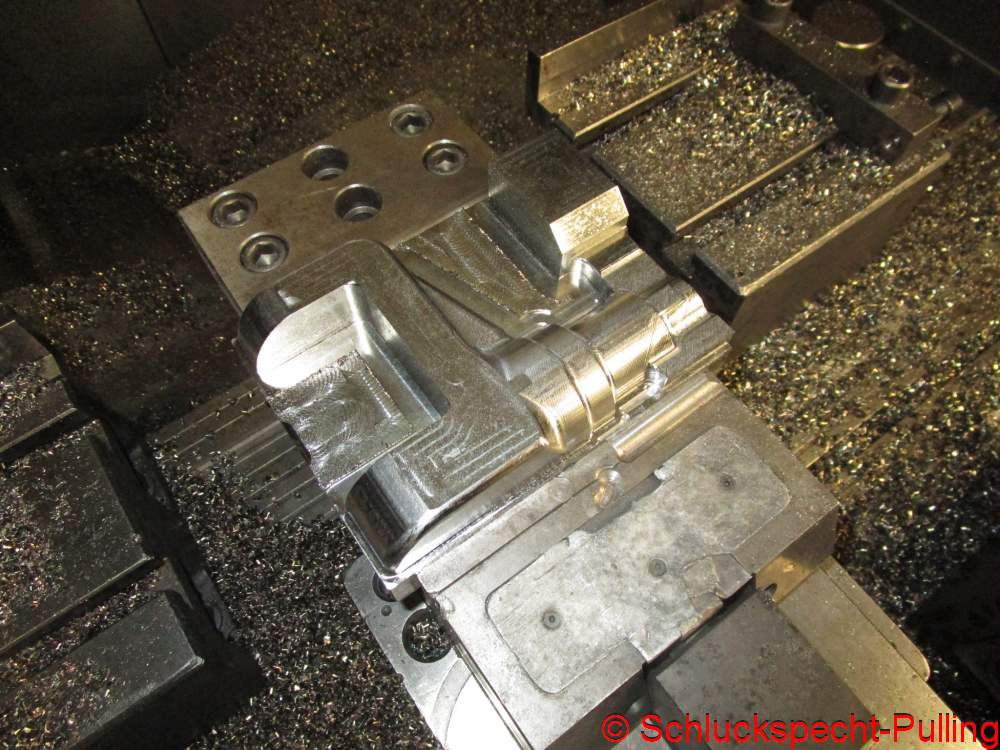
But the nut also lost at some point. Here’s how it went after some CAD work…
….mit einem Klotz Vergütungsstahl auf der Fräse weiter.
….continue with a block of tempered steel on the milling machine.
Mit einigen sinnreich angeordneten Fräsbearbeitungen entstanden sodann Rohlinge….
With some cleverly arranged milling operations, blanks were then created…
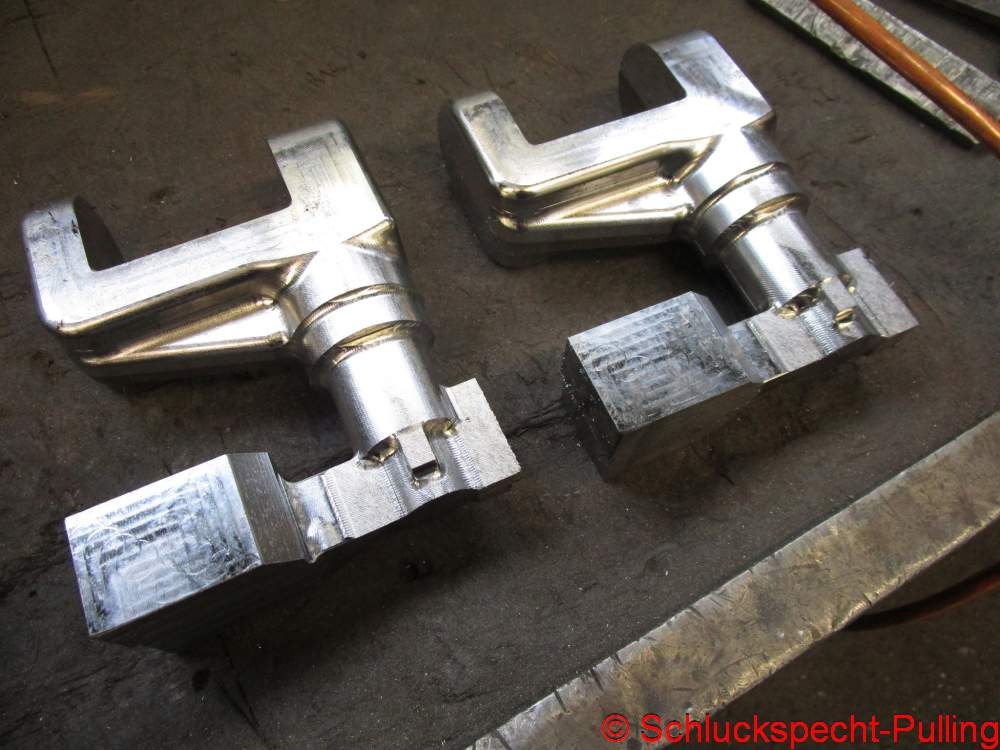
….die mit weiteren sinnreichen Bearbeitungsschritten in fertige Achsschenkel verwandelt wurden. Ich denke man erkennt es gut, wir gewinnen ca. 4cm Höhe, das sollte reichen.
….which were transformed into finished steering knuckles with further ingenious processing steps. I think you can see it well, we gain about 4cm height, that should be enough.
Wenn die Vorderräder mal so hoch kommen, ist irgendwas fürchterlich schief gelaufen…;)
If the front wheels get that high, something has gone terribly wrong…;)
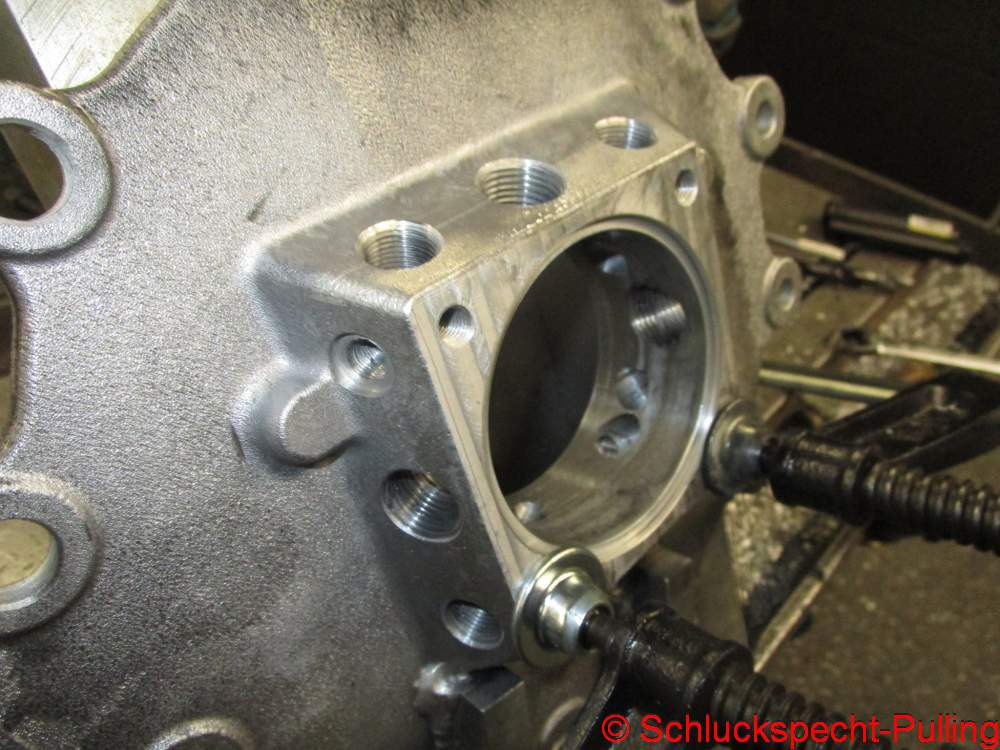
Die Position der Turbos zwingt aber auch dazu, den Antrieb der Spritpumpe an eine andere Stelle zu verlegen. Los gehts…
The position of the turbos also forces the fuel pump drive to be moved to a different location. Let’s go…
Leute, es macht einfach Spaß wenn sich aus Rohmaterial sinnvolle Teile bilden!
Guys, it’s just fun when raw material turns into useful parts!
Der Pumpenantrieb wandert an die Frontabdeckung.
The pump drive moves to the front cover.
Nach dem Schweißen kann die Bearbeitung starten.
After welding, processing can start.
Irgendwie immer Murks diese unförmigen Teile zu spannen…..
It’s always a mess to clamp these misshapen parts…
Nein!!! Das ist kein Rohling für irgendeine entartete Designerstanduhr, sondern…..
No!!! This is not a blank for some degenerate designer grandfather clock, but…
….eine Bohrvorrichtung 😉 😉
….a drilling jig 😉 😉
An den zentralen Öleinspeisepunkt kommen noch zahlreiche Gewinde….halt für alles was Öl braucht 😉 😉
There are numerous threads at the central oil feed point…for everything that needs oil 😉 😉
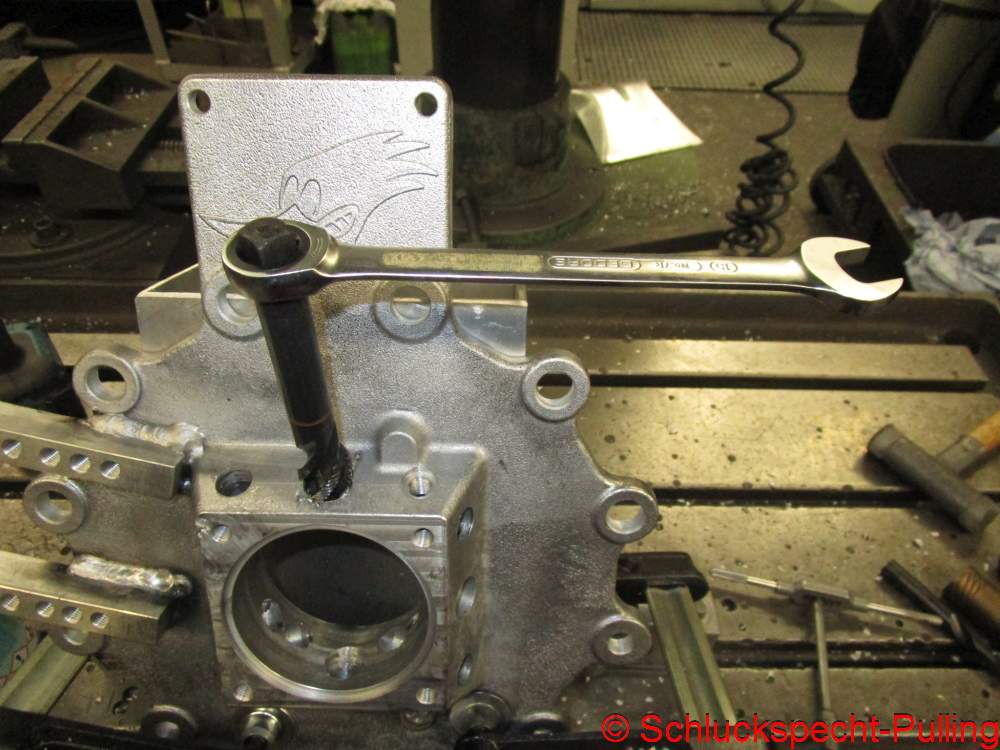
Schluckspecht-Pulling versteht sich ja auch als Plattform für allerhand technische Tipps. Hier kommt einer: Wenn der Platz für ein normales Windeisen nicht reicht, findet sich in jedem Werkzeugwagen für fast jeden Vierkant eine einigermaßen passende Ratsche. Tadaaa 😉
Schluckspecht-Pulling also sees itself as a platform for all sorts of technical tips. Here comes one: If there isn’t enough space for a normal tap wrench, there is a reasonably suitable ratchet in every tool trolley for almost every square drive. Tadaaa 😉
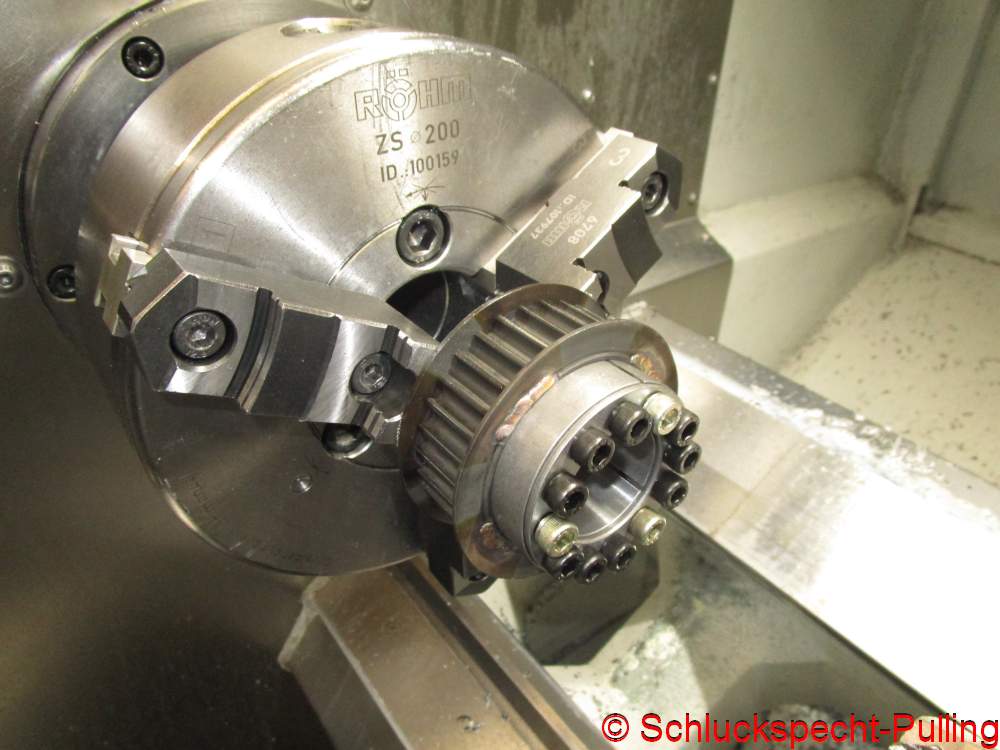
Langsam aber sicher vervollständigt sich das Teilepuzzle. Mit dem Spannsatz wird nicht nur die Riemenscheibe fixiert, er nimmt später auch die Gradscheibe auf.
Slowly but surely the piece puzzle is being completed. The clamping set not only fixes the belt pulley, it also later accommodates the timing wheel.
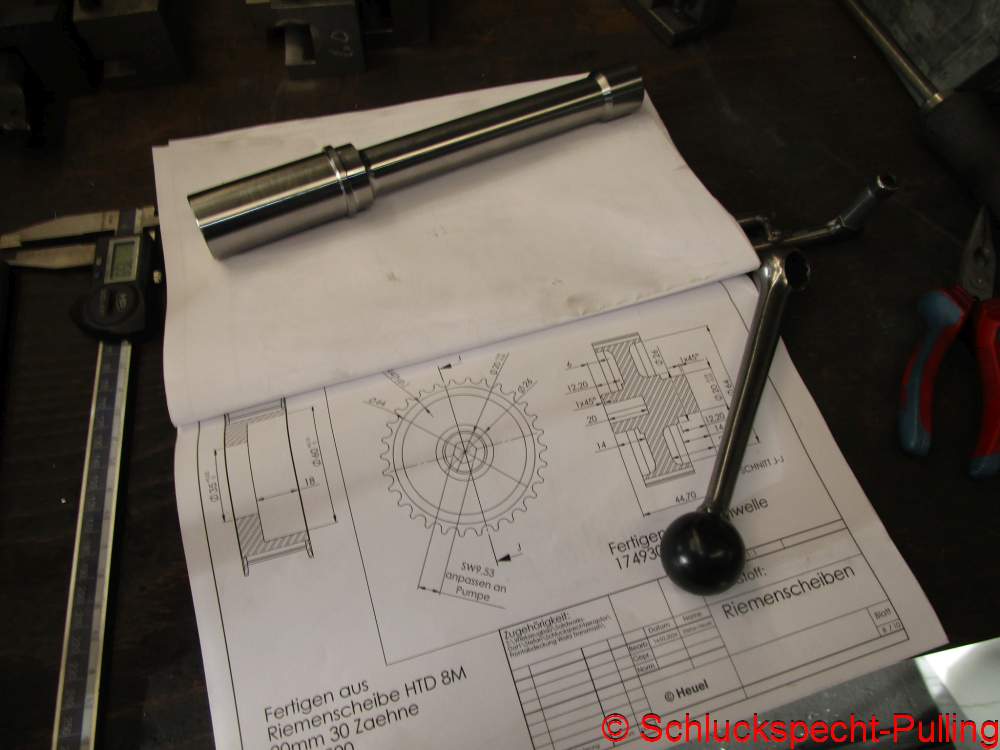
Techtipp 2 (meine Güte, jetzt kommen sie aber Schlag auf Schlag 😉 ) Die allermeisten Spritpumpen kommen aus Amerikanien und haben folglich einen zölligen Sechskantantrieb. Nur wie soll man das bitte anpassen wenn man die Pumpe noch nicht hat?
Tech tip 2 (my goodness, now they’re coming in quick succession 😉 ) The vast majority of fuel pumps come from Americania and therefore have an inch hexagonal drive. But how are you supposed to adjust that if you don’t have the pump yet?
Aber natürlich doch…mit einem 3/8″ Sechskantschlüssel. 😉
But of course…with a 3/8″ allen key. 😉
Passt, wackelt und hat vor allem genügend Luft…
Fits, wobbles and above all has wide enough tolerance…
Ich finde das macht sich schon ganz gut!
I think it’s doing quite well!
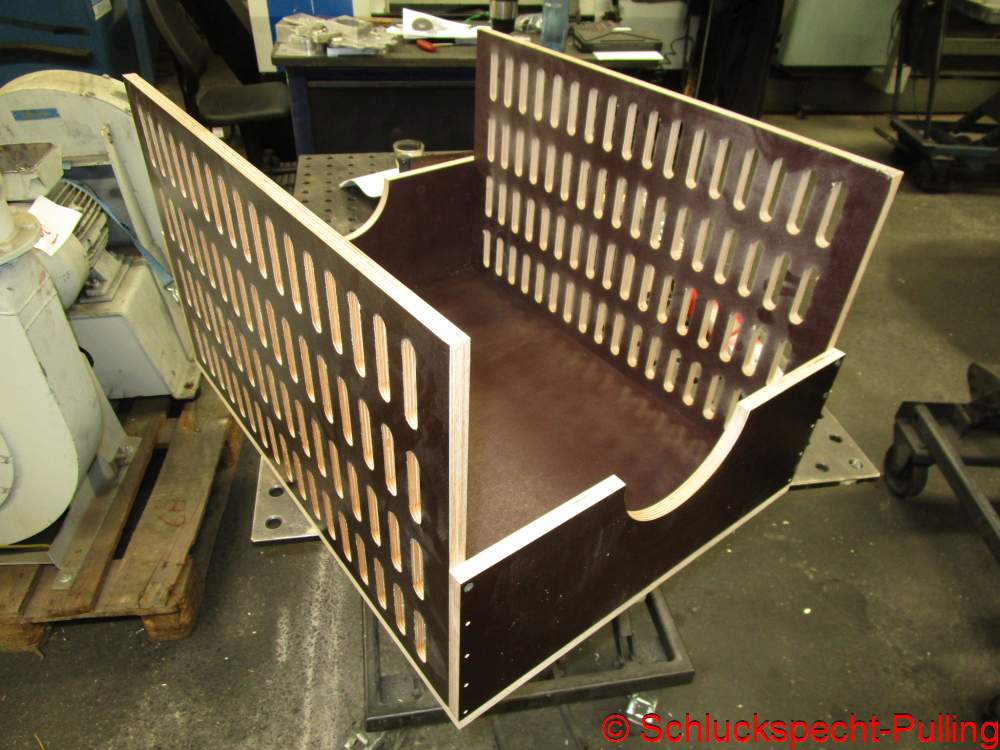
Ganz andere Baustelle, ganz anderer Werkstoff: Holz
Completely different construction site, completely different material: Wood
Aber auch Holz kann man fräsen 😉 So entsteht nicht nur der bekannte Duft eines Holzzuschnittservice im Baumarkt…..
But you can also mill wood 😉 This not only creates the familiar smell of a wood cutting service at the hardware store…
…sondern auch eine nette Kiste…..
…but also a nice box…
…zur Aufnahme des 18kW Staubsaugers 😉 😉
…to accommodate the 18kW vacuum cleaner 😉 😉
„Nur“ noch ein bisschen verkabeln und schon können wir mal gucken wie stark und vor allem wie LAUT das Dingen ist 😉
“Just” wire it up a bit and we can see how strong and, above all, how LOUD it is 😉
Tja, wer Fließbank sagt, muss auch Ventildrücker sagen. Vor langer Zeit konstruiert, jetzt auch materialisiert.
Well, if you say flow bench, you also have to say valve pusher. Constructed a long time ago, now also materialized.
Ich denke man merkt es thematisch schon….wir nähern uns der Bearbeitung der Zylinderköpfe. Für die spätere Leistungsfähigkeit des Ventiltriebes mit entscheidend: Die richtige(n) Ventilfeder(n). Rechts die zwei original Federn, links die schwächste(!), einigermaßen passende V8 Ventilfeder derer ich habhaft werden konnte. Und die ist schon über 3 mal so stark wie das Original. Das wird alles noch eine spannende Aufgabe…soviel sei versprochen 😉
I think you can already tell thematically…we’re getting closer to machining the cylinder heads. Crucial to the subsequent performance of the valve train: The correct valve spring(s). On the right are the two original springs, on the left is the weakest(!), reasonably fitting V8 valve spring that I could get my hands on. And it is already over 3 times as strong as the original. It will all be an exciting task… that much can be promised 😉
Das kam jetzt unerwartet, oder? Ein alter Bekannter ist wieder da! Der Briggs and Stratton mit Zylinderdruckindizierung. Was der nun wieder zu bedeuten hat und warum ich glaube das ihr hier die Vorbereitungen zu einer weiteren Revolution im Pullingsport seht….dazu später mal mehr. In dem Sinne: Bleibt dran!
Now that was unexpected, right? An old friend is back! The Briggs and Stratton with cylinder pressure indexing. What this means again and why I believe that you are seeing the preparations for another revolution in the pullingsport…more on that later. In that sense: stay tuned!
Bevor wir in den Beitrag starten, möchte ich euch den ersten bestätigten Termin für dieses Jahr mitteilen:
Before we start the article, I would like to tell you the first confirmed date for this year:
Die Gardenpuller werden in Anholt an den Start gehen!
The Gardenpullers will start in Anholt!
Alex widmet sich der Zugöse. Die hatte durch ihre niedrige Bauhöhe des Öfteren für Probleme mit den Serviceschleppern gesorgt 😉
Alex devotes himself to the towing eye. Due to its low height, it had often caused problems with the service tractors 😉
So sollte das deutlich besser passen!
This should fit much better!
Auch die Steigbegrenzer hatten durch Stefans etwas „ruppige“ Fahrweise gelitten. Das muss auch neu 😉
The climb limiters also suffered due to Stefan’s somewhat „rough“ driving style. This has to be new too 😉
Widmen wir uns dem Bau der Krümmer. Dafür mussten die Rohrbögen noch ein wenig bearbeitet, genauer gesagt, verformt werden.
Let’s devote ourselves to building the manifolds. To do this, the pipe bends had to be processed a little, or more precisely, deformed.
Naja, etwas faltig wird es schon…
Well, it’s getting a little wrinkled…
Aber das bekommt man mit dem Brenner und den Hammer schon wieder hin.
But you can fix it with the torch and the hammer.
Damit haben wir einen schönen Übergang in den Turbflansch.
This gives us a nice transition into the turb flange.
Für einen ersten Versuch sieht das doch gar nicht schlecht aus.
For a first attempt it doesn’t look bad at all.
Das wird reichlich knapp…aber mit leicht geänderten Achsschenkeln sollten wir noch ein paar Zentimeter gewinnen.
That will be pretty tight…but with slightly modified steering knuckles we should gain a few more centimeters.
Da ist auch die Halterung aus dem letzten Beitrag. Die fixiert den Turbo auf der mobilen Positionshilfe für Motoraufladungen. Nennt man auch Stapler 😉
There is also the bracket from the last post. This fixes the turbo on the mobile positioning aid for engine charging. It’s also called a forklift 😉
Da sind auch die fürchterlich hässlichen Halterungen aus Aluminium.
There are also the terribly ugly aluminum brackets.
Mit denen wird der Turbo temporär am Motorblock fixiert. So einfach ist das 😉
These are used to temporarily fix the turbo to the engine block. As simple as that 😉
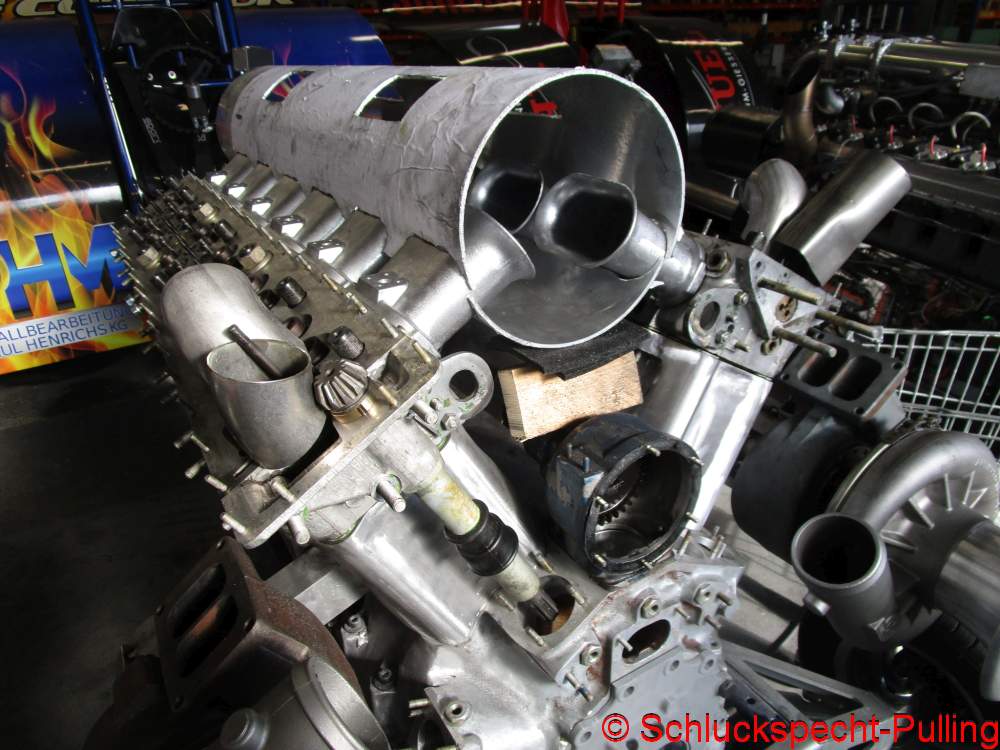
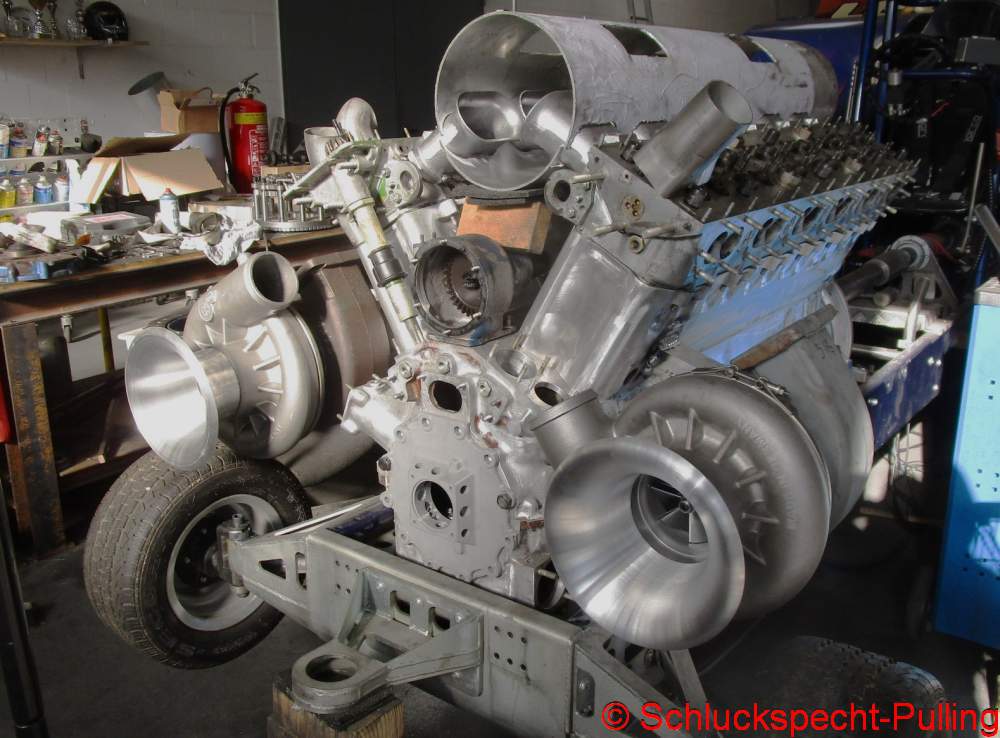
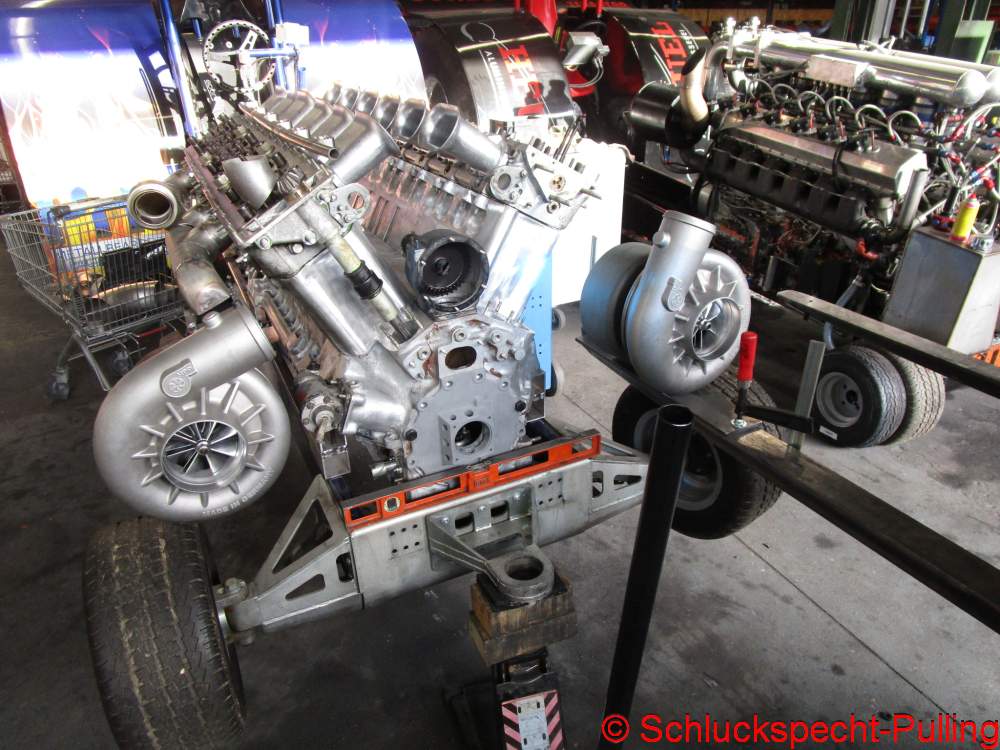
Damit haben die Turbos Platz genommen….so dachte ich zumindest….
This means the turbos have taken their place…or so I thought…
Leider musste ich Alex zustimmen das die schon sehr weit außen stehen. Nur wollte ich über den Abtrieb die Methanolpumpe antreiben. Die wäre den Turbos im Weg.
Unfortunately, I had to agree with Alex that they are already very far out. I just wanted to drive the methanol pump via the output. That would get in the way of the turbos.
Tja, die Turbos sind näher an den Motor gerückt und ich muss mir für die Spritpumpe was anderes einfallen lassen 😉 😉
Well, the turbos have moved closer to the engine and I have to think of something else for the fuel pump 😉 😉
Die neuen Auspuffdichtungen sind auch schon angekommen.
The new exhaust gaskets have already arrived.
Mit diesem Bild entlasse ich euch aus dem Beitrag. In dem Sinne: Bleibt dran!
With this picture I leave you from the post. In that sense: stay tuned!
Steigen wir erstmal ganz langsam in den Beitrag ein….
Let’s get into the article very slowly…
…mit eigentlich total unspektakulären Drehteilen. Spektakulär ist aber wie sie entstanden….
…with actually totally unspectacular turned parts. But the way they came about is spectacular…
…nämlich auf unserer neuen (gebrauchten) Drehmaschine. Eine Weiler DZ65 hat den Weg ins Sauerland gefunden. Stangenlader, 16-fach Werkzeugwechsler, alle angetrieben, Teilefänger, Y-Achse…. ich denke da werden noch einige spektakulärere Teile drauf entstehen. Aber mit irgendwas muss man ja anfangen. 😉 😉
…namely on our new (used) lathe. A Weiler DZ65 has found its way to the Sauerland. Bar loader, 16-way tool changer, all driven, parts catcher, Y-axis… I think there will be some more spectacular parts created on it. But you have to start with something. 😉 😉
Natürlich sind die Teile nicht nutzlos.
Of course the parts are not useless.
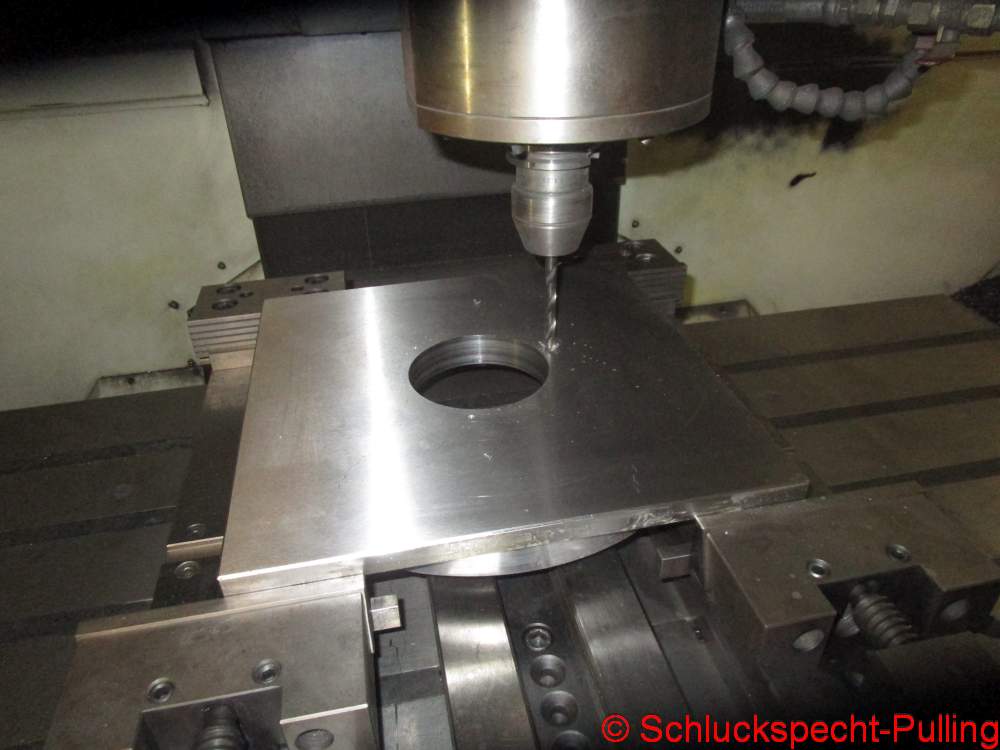
Dieses Loch will verschlossen werden!
This hole wants to be closed!
Tadaaa! Das M12 Gewinde nimmt später den Stehbolzen auf der die Ansaugbrücke hält.
Tadaaa! The M12 thread later takes the stud bolt on which the intake bridge holds.
Derweil macht sich Alex mit dem großen Trennschleifer am Abgaskrümmer zu schaffen. Also dem vom Schluckspechtzeraptor. Zwar habe ich in Schlechtenwegen meine ganze Schweißkompetenz aufgebracht um den Trecker schnell noch an den Start zu bringen…. Aber schön geht anders 😉 😉 „Loch an Loch und es hält doch!“
Meanwhile, Alex is working on the exhaust manifold with the large angle grinder. So the one from the Schluckspechtzeraptor. Although I used all of my welding skills to get the tractor running quickly in Schlechtenwegen…. but it looks really ugly 😉 😉
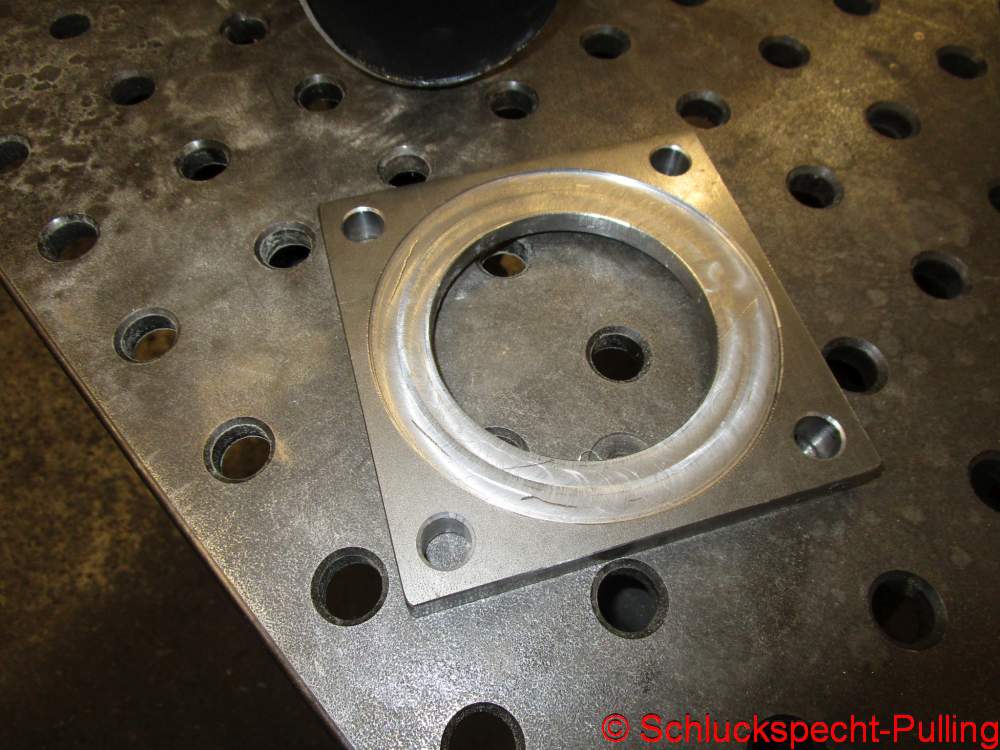
Der Flansch….
The flange…
….wird direkt durch einen neuen ersetzt.
….is replaced by a complete new one in no time.
Nur noch ordentlich verschweißen, dann fällt der Turbo auch nicht mehr ab 😉
Just weld it properly and the turbo won’t fall off anymore 😉
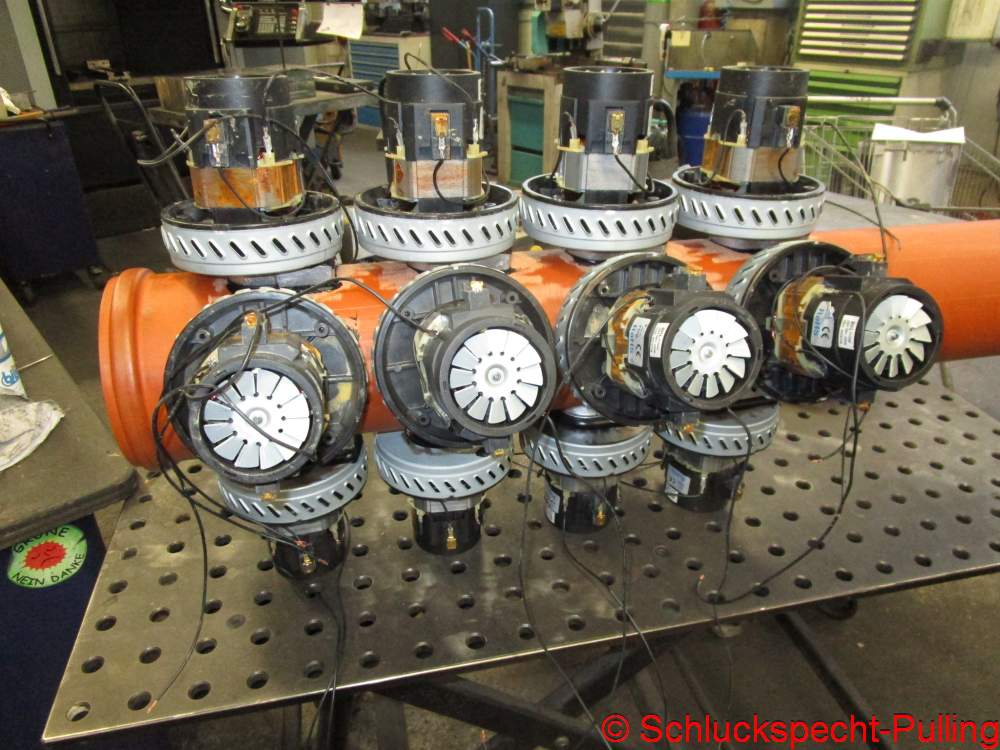
Themenwechsel: Staubsaugermotor auf Tisch festgespannt.
Change of subject: Vacuum cleaner motor clamped to the table.
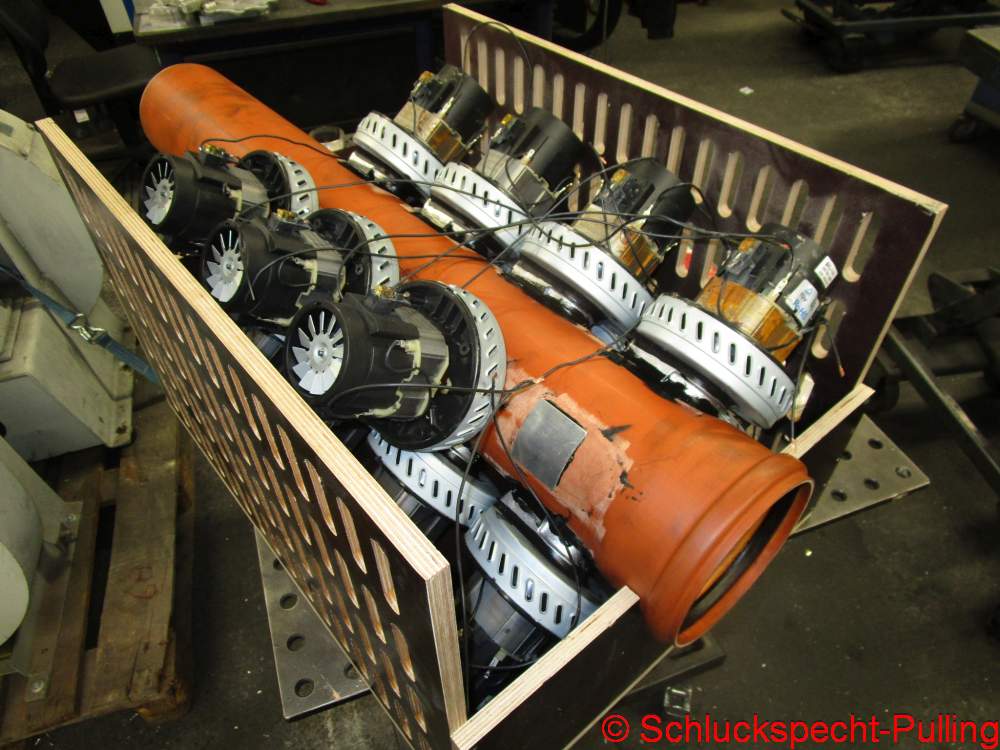
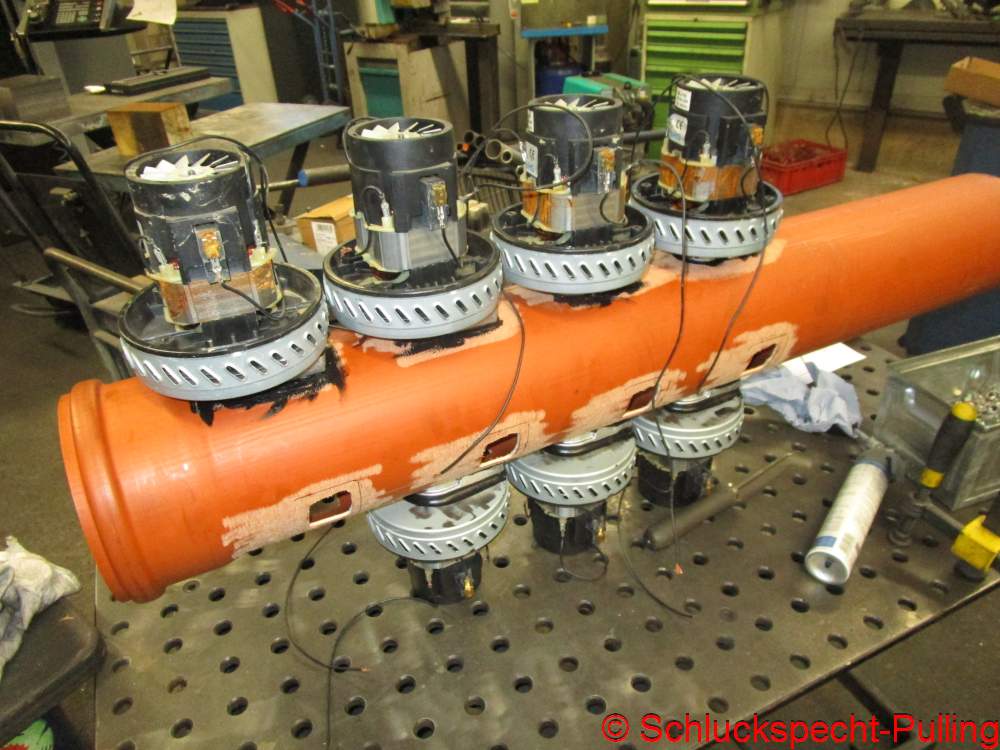
Diese werden nun mit den Staubsaugermotoren vereint.
These are now combined with the vacuum cleaner motors.
Also genau genommen 15 Stück. Macht 18kW elektrische Leistung 😉
So to be precise, 15 pieces. Makes 18kW of electrical power 😉
So sollen sie Später mal auf dem 160mm Rohr sitzen.
This is how they should sit on the 160mm pipe later.
Also auch wieder: Alle 15 Stück 😉
So again: all 15 pieces 😉
Die erste Klebung ist geschafft!
First glueing ist done!
Die zweite Klebung auch!
Second glueing too!
Naja, ihr seht ja wo das hin führt…. Einfach alles bekloppt 😉 😉
Well, you can see where this is going…. Everything is just crazy 😉 😉
Machen wir mal wieder was „normaleres“. Ein Plättchen 1.1730 auf der Fräsmaschine.
Let’s do something more „normal“ again. A 1.1730 plate on the milling machine.
Was könnte das nur werden? Riemenscheibe und Zahnrad sind falsch….
What could that possibly be? Pulley and gear are wrong….
Umdrehen und fast komplett raus fräsen. Und fertig ist das……
Turn over and mill out almost completely. And that’s it…
….Triggerrad!
….the trigger wheel!
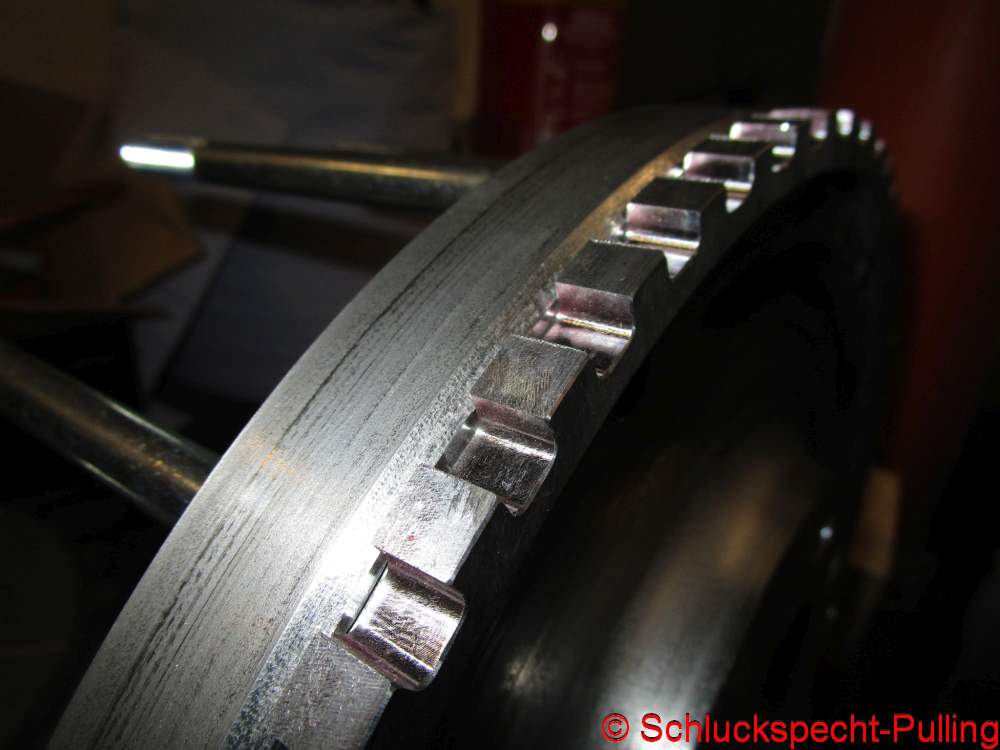
Einmal fürs Reglement: An der Kupplung werden nur Schrauben der Festigkeitsklasse 10.9 oder besser verbaut.
Once for the rulebook: Only screws of strength class 10.9 or better are installed on the clutch.
Ein paar hundertstel Millimeter abdrehen damit sie genau bündig mit dem Schwungrad sind….
Turn off a few hundredths of a millimeter so that they are exactly flush with the flywheel….
…und schon hält das Triggerrad die Kupplungsschrauben.
…and the trigger wheel holds the clutch screws.
Ich denke, wenn der Sensor richtig sitzt, sollte das ein sehr sauberes Signal geben.
I think if the sensor is seated correctly it should give a very clean signal.
Senkrecht scheinen die Schrauben auch noch zu stehen….Oder zumindest sind alle 12 exakt in die gleiche Richtung schief 😉 😉
The screws still seem to be vertical….Or at least all 12 are crooked in exactly the same direction 😉 😉
Themenwechsel: Wir packen höchst speziellen Stahl auf die Fräse!
Change of topic: We put very special steel on the milling machine!
Aus diesem höchst speziellen Stahl fräsen wir….
We mill from this highly special steel…
…die Flanschplatten für die Abgaskrümmer. Bei dem Spezialstahl handelt es sich um……trommelwirbel….. spannungsarm geglühten Baustahl 😉 😉
…the flange plates for the exhaust manifolds. The special steel is……drum roll….. stress-relieved annealed mild steel 😉 😉
Selbst mit dem 3D Drucker kann man Teile für einen Abgaskrümmer machen!
You can even make parts for an exhaust manifold with a 3D printer!
Ok, ok, es sind nur die Schablonen zum Anzeichnen der Ausschnitte an diversen Rohrbögen. 😉
Ok, ok, it’s just the templates for marking the cutouts on various pipe bends. 😉
Das Ergebnis rechtfertigt das Tamtam aber dann doch!
But the result justifies the effort!
Wo wir gerade über großen Aufwand sprechen….
Speaking of big effort…
…soviel Brimborium nur um ein Rohr etwas zu plätten?
…so much fuss just to flatten a pipe?
Abwarten!!
Wait!!
Die Vorrichtung kann noch mehr! 😉
The device can do even more! 😉
Ok, mit Schraubzwingen wird das dann doch nichts….
Ok, it won’t work with screw clamps…
Ordentlich verschraubt sieht das doch gleich ganz anders aus. Auch wenn man sich erschreckt wie viel Kraft dann zur Umformung doch nötig ist.
When screwed together properly, it looks completely different. Even if you are shocked at how much force is required to transform it.
Ich denke das gibt einen sehr coolen Krümmerbausatz 😉
I think this makes a very cool manifold kit 😉
Simon jedenfalls ist im Entgratfieber gefangen 😉
In any case, Simon is caught in deburring fever 😉
Damit kommen wir dann auch zum Namensgebenden Teil dieses Beitrages. Wir bauen Aluminiumabgasrohre…wegen dem Gewicht…
This brings us to the eponymous part of this article. We build aluminum exhaust pipes…because of the weight…
Ein Kreuzbolzen ist schon eingebaut…
A cross bolt is already installed…
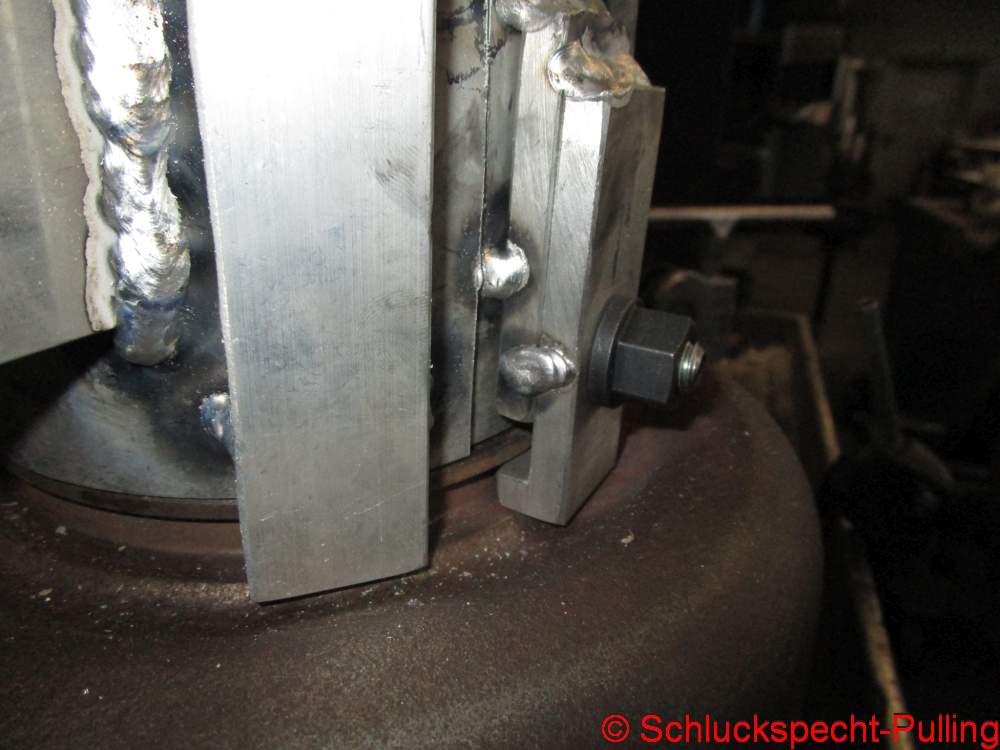
Neiiiiiiinnnn….natürlich nicht 😉 Diese Abnormität ist für was ganz anderes gedacht!
Nooooo….of course not 😉 This abnormality is intended for something completely different!
Irgendwie scheint sie das Abgasgehäuse festklammern zu wollen….
Somehow it seems to want to clamp the exhaust housing…
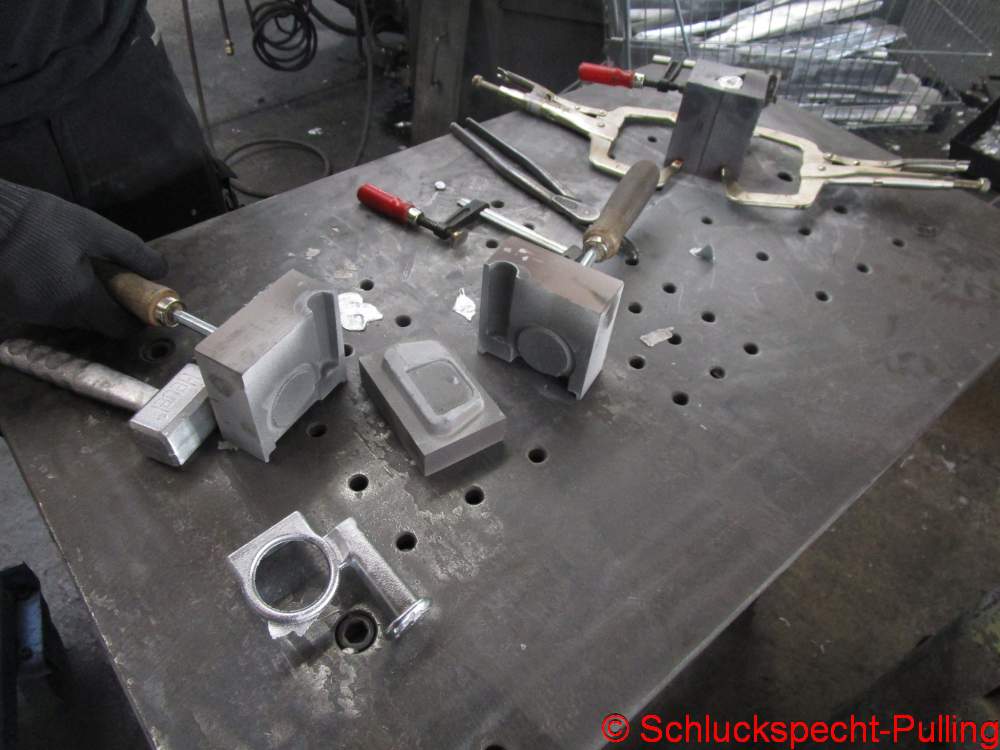
Eine Abnormität kommt selten allein! Wofür das ganze gut sein soll…
An abnormality rarely comes alone! What the whole thing is supposed to be good for…
…und was dieses Teil damit zu tuen hat, das erfahrt Ihr in kommenden Beiträgen.
…and you’ll find out what this part has to do with it in future posts.
Mit diesen beiden Bildern zeige ich euch nicht nur wofür die Gussteile aus dem letzten Beitrag sind, nein, wir schleichen diesen hier auch ganz langsam aus. Der Profi erkennt: Wir haben noch mehr Not-Aus Systeme gebaut die man dieses Jahr wohl öfter auf deutschen Pullingbahnen sehen wird 😉
With these two pictures I’m not only showing you what the castings from the last post are for, no, we’re also slowly phasing this one out. The professional recognizes: We have built even more emergency stop systems that you will probably see more often on German pulling tracks this year 😉
Kleiner Spoiler: Teil 3.2 unserer Aufladeserie ist schon fertig geschnitten und auf YouTube hochgeladen. Nein, bitte nicht aufs Bild klicken, es ist noch nicht veröffentlicht 😉 In dem Sinne würde ich sagen: Bleibt dran!
Small spoiler: Part 3.2 of our charging series has already been edited and uploaded to YouTube. No, please don’t click on the picture, it hasn’t been published yet 😉 In that sense, I would say: stay tuned!
Endlich ist es soweit! Teil 3 der Auflade-Serie ist fertig. Naja, genau genommen hab ich mich mal wieder fürchterlich mit meiner Quatscherei verschätzt…. So kommt jetzt erst mal Teil 3.1 damit Ihr vor dem Bildschirm nicht vollends einschlaft 😉 😉 Mit einem Klick aufs Bild geht es los!
Finally the time has come! Part 3 of the supercharging series is finished. Well, to be precise, I once again misjudged my nonsense talking terribly… So now comes part 3.1 so that you don’t fall asleep completely in front of the screen 😉 😉 Click on the picture to get started! (Sorry, only in german language)
Montag Morgen zum bundesweiten Tag der Großkundgebungen der Landwirte hieß es früh morgens: Anglühen!
On Monday morning, on the nationwide day of large-scale farmers‘ rallies, the motto was: Glow the heat bulb!
Im nahegelegenen Ort war der Sammelplatz. Unter den modernen Traktoren wirkt selbst ein 10,3 Liter Glühkopf Ursus wie ein Spielzeug.
The meeting place was in the nearby town. Among modern tractors, even a 10.3 liter glow head Ursus looks like a toy.
Die Bilder geben es nicht her, aber die Resonanz war riesig…..
The pictures don’t show it, but the response was huge…
….der Stau auch 😉 😉 Besonders schmunzeln musste ich da ich auf höchste polizeiliche Anweisung gar nicht mitfahren durfte. Der gute Ursus läuft nämlich (laut Papieren 😉 ) nur 18 km/h. Die Mindestgeschwindigkeit des Protestkonvois wurde durch die genehmigende Behörde mit 25 km/h festgesetzt. Um es kurz zu machen: Wenn wir mal Schrittgeschwindigkeit erreicht haben war es schon schnell 😉 😉
….the traffic jam too 😉 😉 I had to smile especially because I wasn’t allowed to ride on the highest police orders. The good Ursus only runs (according to the papers 😉 ) at 18 km/h. The minimum speed of the protest convoy was set by the approving authority at 25 km/h. To put it briefly: Once we reached walking speed it was already fast 😉 😉
Soviele Traktoren und LKW habe ich noch nie auf einem Haufen gesehen. Über 900 Fahrzeuge haben den Flugplatz Meschede Schüren zum mit Abstand größten Parkplatz der Region gemacht. Irre.
Aber warum schreibe ich das hier alles? Ganz einfach. Die Übergriffigkeit des Staates hat ein Maß erreicht das ich nicht mehr bereit bin hinzunehmen. Wer arbeitet, Leistung zeigt und Steuern zahlt ist der Dumme. Nichtsnutze, Minderleister und andere Taugenichtse werden hofiert und gepampert. Es reicht. Es wurde tausendfach zitiert, das Fass das die Kürzungen bei der Agrardieselrückvergütung und der Steuer für landwirtschaftliche Fahrzeuge zum Überlaufen gebracht hat. Ich bin gespannt was noch für Protestaktionen gestartet werden und ob ich dort wieder mit dem Glühzünder meine Solidarität für die Anliegen der Landwirte zeigen kann. 😉
I have never seen so many tractors and trucks in one place. Over 900 vehicles have made the Meschede Schüren airfield by far the largest parking lot in the region. Crazy.
But why am I writing all this here? Very easy. The overreach of the state has reached a level that I am no longer willing to accept. Anyone who works, performs and pays taxes is stupid. Useless people, underperformers and other good-for-nothings are courted and pampered. It is enough. It has been quoted thousands of times that the cuts in the agricultural diesel rebate and the tax on agricultural vehicles were the last straw. I’m excited to see what other protest actions will be started and whether I can show my solidarity for the farmers‘ concerns with the hot bulb tractor again. 😉
Nun aber zurück zum Pulling…zumindest im weitesten Sinne 😉 Ich denke fast jeder der an Motoren und Maschinen schraubt steht früher oder später vor dem Problem das Flüssigkeiten von A nach B gepumpt werden müssen. Eine tragbare Pumpe muss her.
Now back to pulling…at least in the broadest sense 😉 I think almost everyone who works on engines and machines sooner or later faces the problem of having to move liquids from A to B. A portable pump is needed.
So ist aus einer 24V Flügelzellenpumpe von Marco und einem Adapter für Makita Akkus ein kleines, unscheinbares aber genau so nützliches Werkzeug geworden.
A 24V vane cell pump from Marco and an adapter for Makita batteries have become a small, inconspicuous but just as useful tool.
Simon bohrt Ansaugtrichter….so…..jetzt sind wir aber wieder im Thema Pulling drin 😉
Simon drills the intake funnel….so…..now we’re back to the topic of pulling 😉
Stahl auf der Fräse. Aber nicht irgendein Stahl, sondern mit Zertifikat und Materialanalyse. Rechts unten erkennt man noch die Marken von der Spektralanalyse. Richtig, wir bauen die Schwungscheibe.
Steel on the milling machine. But not just any steel, but with certificate and material analysis. At the bottom right you can still see the marks from the spectral analysis. That’s right, we’re building the flywheel.
Und so wird aus der genormten P-Platte durch sinnreiche Fräs und Bohrbearbeitungen……
And so the standardized P-plate is transformed with sensefull milling and drilling operations into…
…langsam aber sicher die Schwungscheibe.
…slowly but surely the flywheel.
Das überschüssige Material wird einer letzten Bearbeitung auf der Fräse entfernt.
The excess material is removed with a final processing on the milling machine.
Ist sie nicht schön geworden? Ja ist sie! 😉
Didn’t it look beautiful? Yes it does! 😉
Und passen tut sich auch. Wenn auch sehr stramm. Aber besser als zu locker 😉
And it fits too. Albeit very tight. But better than too loose 😉
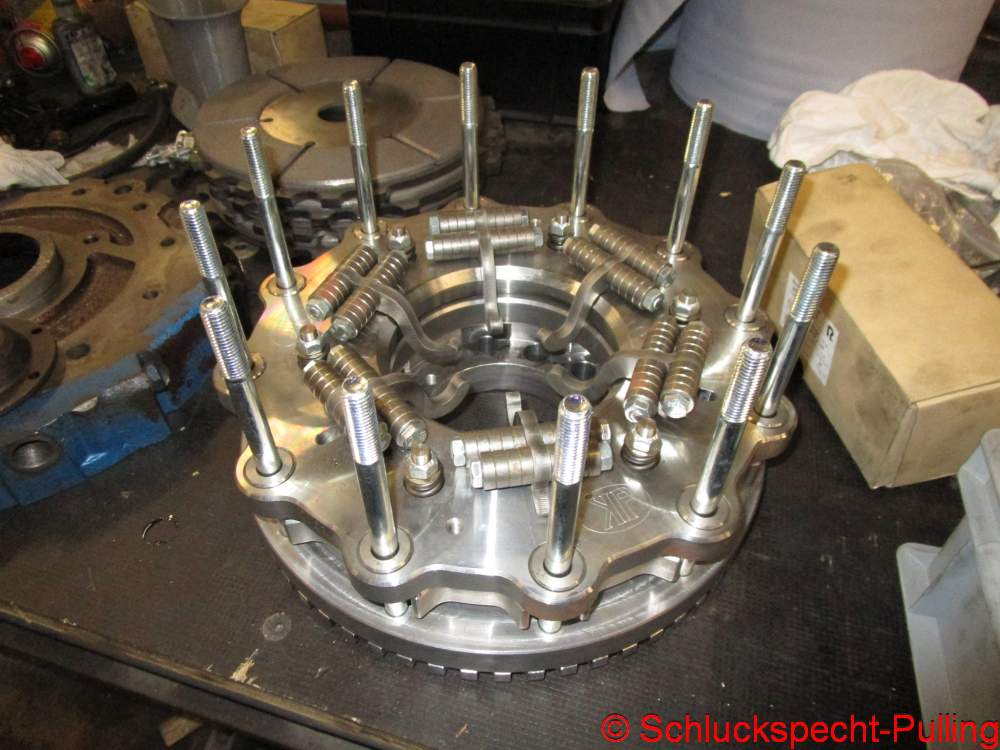
Höchste Zeit um die Kupplungskiste voran zu holen….
It’s high time to get the clutch box from the storage….
Die Einstellhülsen (Stands) auch. Schön wenn man mal nicht nur Teile macht und diese erstmal einlagert, sondern man auch einen Fortschritt erkennt 😉
The adjustment sleeves (stands) too. It’s nice when you don’t just make parts and store them first, but you also see progress 😉
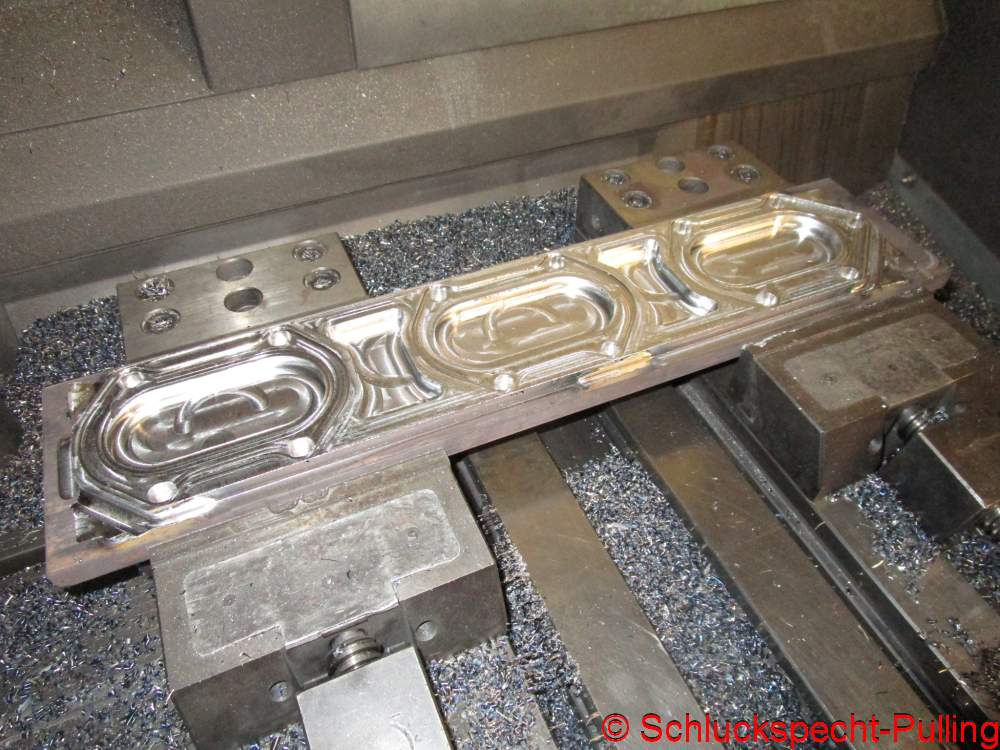
Damit wird es auch schon fast wieder Zeit den Beitrag zu verlassen. Wir haben mal wieder kleine Gussformen gefräst. Hauruck… einfach so.
So it’s almost time to leave the post again. We once again milled small molds. Quickly… just like that.
Wer diesen Blog aufmerksam verfolgt, hat solche ähnlichen Teile schon mal gesehen…nur nicht gegossen. Na, wer hat eine Idee? In dem Sinne: Bleibt dran!
Anyone who follows this blog closely has seen similar parts before…just not cast. Well, who has an idea? In that sense: stay tuned!