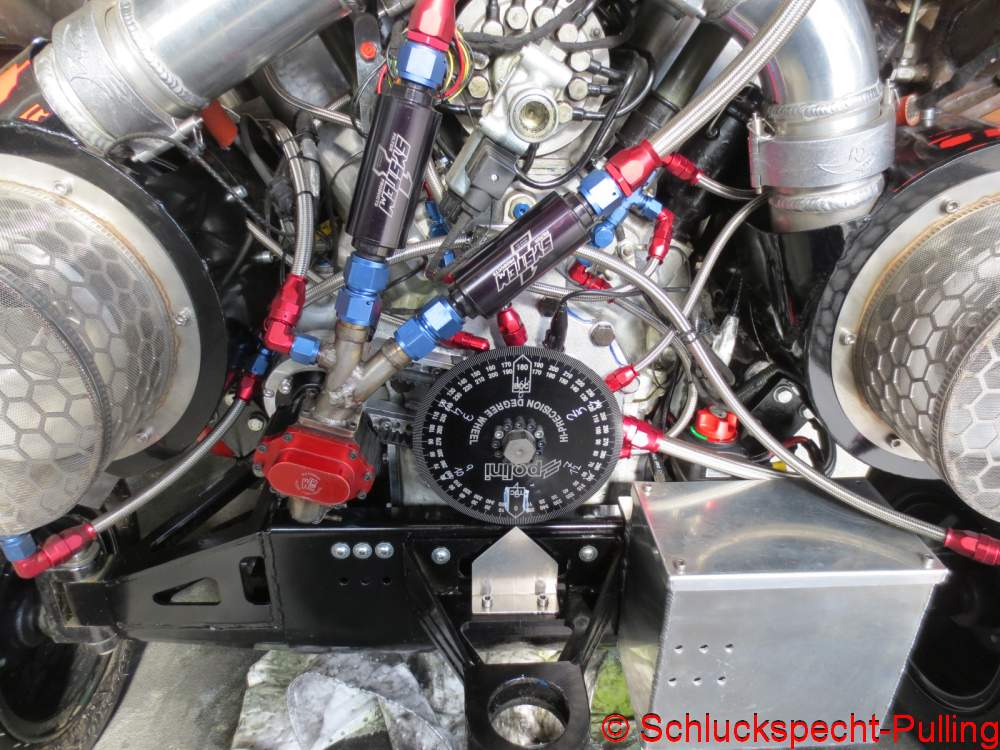
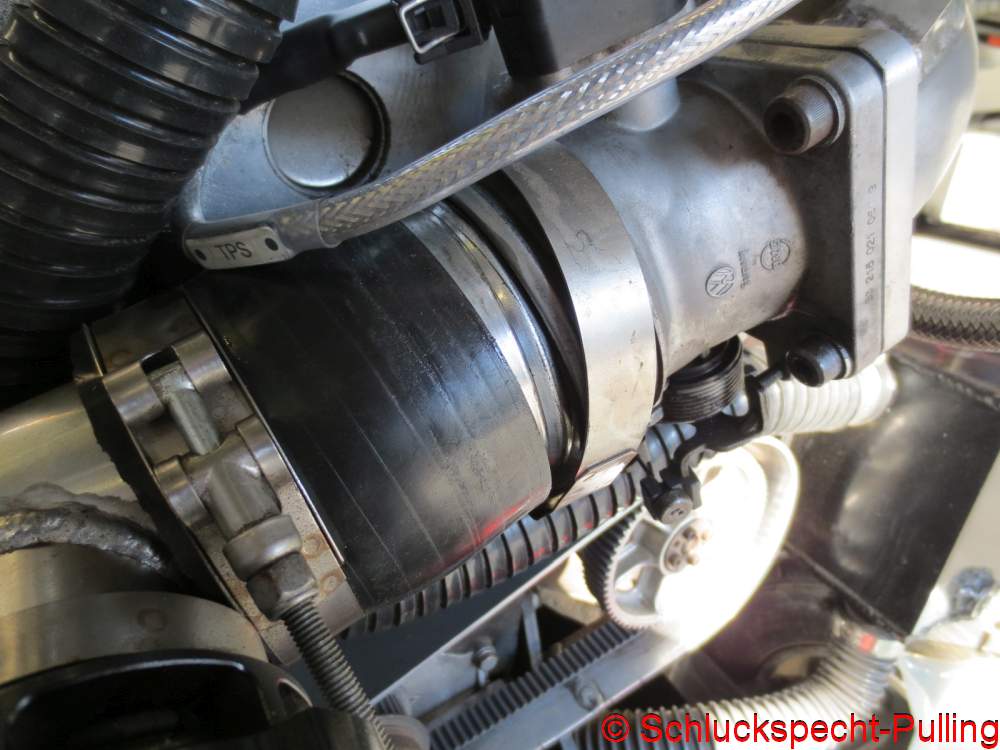
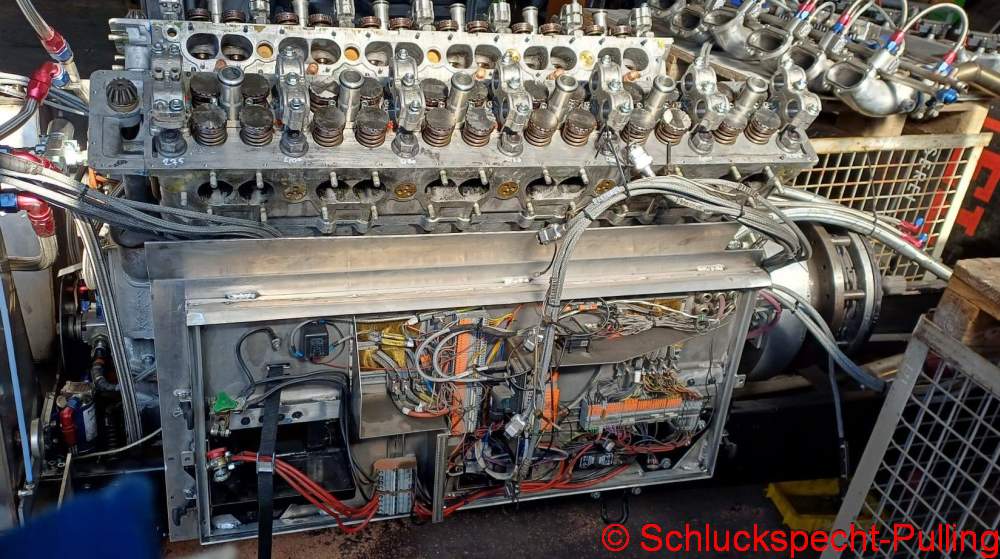
Was wir hier treiben? Eigentlich ganz einfach. Es liegt die Vermutung nahe, dass die Vibrationen beim Motorlauf etwas mit der Ansaugbrücke zu tuen haben. Entweder brennt es in der Ansaugbrücke, oder die Zylinder klauen sich untereinander den Sprit….oder beides.
What are we doing here? It’s actually quite simple. It’s easy to assume that the vibrations during engine operation have something to do with the intake manifold. Either there’s a fire in the intake manifold, or the cylinders are stealing fuel from each other…or both.
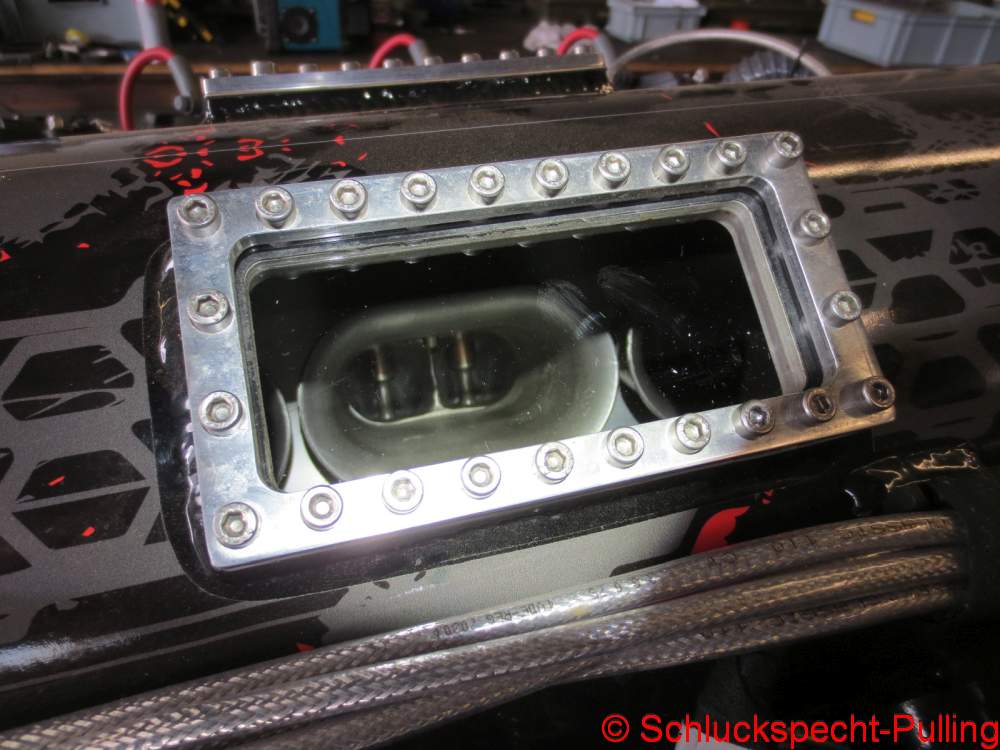
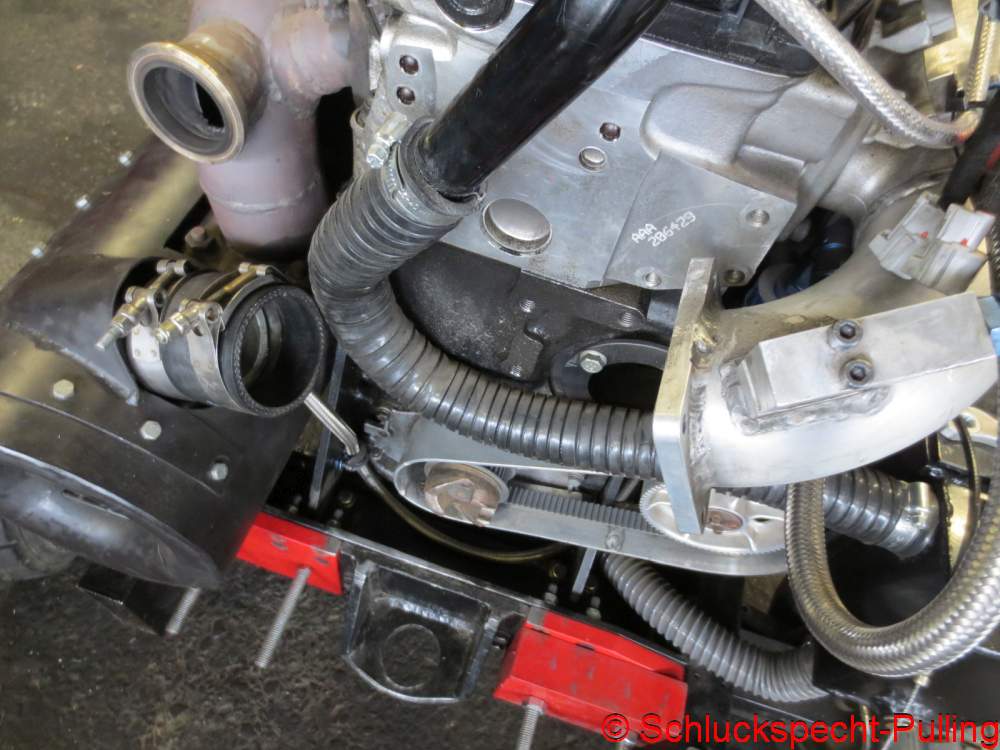
Also ein Sprenfenster raus und durch oben gezeigte Plexiglasscheibe ersetzt.
So one of the blast windows was removed and replaced with the Plexiglas pane shown above.
In Ermangelung einer echten Highspeed-Kamera, haben wir uns einfach eine Actioncam besorgt die zumindest 240 Bilder die Sekunde aufnehmen kann. Besser als nichts 😉
In the absence of a true high-speed camera, we simply got an action cam that can capture at least 240 frames per second. Better than nothing 😉
Das ist ein Frame aus dem entstandenen Video kurz vorm Anlassen. Klar soweit. Im besten Wortsinne. 😉
This is a frame from the resulting video shortly before starting. Clear so far. In the best sense of the word. 😉
Und so sieht es beim laufenden Motor aus. Katastrophe. Mit so einer Waschküche hätte ich beim besten Willen nicht gerechnet. Die ganze Ansaugbrücke steht voll mit Sprit und wird eher wie ein riesengroßer Oberflächenvergaser arbeiten. Da passen einige Dinge aber absolut nicht. Ohne hier schon zu viel ins Detail gehen zu wollen, müssen wir an den Spritzwinkel der Düsen und an die Einspritzzeiten ran. Eventuell müssen wir sogar die beiden Bänke voneinander trennen.
Und damit sind wir auch schon bei der schlechten Nachricht für diesen Beitrag. Wir werden nicht nach Schlechtenwegen kommen, unsere Saison ist damit beendet. Die gute Nachricht: Wir haben den Fehler gefunden, werden ihn abstellen und dann wohl zeitnah auf den Dyno gehen um den Motor ordentlich abstimmen zu können. Ist doch auch was 😉
And this is what it looks like with the engine running. A disaster. I never would have expected such a mess. The entire intake manifold is full of fuel and will operate more like a giant surface-mounted carburetor. Some things are absolutely wrong. Without wanting to go into too much detail here, we need to tweak the jet spray angle and the injection timing. We might even have to separate the two banks.
And that brings us to the bad news for this post. We won’t be going to Schlechtenwegen; our season is over. The good news: We’ve found the problem, will fix it, and will probably go to the dyno soon to properly tune the engine. That’s something, isn’t it 😉
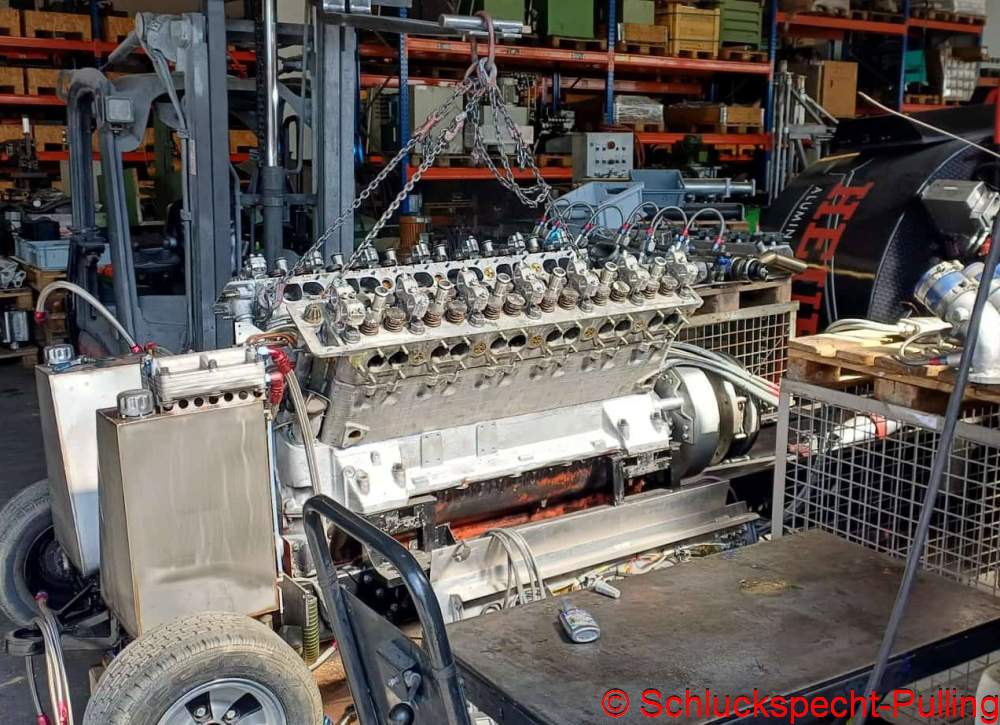
Die Vorbereitungen für die Winterarbeiten laufen auch schon auf Hochtouren. Motoren müssen zerlegt werden.
Preparations for winter work are already in full swing. Engines need to be dismantled.
Wieder mal so ein Glücksgriff. Der Motor hat so gut wie gar keine Laufstunden drauf.
Another lucky find. The engine has almost no running hours.
Und auch dieser hier mit Graugusskurbelgehäuse sieht noch spitzenmäßig aus.
And this one with the cast iron crankcase still looks great.
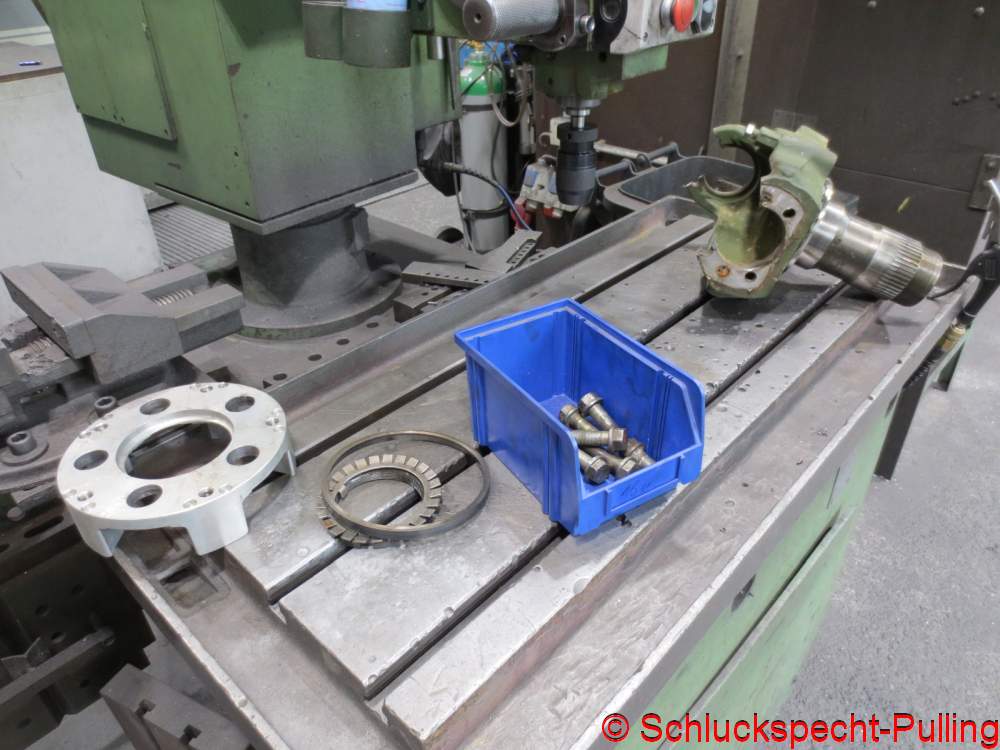
Immer mal wieder nebenbei angekündigt, soll es diesen Winter soweit sein. Mit meiner Vision einer ultraleichten Achse gehe ich nicht zum Arzt, nein, ich gehe in die Werkstatt.
As I’ve been hinting at from time to time, it’s supposed to be ready this winter. With my vision of an ultralight axle, I’m not going to the doctor; no, I’m going to the workshop.
Vom Grundsatz ist die Idee recht einfach: Wir gehen mit (sehr) hoher Drehzahl in ein sehr kleines Differential rein und anstatt in einem großen Differential die Drehzahl schon drastisch zu reduzieren, arbeiten wir mit Übersetzungen von 1,5 bis etwas über 2, lassen die Drehzahl sehr hoch und gehen dann in ein zweistufiges Planetengetriebe mit einer Übersetzung von zwei mal 4, also 16 in Summe.
In principle, the idea is quite simple: We go into a very small differential at (very) high speed and instead of drastically reducing the speed in a large differential, we work with gear ratios of 1.5 to just over 2, leave the speed very high and then go into a two-stage planetary gear with a gear ratio of two times 4, so 16 in total.
Und hier kommen die Mercedesachsen ins Spiel die wir noch vom Spähpanzer Luchs rumliegen hatten. Mit reichlich Recherche und annähernd eckigen Augen, kommt man zu dem Schluss, dass Mercedes nicht nur bei den Außenplaneten einen riesigen Baukasten hat, sondern auch bei den Differentialen. Das alles hier im Detail zu erläutern würde den Beitrag absolut sprengen. Nur soviel: Ich finde das ziemlich geil 😉 😉
And this is where the Mercedes axles we had lying around from the Luchs reconnaissance vehicle come into play. With plenty of research and a bit of square-eyedness, we come to the conclusion that Mercedes has a huge kit not only for the outer planetary gears, but also for the differentials. Explaining all of this in detail here would be beyond the scope of this post. I’ll just say this: I think it’s pretty cool 😉 😉
Das Tellerrad hat 233mm Durchmesser.
The ring gear has a diameter of 233mm.
Das ist auch der Grund warum ich vor einiger Zeit ordnerweise Unterlagen über Achsen zusammengesucht habe…Hier passiert nichts zufällig 😉
That’s also the reason why I collected folders of documents about axles some time ago…Nothing happens by chance here 😉
Auch das Differential selber ist sehr cool gebaut…und vor allem klein und leicht. Kleiner Spoiler: Man bekommt direkt eine Nadelgelagerte Version als Ersatzteil 😉
The differential itself is also very coolly designed…and, above all, small and lightweight. Spoiler alert: You can get a needle-bearing version as a spare part 😉
Ich sehe schon wieder hunderte CAD-Stunden vor mir liegen. Also im Kopf ist das Konstrukt schon fertig….. Es bleibt spannend.
I can already see hundreds of hours of CAD work ahead of me. So, the design is already complete in my head… It remains exciting.
Abschließen möchte ich den Beitrag mit etwas das nichts mit Pulling zu tuen hat aber trotzdem extrem geil ist. Sie sehen einen 1 zu 1 Nachbau des V1 Triebwerkes. Wolfgang Stockmann hat diesen Nachbau in Museumsqualität angefertigt. Jede Schraube entspricht dem Original. Irre! Das es funktionstüchtig ist, braucht sicher nicht erwähnt werden 😉
Also wer im Großraum Sundern kürzlich mal ein „leises Brummen“ hört, hier ist der Grund 😉 In dem Sinne würde ich sagen: Bleibt dran!
I’d like to conclude this post with something that has nothing to do with pulling, but is still incredibly cool. You see a 1:1 replica of the V1 engine. Wolfgang Stockmann crafted this museum-quality replica. Every screw is identical to the original. Insane! Needless to say, it’s fully functional 😉
So if you’ve recently heard a „quiet buzzing sound“ in the Sundern area, here’s the reason 😉 With that in mind, I’d say: Stay tuned!
Sonsbeck 2025, Paula is driving their first meters! (english below)
Bevor wir zu einer kleinen Nachlese aus Sonsbeck kommen, möchte ich euch zunächst auf den Höhepunkt der Pullingsaison 2025 aufmerksam machen. Am kommenden Wochenende findet in Ysselsteyn die Europameisterschaft im Garden und Tractorpulling statt. Nur einen Katzensprung hinter der Deutsch-Niederländischen Grenze gelegen ist es für jeden Pullingfan eine absolute Pflichtveranstaltung. Nicht zuletzt weil unzählige Deutsche Teams um den begehrten Titel kämpfen. Mit einem Klick aufs Bild gelangt ihr zur Veranstaltung.
Before we get to a brief recap from Sonsbeck, I’d like to first draw your attention to the highlight of the 2025 pulling season. This coming weekend, the European Championships in Garden and Tractor Pulling will take place in Ysselsteyn. Located just a stone’s throw across the German-Dutch border, it’s an absolute must-attend event for every pulling fan, not least because countless German teams will be battling for the coveted title. Click on the image to access the event.
Der Wahnsinn von Sonsbeck hat natürlich stilecht mit Wahnsinn in der Schluckspechtwerkstatt begonnen. Die beiden Bilder sind Donnerstag Mittag vor der Veranstaltung entstanden. Ja, das ist die Motorsteuerung vom 600kg Schluckspecht….also was sie mal werden wollte 😉 😉 Noch etwas Arbeit zu tuen.
The madness in Sonsbeck, of course, began in style with madness in the Schluckspecht workshop. These two pictures were taken Thursday afternoon before the event. Yes, that’s the engine control unit of the 600kg Schluckspecht…that’s what it was meant to be 😉 😉 Still some work to do.
Da uns für vier Traktoren einfach die Transportmöglichkeit fehlt, an dieser Stelle abermals ein riesen Dankeschön an Containerdienst Deimann für den Tieflader und an Vitali der ihn gefahren ist! Danke!
Since we simply don’t have enough transport capacity for four tractors, a huge thank you again to Containerdienst Deimann for the low-loader and to Vitali for driving it! Thank you!
Und damit kommen wir auch schon zu den bewegten Bildern von Mr.Jo. Mit einem Klick aufs Bild geht es los.
Was soll ich sagen? Es war der absolute Hammer! Ganz besonders stolz bin ich natürlich auf meine Tochter Paula die in der 500kg Standard-Klasse ihren ersten Schnupperstart hatte. Das hat sie super gemacht!
Vielen, vielen Dank an dieser Stelle auch an alle Gardenpuller die Ihr meine Tochter so herzlich aufgenommen habt und wo wir uns sogar den Helm leihen durften! Auch wenn es „nur“ ein Schnupperstart war, haben Fahrerin und Trecker gezeigt das mit ihnen im nächsten Jahr zu rechnen ist 😉 _____________________________________
And that brings us to Mr. Jo’s moving images. Click on the image to start.
What can I say? It was absolutely amazing! I’m especially proud of my daughter Paula, who had her first trial run in the 500kg standard class. She did brilliantly!
Many, many thanks to all the garden pullers who welcomed my daughter so warmly and even let us borrow her helmet! Even though it was „only“ a trial run, the driver and tractor showed that they’re a force to be reckoned with next year 😉 _____________________________________
Sportlich ging es dann für uns mit dem gerade fertig verkabelten 600kg Freie Klasse Schluckspecht an den Start. Mit Alex am Steuer haben wir den Fluch wohl endlich gebrochen. Keine Absteller mehr am Start und auch die Einstellungen mit der neuen Ecumaster Black haben augenscheinlich ganz gut gepasst.
Leider hat ein abgerutschter Silikonschlauch (ich hasse diese Scheißdinger) den Lauf vorzeitig beendet. Die Enttäuschung über so einen dämlichen Fehler hält sich aber in Grenzen. Wir haben wieder einen laufenden Trecker! _____________________________________
We then took to the starting line with the newly wired, 600kg modified Schluckspecht. With Alex at the helm, we finally broke the curse. No more stalls at the start, and the settings with the new Ecumaster Black seemed to be working quite well.
Unfortunately, a slipped silicone hose (I hate those damn things) ended the run prematurely. However, the disappointment over such a stupid mistake is limited. We have a running tractor again! _____________________________________
Nach einer Nacht mit einigen Getränken erfrischender Natur ging es dann Sonntagmorgen mit Simon und dem frisch reparierten Schluckspechtzeraptor in der Limited Modified an den Start. Nach dem Feuerwerk in Füchtorf etwas vorsichtiger geworden, haben wir die Zündung etwas zurück genommen und mehr Sprit rein gedreht. Was dann passierte hat uns selber etwas überrascht.
Simon hat den ersten Platz eingefahren. Irre. Ich glaube die Reparatur hat funktioniert 😉
An dieser Stelle einen herzlichen Glückwunsch an das Blackout Pulling Team zur vorzeitig feststehenden, absolut verdienten Meisterschaft! _____________________________________
After a night with some refreshing drinks, we headed to the starting line on Sunday morning with Simon and the freshly repaired Schluckspechtzeraptor in the Limited Modified. After the fireworks in Füchtorf, we became a bit more cautious, so we retarded the ignition a bit and added more fuel.
What happened next surprised us a bit. Simon took first place. Crazy. I think the repair worked 😉
Congratulations to the Blackout Pulling Team for their early, absolutely deserved championship! _____________________________________
Das große Finale sollten dann die Starts in der Light Modified (2,5t Freie Klasse) und der Modified (3,5t Freie Klasse) sein. Tja, und wie das mit so groß geplanten Finalen so ist…kann man die auch total vergeigen 😉
Und das haben wir dann auch getan. Ein wenig (zu sehr) beflügelt von den super Läufen in Viersen, hatten wir in Sonsbeck direkt 3 Probleme von komplexer, dämlicher und total dämlicher Natur 😉 _____________________________________
The grand finale was supposed to be the starts in the Light Modified (2.5t Modified) and the Modified (3.5t Modified). Well, as is the case with such grandly planned finals…you can totally screw them up 😉
And that’s exactly what we did. A little (too) buoyed by the great races in Viersen, we had three problems in Sonsbeck, one of a complex, one of a stupid, and one of a totally stupid nature 😉 _____________________________________
Bevor wir uns jetzt aber mal ansehen was da passiert ist, möchte ich an dieser Stelle ein riesiges Lob an das Traktorpullingteam Sonsbeck aussprechen! Ihr habt wieder mit extrem viel Herzblut eine megacoole Veranstaltung auf die Beine gestellt! Es ist immer wieder toll bei euch! Danke! _____________________________________
Before we take a look at what happened, I’d like to take this opportunity to express my sincere appreciation to the Sonsbeck tractor pulling team! You once again put a lot of heart and soul into putting together a super-cool event! It’s always great to be with you! Thank you!
Fangen wir mal mit dem dämlichen Fehler an. Als im Fach „Maschinenelemente“ der gewöhnliche Wellendichtring durchgenommen wurde, war ich wohl Kreide holen. Ein 0815 Wellendichtring ist nämlich nur für den nahezu drucklosen Betrieb geeignet. Wenn da jetzt ein Depp aus dem Sauerland meint 15 Bar Öldruck abdichten zu wollen….könnte das so aussehen wie in obigem Video und obendrein die Sonsbecker Feuerwehr zum Ölbindeeinsatz auf den Plan rufen.
Let’s start with the stupid mistake. When the standard shaft seal was being discussed in the „Machine Elements“ class, I must have been out for a while. A standard shaft seal is only suitable for operation with virtually no pressure. If some idiot from the Sauerland region tries to seal off 15 bar of oil pressure…it could look like in the video above, and it could also call in the Sonsbeck fire department for an oil-absorbent operation.
Sauber rausgedrückt. Ok, man hätte den Spalt auch etwas kleiner konstruieren können, dann wäre er wohl nicht so krass rausgekommen, aber die Dichtlippe wäre in jedem Fall überlastet gewesen.
Pushed out cleanly. Okay, the gap could have been designed a bit smaller, then it probably wouldn’t have been so obvious, but the sealing lip would have been overloaded in any case.
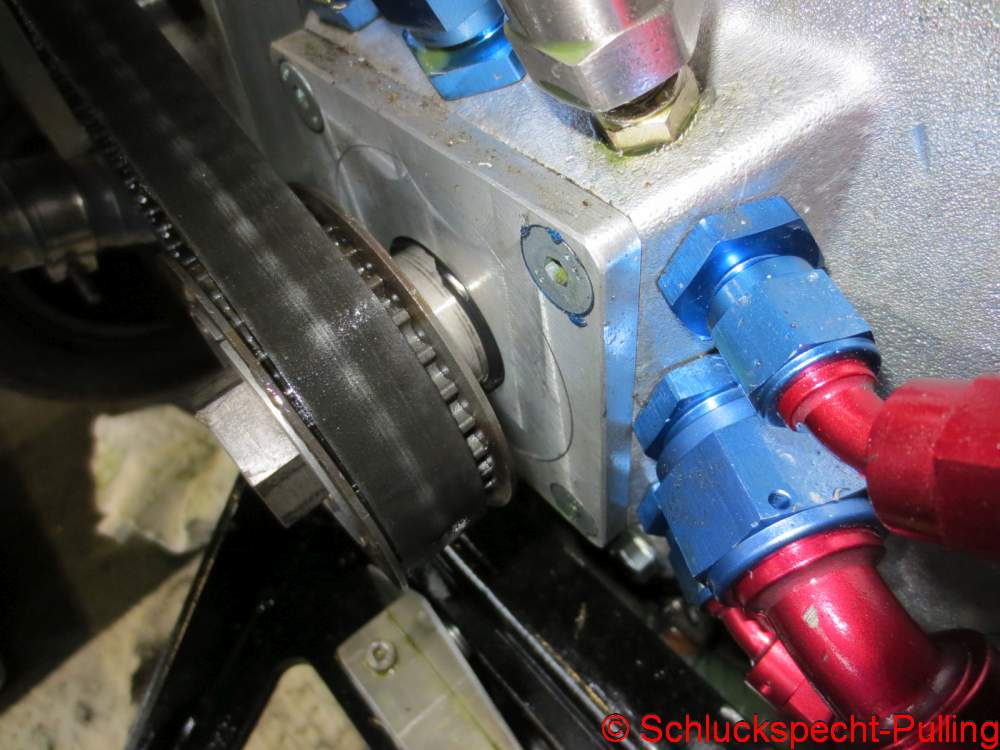
Ok, ok, der Specht war im vorderen Bereich immer schon ein wenig undicht was zum ein oder anderen zweifelnden Blick vom Bahnkommissar geführt hat 😉
Die Ursache für diese geringe Leckage ist einfach wie wiederum dämlich. In den rot lackierten Vertiefungen vorne am Motor hat sich durch schwerlich zu vermeidende Leckagen Öldruck aufgebaut. Tja, und bis zu 15 Bar auf so einer Fläche hält auch die beste Aluplatte nicht an Ort und Stelle.
Okay, okay, the Woodpecker has always been a little leaky in the front area, which has prompted a few suspicious glances from the track inspector 😉
The cause of this slight leak is both simple and utterly stupid. Oil pressure has built up in the red-painted recesses at the front of the engine due to unavoidable leaks. Well, and up to 15 bar on such a surface, even the best aluminum plate won’t stay in place.
Also raus mit dem Dingen….
So let’s get this thing out…
….mit kreativen Mitteln auf die Fräse gespannt….
….clamped it on the milling machine with creative means….
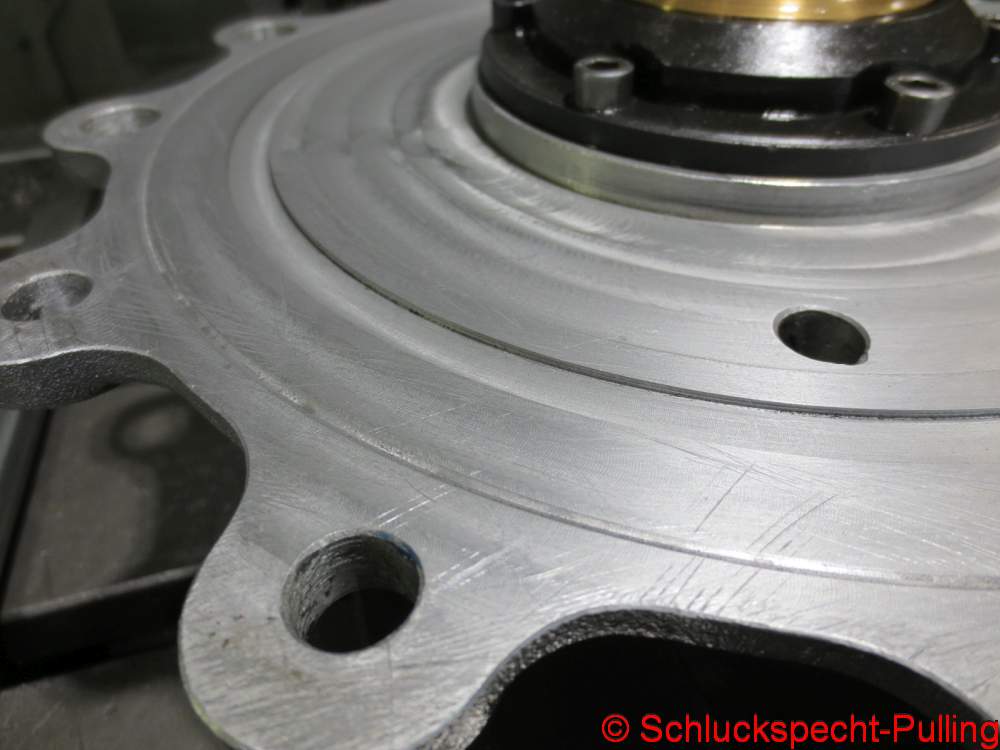
…und zwei sinnreiche Nuten eingefräst. Die größere leitet das Leckageöl in die sinnigerweise schon vorhandene Ablaufbohrung die es in das Kurbelgehäuse abfließen lässt. Die kleinere Nut nimmt den Dichtstoff auf 😉
…and milled two clever grooves. The larger one channels the leaked oil into the already existing drain hole, which allows it to flow into the crankcase. The smaller groove accommodates the sealant 😉
Die neuen Wellendichtringe sehen den alten erstaunlich ähnlich, sind aber für deutlich höhere Drücke geeignet. Man darf gespannt sein 😉
The new shaft seals look surprisingly similar to the old ones, but are suitable for significantly higher pressures. It will be interesting to see what happens 😉
Ich bin guter Dinge das das nun der dichteste Transmash aller Zeiten ist. 😉
I’m optimistic that this is the densest transmash ever. 😉
Kommen wir nun zum total dämlichen Fehler. Das Reifendruckmanometer hat ein leichtes Offset. Zu oft hingefallen, zu heftige Druckschläge? Keine Ahnung. Nur sind wir so nicht mit den geplanten 0,25 Bar in den Reifen gefahren, sondern wohl nur mit etwas über 0,2 Bar. Das kann in der 2,5t Klasse funktionieren, allerdings hatten wir im Gegensatz zu den anderen Teams in der Klasse am Start mal so überhaupt keinen Grip. Das legt den Verdacht nahe, dass es eben nicht funktioniert hat.
Now let’s get to the totally stupid mistake. The tire pressure gauge has a slight offset. Too many falls, too much pressure shocks? I have no idea. It’s just that we didn’t run with the planned 0.25 bar in the tires, but probably only a little over 0.2 bar. That might work in the 2.5t class, but unlike the other teams in the class, we had absolutely no grip at the start. This suggests that it just didn’t work.
Jetzt wird da ein ordentliches glyceringedämpftes Manometer verbaut. Und etwas mehr Sorgfalt lassen wir mit dem Teil auch walten 😉
Now we’re installing a proper glycerol-damped pressure gauge. And we’re taking a little more care with that part, too 😉
Der komplexe Fehler ist für mich aktuell noch so komplex, dass ich zwar einen Verdacht habe, ich mir aber noch nicht sicher genug bin um den hier lang und breit erklären zu wollen um dann später genau so lang und breit zurück rudern zu müssen 😉 😉
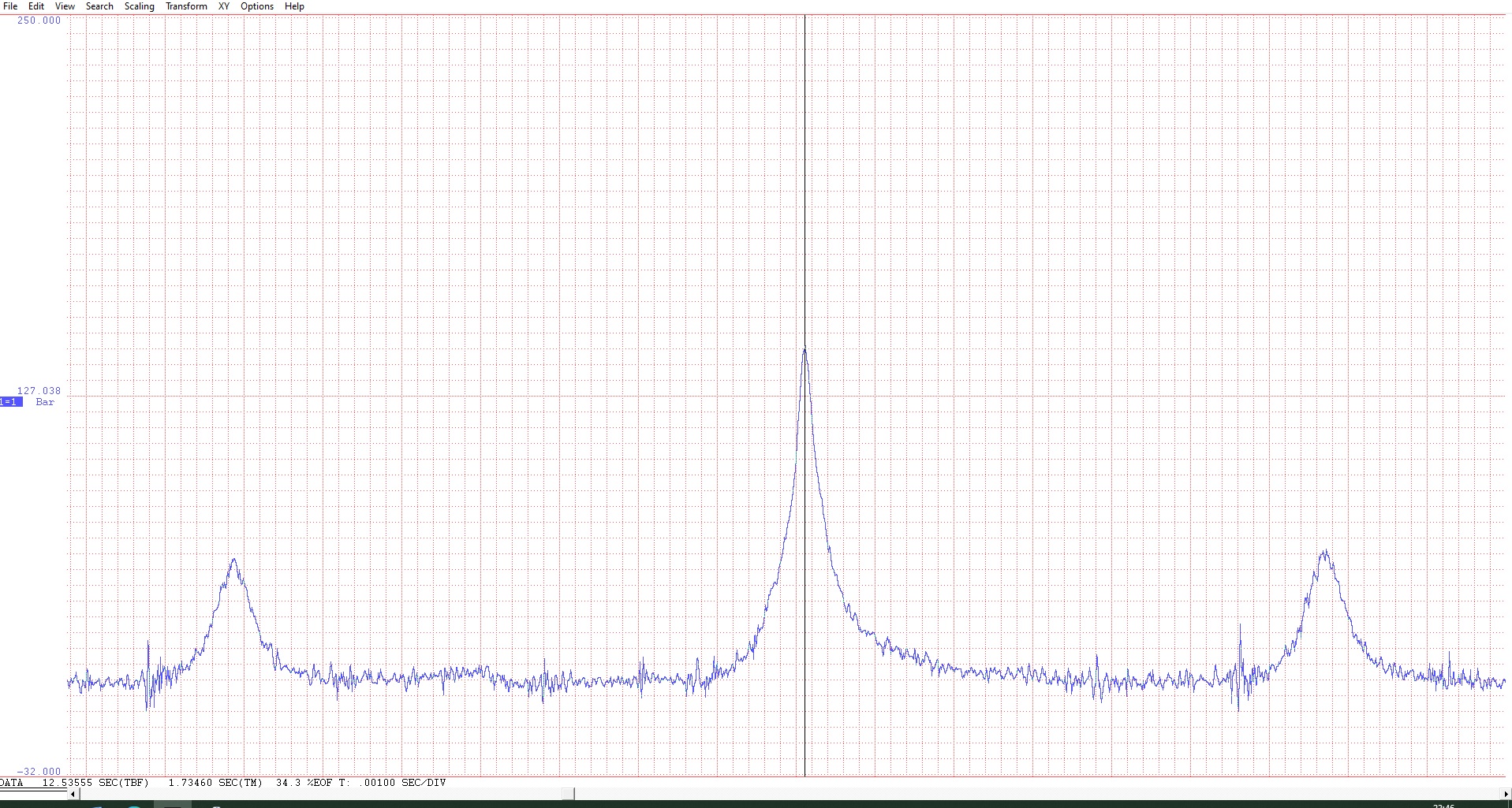
Und auch hier könnte die Zylinderdruckindizierung wieder den entscheidenden Tipp gegeben haben. Seht Ihr das „Zittern“ vor der Verdichtung? Immer wenn das „Zittern“ zu sehen ist, zündet der Zylinder nicht. In der Mitte eine normale Zündung.
Was das mit diesem Video von Steve Morris zu tun haben könnte….ja das machen wir dann mal später wenn ich mir mit meiner These sicher bin 😉 😉
The complex error is still so complex for me that I have a suspicion, but I’m not yet certain enough to explain it at length here, only to have to backtrack just as much later 😉 😉
And here, too, the cylinder pressure indicator might have provided the crucial clue. Do you see the „trembling“ before compression? Whenever you see the „trembling,“ the cylinder isn’t firing. In the middle, there’s a normal ignition.
What that might have to do with this video by Steve Morris… well, we’ll get to that later, when I’m more certain about my theory 😉 😉
Ganz und gar sicher bin ich mir bei meiner Ablehnung von Silikonschläuchen. Im Video kann man schön erkennen wie der Ladedruck flöten geht. Mal ehrlich…sowas nervt.
I’m absolutely certain about my rejection of silicone hoses. In the video, you can clearly see how the boost pressure escapes. Let’s be honest…that’s annoying.
Also den ganzen Käse raus…sauber machen….
So take out all the stuff…clean it up….
…und einen Plan entwickeln. Langfristig kommen da nur gescheite Metallschellen in Frage wie wir sie auch am neuen Trecker verwenden. Nur da haben wir aktuell keine Zeit für.
…and develop a plan. In the long run, the only option is to use decent metal clamps like the ones we use on our new tractor. But we don’t have the time for that right now.
Auch wenn das jetzt keine Goldrandlösung ist, sollte so eine scharfe Kante den Schlauch deutlich besser halten.
Even if it’s not a gold-standart solution, a sharp edge like this should hold the hose much better.
Drückt die Daumen das das jetzt hält 😉
Fingers crossed that this works now 😉
Was haben wir noch? Kleinkram der liegen bleibt wenn einem die Zeit ausgeht. So haben wir doch tatsächlich im Vorfeld von Sonsbeck darauf verzichtet diese Abdeckung zu polieren….
What else do we have? Little things that get left behind when you’re running out of time. So we actually skipped polishing this cover before Sonsbeck…
Das haben wir dann hiermit nachgeholt 😉
We have now made up for it 😉
Dann erreichte uns noch ein Paket aus Dänemark von Westspeed. Wir haben uns direkt noch ein paar Nockenwellen auf Ersatz umschleifen lassen. Vielleicht kommen wir im Winter ja sogar mal dazu ein paar Ersatzkomponenten wie Zylinderköpfe oder gar einen kompletten Motor aufzubauen. Das wäre doch mal was 😉
Then we received a package from Westspeed in Denmark. We immediately had a few camshafts reground to replacements. Maybe we’ll even get around to building some replacement components like cylinder heads or even a complete engine this winter. Now that would be something 😉
Bleibt nur noch eine Vorschau auf das letzte DTTO-Event für diese Saison. So denn alles klappt, möchten wir Anfang Oktober noch einmal anhaken bevor es in die Winterpause geht. Ok, „Pause“ ist ein reichlich beschönigender Ausdruck für das was wir alles vorhaben 😉 In dem Sinne würde ich sagen: Bleibt dran!
All that remains is a preview of the last DTTO event of the season. If all goes well, we’d like to hook again at the beginning of October before the winter break. Okay, „break“ is a rather euphemistic term for what we’re planning 😉 So, I’d say: Stay tuned!
Bevor wir in den Beitrag starten, möchten wir kurz innehalten. Mit Manfred Kilian ist vor knapp zwei Wochen ein Urgestein des deutschen und auch europäischen Pullingsports von uns gegangen. Neben über drei Jahrzehnten Vorstandsarbeit in der DTTO werden wir vor allem die Verdienste ums Gardenpulling nie vergessen. Es ist immer schwierig die richtigen Worte zu finden, deshalb mache ich es einfach:
Danke Manfred!
Before we begin our article, we’d like to pause for a moment. With the passing of Manfred Kilian, a pillar of German and European pulling, we passed away just two weeks ago. In addition to over three decades of service on the board of the DTTO, we will never forget his contributions to garden pulling. It’s always difficult to find the right words, so I’ll just say:
Thank you, Manfred!
Mit dem Traktorpulling Sonsbeck steht auch schon die nächste Veranstaltung in den Startlöchern an denen wir anhaken werden. Leute, ich kann es euch nur empfehlen: Kommt vorbei! Das Programm ist das ganze Wochenende der absolute Hammer. Und Samstag Abend gibt es unter Flutlicht noch die Eurocup-Klassen 4,5t Super Sport und Pro Stock. Mehr geht fast nicht.
Wie schon angekündigt, versuchen wir aktuell mit ganzen 4 Treckern am Start zu sein. Richtig gehört, vier. Und das ist auch genau der Grund warum hier gerade nicht so viel passiert. Wir haben so viel um die Ohren das ich es einfach nicht schaffe in der gewohnten Regelmäßigkeit zu berichten. Aber auch das wird wieder besser, versprochen 😉
The next event we’ll be joining is the Tractor Pulling Sonsbeck. Guys, I highly recommend it: Come along! The program is absolutely fantastic all weekend long. And on Saturday evening, the Eurocup classes 4.5t Super Sport and Pro Stock will be held under floodlights. It couldn’t be more exciting.
As previously announced, we’re currently trying to start with a total of 4 tractors. That’s right, four. And that’s exactly the reason why not much is happening here right now. We have so much going on that I simply can’t manage to report on it as regularly as usual. But that will get better, I promise 😉
Aber da war ja noch was…wir waren in Viersen. Bis Freitag Nacht hatte ich noch so meine Zweifel ob die Veranstaltung überhaupt stattfinden kann. Regen ohne Ende. Doch die Veranstalter haben durchgezogen und trotz teils knöcheltiefem Matsch eine Wahnsinns Veranstaltung auf die Beine gestellt! Vielen Dank dafür, das habt ihr echt gut hin bekommen!
Aus sportlicher Sicht lief es für uns perfekt. Nach dem Totalausfall in Berghausen konnten wir Samstag Abend in der Modified-Klasse (3,5t Freie Klasse) respektable 66m ziehen. Vor allem aber haben wir genau die Daten gewonnen die wir brauchten. Was dann Sonntag in der Light Modified (2,5t Freie Klasse) passiert ist, könnt Ihr euch dank Mr.Jo auch in Bewegtbildern ansehen.
But there was something else…we were in Viersen. Until Friday night, I still had my doubts about whether the event could even take place. It was raining nonstop. But the organizers pulled through and, despite some ankle-deep mud, put on an amazing event! Thank you so much for that, you guys did a really good job!
From a sporting perspective, things went perfectly for us. After the total misfunction in Berghausen, we were able to pull a respectable 66 meters in the Modified class on Saturday evening. But most importantly, we gathered exactly the data we needed. Thanks to Mr. Jo, you can also watch what happened on Sunday in the Light Modified class in moving images.
Mit einem Klick auf´s Bild geht es direkt zu unserem Vorlauf. Der erste Fullpull mit unserem neuen Trecker. Die Freude war natürlich riesig. Und auch der Finalpull hätte um ein Haar für einen Podiumsplatz gereicht. Der absolute Wahnsinn!
Click on the picture to go directly to our preliminary round. The first full pull with our new tractor. The joy was, of course, immense. And the final pull was also almost enough for a podium finish. Absolutely insane!
Für eine detaillierte technische Analyse an dieser Stelle wäre das Internet wohl zu klein. 😉
Nur soviel: Das obige Bild zeigt die Werte der Zylinderdruckindizierung während des Finallaufs. Dem vorbelasteten Leser fallen sicher sofort einige Dinge auf die wir mal in einem Video besprechen müssen. Bereits jetzt ist klar, dass die Technik wahnsinnig gut funktioniert und wir jetzt schon Dinge erkannt haben auf die wir ohne Zylinderdruckindizierung nie gekommen wären. 😉
Weiterhin tuen die Einspritzventile nun exakt(!) das, was sie tun sollen. Echt hilfreich das. 😉
The internet would probably be too small for a detailed technical analysis at this point. 😉
Suffice it to say: The image above shows the cylinder pressure indicaton values during the final run. Readers with a bias will surely immediately notice a few things that we need to discuss in a video. It’s already clear that the technology works incredibly well, and we’ve already discovered things we would never have thought of without cylinder pressure indicators. 😉
Furthermore, the fuel injectors now do exactly(!) what they’re supposed to do. That’s really helpful. 😉
Von der Schlammschlacht in Viersen zurück gekommen….
Back from the mud fight in Viersen…
…musste unter Zuhilfenahme diverser Reinigungstechnologien…
…had to be done with the help of various cleaning technologies…
…erstmal wieder alles zum Glänzen gebracht werden.
…first everything has to be made to shine again.
Es galt keine Zeit zu verlieren. Schließlich steht der Motor vom Zeraptor immer noch in vielen Einzelteilen rum. Also ran an die neuen Zylinderköpfe.
There was no time to lose. After all, the Zeraptor’s engine was still lying around in many pieces. So, it was time to get to work on the new cylinder heads.
Serienmäßig kommen Transmashköpfe in der Qualität von „schlecht“ bis „sehr schlecht“ daher. Für einen Limited Modified-Trecker macht das richtige Bearbeiten der Kanäle recht wenig Sinn. Aber die schrecklichen Grate an diesem Kopf verursachen echt Augenkrebs. Das bekommt man mit wenig Aufwand deutlich schöner hin.
Standard transmash heads range in quality from „poor“ to „very poor.“ For a Limited Modified tractor, proper machining of the ports makes little sense. But the horrible burrs on this head are truly eye-cancer. You can get a much better finish with little effort.
Das kann sogar so schlimm werden, dass sogar der eigentliche Querschnitt eingeschnürt wird…irre…..
This can even get so bad that the actual cross-section is constricted…crazy…..
Besser!
Better!
Natürlich werden die Köpfe dadurch aus signifikant leichter 😉
Of course, this makes the heads significantly lighter 😉
Daran, die Ventile mit ein bisschen Paste einschleifen zu können braucht man gar nicht denken. Auch das machen wir mit der bisher gewonnenen Erfahrung einfach direkt richtig.
You don’t even need to think about grinding in the valves with a little bit of compound. With the experience we’ve gained so far, we simply do that right the first time.
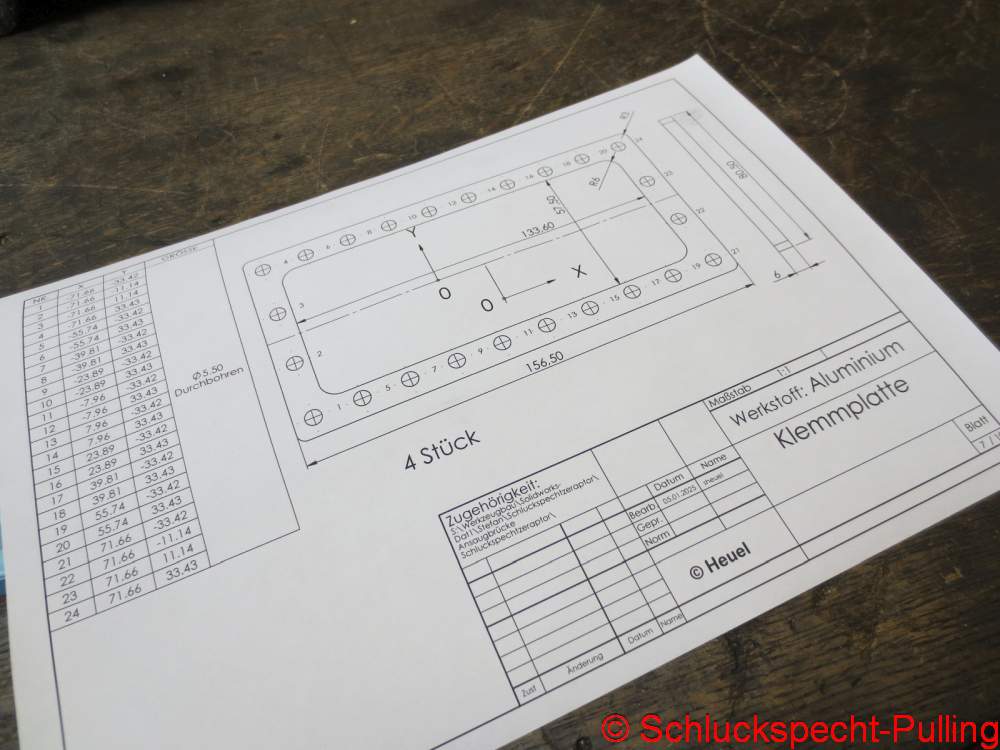
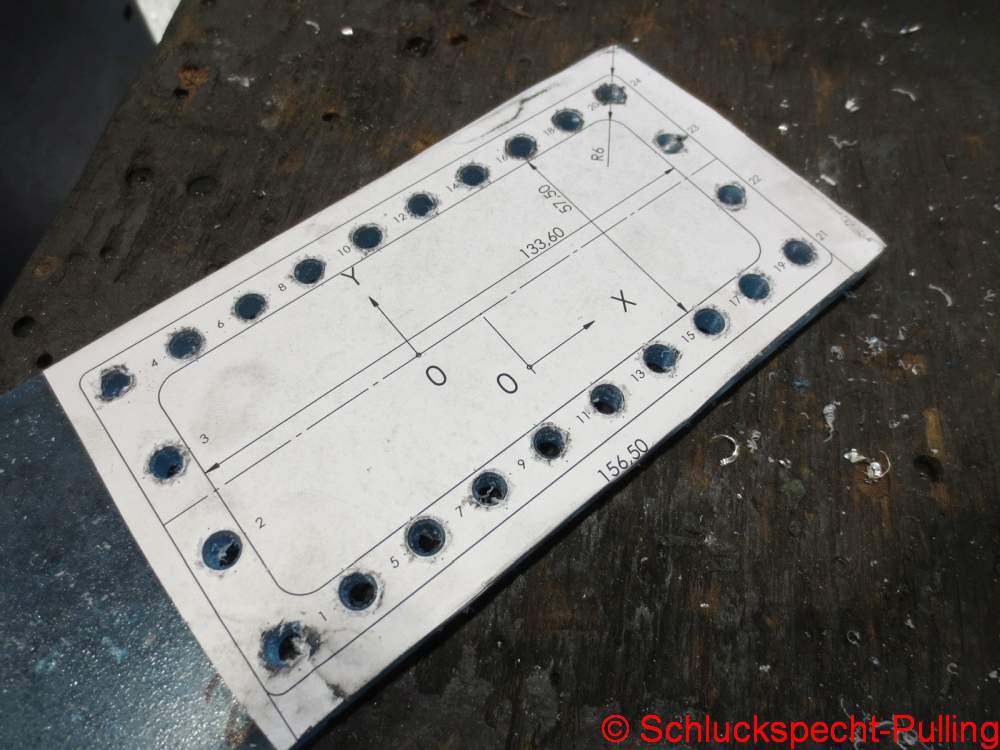
Also alle 24 Ventilpositionen im Kopf mit dem Zentrikator anfahren und aufschreiben.
So move the centrator to all 24 valve positions in the head and write them down.
Damit hätten wir auch das ordentlich gemacht.
So we would have done that properly too.
Gescheite Ventilsitze verlangen nach gescheiten Ventilen. Natürlich kriegt der Motor auch hier den letzten Entwicklungsstand.
Good valve seats require good valves. Naturally, the engine also gets the latest development here.
In der Masse reduzierte, nitrierte und sitzgeschliffene Ventile. So muss das 😉
Reduced-mass, nitrided, and seat-ground valves. That’s how it should be 😉
Ein paar „Kleinigkeiten“ müssen an den Köpfen noch gemacht werden…..
A few „little things“ still need to be done on the heads…..
…bevor unser im besten Sinne bekloppte Simon die Ventile einbauen kann. 😉
…before our crazy-as-hell Simon can install the valves. 😉
Da ich mich in der Zwischenzeit in den Familienurlaub Teil 2 verabschiedet hatte, sind zwar nicht so viele Bilder entstanden, aber Simon und Alex haben sich den Arsch aufgerissen um den Zeraptor wieder zusammen zu bekommen!!!
Since I had left for family vacation part 2 in the meantime, I didn’t take that many pictures, but Simon and Alex worked their asses off to get the Zeraptor back together!!!
Der absolut Wahnsinn. auf einmal stand da wieder ein Trecker. Noch ein paar Kleinigkeiten und wir können den Probelauf wagen. Irre!
Absolutely insane. Suddenly, there was a tractor there again. Just a few more little things and we can attempt the test run. Crazy!
Aber auch ein paar Nebenbaustellen wurden bearbeitet. Unser „Ölwagen“ hat eine fest verbaute Akkupumpe mitsamt Filter bekommen. Diese Ölschmiererei hat ich immer wahnsinnig gemacht!
But a few side projects were also being worked on. Our „oil truck“ got a permanently installed battery-operated pump with a filter. All that oil smearing always drove me crazy!
Da in Viersen zur Sprache kam, dass die Notaus-Einrichtung in alle Richtung funktionieren muss, nicht bloß zur Seite geneigt, hat sich Alex direkt Gedanken gemacht und den Knarrenkasten geplündert 😉
Since it was mentioned in Viersen that the emergency stop device must work in all directions, not just tilted to the side, Alex immediately thought about it and raided the ratched box 😉
So, jetzt arbeitet der Not Aus in alle Richtungen…
So, now the emergency stop is working in all directions…
Der nächste Grund warum wir so viel um die Ohren haben: Eine OSB-Platte
The next reason why we have so much work to do: An OSB board
Aber nicht irgendeine OSB-Platte, nein, ich habe sie mit Pappe beklebt 😉 Wer diesen Blog kennt, der weiß wohl was kommt…
But not just any OSB board, no, I covered it with cardboard 😉 If you know this blog, you probably know what’s coming…
Ein Tipp: Simon hat aufgeräumt und die Trecker umgestellt 😉
A tip: Simon has cleaned up and rearranged the tractors 😉
Der 600kg Schluckspecht bekommt eine komplett neue Motorsteuerung mit einem komplett neuen Kabelbaum.
The 600kg Schluckspecht gets a completely new engine control unit with a completely new wiring harness.
Auch wenn wir mittlerweile einige Erfahrung haben wie man sowas (aus unserer Sicht) richtig macht, bleibt es einfach viel, viel Arbeit. Drückt uns die Daumen, dass wir das bis Sonsbeck auf die Reihe bekommen. Das wird noch spannend.
Even though we’ve gained some experience in how to do this (in our opinion) properly, it’s still a lot of work. Keep your fingers crossed that we can get it done by Sonsbeck. It’s going to be exciting.
Und Trecker Nummer vier. Wenn alles klappt wie geplant, wird meine große Tochter Paula in Sonsbeck einen Schnupperstart machen. Die Fahrtrainings laufen auf Hochtouren 😉 😉
And tractor number four. If everything goes as planned, my eldest daughter Paula will have a trial run in Sonsbeck. The driving training is in full swing 😉 😉
In dem Sinne würde ich sagen, drückt die Daumen das wir bis Sonsbeck alles fertig haben und bleibt dran!
With that in mind, I’d say keep your fingers crossed that we’ll have everything finished by Sonsbeck and stay tuned!
Bitte seht es uns nach das wir noch kein Fazit zu Viersen veröffentlicht haben. Spoiler: Wir sind mehr als zufrieden und es scheint alles heile geblieben zu sein. 😉
Wir wurden vollkommen überraschend vom Little Bastard Pulling Team zur „modifizierten“ Baumpflanz-Challenge nominiert. Ok, wir nehmen an und liefern! Mit einem Klick aufs Bild, oder hier geht´s los.
Zweiter Spoiler: Aktuell arbeiten wir wie verrückt um in Sonsbeck mit 4, in Worten: vier Treckern am Start zu sein. Ok, manchmal muss man das Unmögliche versuchen um das Mögliche zu erreichen 😉 In dem Sinne: Bleibt dran!
Please forgive us for not yet publishing a summary of Viersen. Spoiler alert: We’re more than satisfied, and everything seems to have remained intact. 😉
We were completely unexpectedly nominated by the Little Bastard Pulling Team for the „modified“ tree-planting challenge. Okay, we accept and deliver! Click on the picture or here to get started.
Second spoiler alert: We’re currently working like crazy to be at the starting line in Sonsbeck with 4, in words: four tractors. Okay, sometimes you have to try the impossible to achieve the possible 😉 So, stay tuned!
Ja, uns gibt es auch noch 🙂 Die Veranstaltung in Edewecht konnten wir Urlaubsbedingt leider nicht mitnehmen, aber wir waren absolut nicht untätig. Und wir können es schon vorweg nehmen: Wir sind fertig für Viersen. Eine extrem coole Veranstaltung am Niederrhein. Nicht so Überlaufen und die Startklassen haben es in sich. Also wenn Ihr am 02.08 und 03.08 noch nichts vor habt…vorbei kommen!
Yes, we’re still here 🙂 Unfortunately, we couldn’t make it to the event in Edewecht due to vacation, but we were definitely busy. And we can already say this: We’re ready for Viersen. A really cool event on the Lower Rhine. It’s not that crowded, and the starting classes are pretty competitive. So if you don’t have any plans for August 2nd and 3rd…come on down!
Vor der Veranstaltung kommt die Arbeit. Auch wenn ich immer noch zuversichtlich bin das wir es nicht brauchen, bekommen wir ein Kupplungspedal. Zeichnung—>check. Rohmaterial—>check. Legen wir los.
Before the event, there´s work to doo. Even though I’m still confident we won’t need it, we’re getting a clutch pedal. Drawing—>check. Raw materials—>check. Let’s get started.
Jetzt werden sich einige sicherlich fragen warum wir nicht einfach eines aus irgendeinem Ersatzteilkatalog nehmen? 1. passt das ganz sicher nicht wie wir es brauchen. 2. ist es kaputt, ist sicher keines mehr zu bekommen, und 3. kann das ja jeder 😉
Now, some of you might be wondering why we don’t just pick one up from a spare parts catalog? 1. It definitely won’t fit what we need. 2. If it’s broken, there’s probably no one left to get. 3. Anyone can do that 😉
Auch wenn es ein bisschen Arbeit ist, so sind es auch nur 3 unterschiedliche Teile die man fertigen muss. Da haben wir schon aufwändigere Sachen gemacht. 😉
Even though it’s a bit of work, there are only three different parts to make. We’ve done more complex things before. 😉
Da wirklich alle Teile im CAD konstruiert sind, passt es auf Anhieb.
Since all parts are designed in CAD, it fits right away.
Ok, bereits im CAD konnte man erkennen, dass die Hebel der Kupplung noch ein wenig umgearbeitet werden müssen.
OK, already in the CAD you could see that the clutch levers still need to be reworked a little.
Aber auch das wird auf die schnelle Schluckspecht-Art gemacht 😉
But we also did that the quick, Schluckspecht way 😉
Aufkleben….
Glue it…
…..schneiden…
….cut….
….und das ganze noch 5 mal mehr. 😉
….and repeat for 5 more times 😉
Aus einem stück vergütetem Stahl wurde sogleich eine Ausrückgabel.
A release fork was immediately made from a piece of tempered steel.
Ich würde sagen das passt doch schon sehr gut.
I would say that fits very well.
Jetzt braucht es nur noch einen Hebel….
Now all we need is a lever…
…der sich dann auch materialisiert. 😉
…which then materializes. 😉
Passfedernut
Keyway
Und es ist genau so unspektakulär wie es sich hier anhört 😉
And it’s just as unspectacular as it sounds here 😉
Alex werkelt derweil schon am eigentlichen Pedal.
Meanwhile, Alex is already working on the actual pedal.
Themenwechsel
Change of topic
Nach einigen Versuchen war dann zum einen recht schnell klar warum der Trecker in Berghausen überhaupt nicht lief und zum anderen was zu tuen war. So haben wir flugs unsere Drehbank angeschmissen und eine kleine Serie Düsen für die HANA Einspritzventile gedreht.
After a few attempts, it quickly became clear why the tractor in Berghausen wasn’t running at all, and what needed to be done. So we quickly fired up our lathe and turned a small batch of nozzles for the HANA injectors.
Wie das immer so ist, sammelt sich in der „Versuchskiste“ mittlerweile allerhand Zeugs in unterschiedlichen Entwicklungsständen an. 😉
As is always the case, all sorts of things in various stages of development are now accumulating in the „test box.“ 😉
Die Einspritzventile aus dem Trecker sind auch wieder draußen….
The injectors from the tractor are also out again.…
…und wandern direkt auf die Drehbank um sie zu „öffnen“
…and go directly to the lathe to „open“ them
Den ganzen Krempel mit dem Schweißen etc. hatten wir alles schon mal. Das erspare ich euch und komme direkt zu den fertigen Düsen.
We’ve already been through all that welding and other stuff. I’ll spare you that and get straight to the finished nozzles.
Problem nur: Die neuen Düsen passen nicht ohne weiteres in die Ansaugtrichter.
The only problem is that the new nozzles do not fit easily into the intake funnels.
Aber hier hatte Alex direkt eine gute Idee wie man das Bohren kann ohne das die Späne in den Motor oder die Spritleiste kommen. Leider habe ich von der Absaugapparatur keine Bilder. Schande über mich. Soviel: Sie hat super funktioniert!
But here, Alex immediately had a great idea about how to drill without getting the chips into the engine or fuel rail. Unfortunately, I don’t have any pictures of the vacuumcleaner device. Shame on me. Suffice it to say: It worked great!
Da ich so überhaupt keine Lust mehr auf Überraschungen bezüglich der Düsen habe, wurden die sorgfältig vermessen, geprüft, dokumentiert usw..
Zurückblickend war es reichlich naiv gewesen einfach die Werte aus den Datenblättern zu übernehmen und zu hoffen das die Düsen mit Methanol genau das machen was auf dem Papier steht.
Um es auch hier kurz zu machen: Die Frage ist nicht warum das in Berghausen nicht funktioniert hat, die Frage muss lauten: Warum hat es in Füchtorf überhaupt einmal funktioniert.
Since I’m fed up with any more surprises regarding the nozzles, I carefully measured, tested, documented, etc.
Looking back, it was quite naive to simply accept the values from the data sheets and hope that the nozzles with methanol would do exactly what they said.
To sum it up: The question isn’t why it didn’t work in Berghausen; the question should be: Why did it work in Füchtorf for one time?
Gedanklich machen wir jetzt mal zwei Wochen Familienurlaub in denen zwar keine Bilder entstanden sind, Simon und Alex aber richtig fleißig waren. Die Pedalerie ist fertig und weiter nach hinten gewandert. Ein neues Trittbrett ist auch entstanden und der Sitz wurde auch angehoben. Jetzt sieht man in dem Koffer auch mal was 😉 😉
In our minds, we’re now taking a two-week family vacation. While we didn’t take any pictures, Simon and Alex were really busy. The pedals are finished and have been moved further back. A new footboard has also been installed, and the seat has been raised. Now you can actually see something in the trunk 😉 😉
Unter der Plane verbirgt sich….
Hidden beneath the tarpaulin is…
…ein neuer Motor der den Weg ins Sauerland gefunden hat. Warum das neu sogar richtig ist, erklärt sich beim Blick….
…a new engine that has found its way to the Sauerland region. Why „new“ is actually a good thing becomes clear when you take a look…
….in den Einlass….
….into the intake….
….und den Auslass. Der Motor hat noch nicht mehr getan als ein Probelauf! Wäre das Kurbelgehäuse jetzt noch aus Aluminium und nicht aus Grauguss, wäre es ein Sechser im Lotto. Aber auch so können wir so ziemlich alle fabrikneuen Ersatzteile nutzen…bis auf das Kurbelgehäuse 😉
…and the exhaust. The engine hasn’t done anything more than a test run! If the crankcase were still made of aluminum instead of gray cast iron, it would be a winning lottery ticket. But even so, we can use pretty much all the factory-new spare parts…except for the crankcase 😉
Auch mit der Demontage weiterer Achsen hat Simon begonnen. Das wird ein spannendes Projekt für den Winter… wir haben das was vor was wohl noch niemand probiert hat 😉 😉
Simon has also started dismantling more axles. This will be an exciting project for the winter… we’re planning something that no one else has ever tried before 😉 😉
So bleibt mir zum Abschluss dieses Beitrage nur noch ein Bild zu zeigen. Heute haben wir einen Testlauf gemacht um die neuen Einspritzventile auf Herz und Nieren zu testen. Es haben sich bei den Werten so viele Dinge geändert, das wir wirklich froh sind einen vollen Erfolg berichten zu können. Das Knallen und die Backfires haben sich komplett erledigt. Jetzt noch ein bisschen feine Anpassung und wir sind guter Dinge für Viersen! In dem Sinne würde ich sagen: Bleibt dran!
So, to conclude this post, I only have one more picture to share. Today we did a test run to thoroughly test the new injectors. So many things have changed in terms of the values that we’re really happy to report a complete success. The popping and backfires have completely disappeared. Now just a few fine-tuning adjustments, and we’re in good spirits for Viersen! With that in mind, I’d say: Stay tuned!
Berghausen 2025…that didn’t really work (english below)
Bevor wir mit der Analyse anfangen warum wir es es in Berghausen versaut haben, zunächst einmal etwas ganz anderes. Denn auch das ist Pulling.
Jedes Jahr zaubert unser Dieter Fehrenkötter auf der Saisonabschlussveranstaltung ein Festmahl aus seinen Dutch Oven. Alle Gardenpuller und Freunde sind herzlich eingeladen an der langen Tafel Platz zu nehmen, es wird lediglich um eine Spende in das aufgestellte Glas gebeten. Die dabei zusammen kommende Summe wurde nun durch Dieter an das ambulante Kinderhospiz Königskinder übergeben. Wir finden, dass das eine wirklich einzigartige und extrem löbliche Sache ist! Danke Dieter!
Before we begin analyzing why we messed up in Berghausen, let’s first talk about something completely different. Because that’s also what pulling is all about.
Every year, our Dieter Fehrenkötter conjures up a feast from his Dutch oven at the end-of-season event. All garden pullers and friends are cordially invited to take a seat at the long table; all they ask is a donation in the glass provided. The collected amount was then donated by Dieter to the Königskinder outpatient children’s hospice. We think this is a truly unique and extremely commendable cause! Thank you Dieter!
Nun aber zu Berghausen 2025. So cool die Veranstaltung an sich war, so bescheiden lief es aus sportlicher Sicht für uns. Bei bestem Wetter und top Organisation haben die Berghausener ein Wahnsinnsprogram auf die Beine gestellt. Und auch die Bahn konnte sich trotz Gluthitze bis zum Veranstaltungsende sehen lassen!
Wir waren Sonntag in der Light Modified (2,5t Freie Klasse) und der Modified (3,5t Freie Klasse) angemeldet. Guter Dinge und mit der Gewissheit an Füchtorf anknüpfen zu können, ging es zunächst in der Modified an den Start. Doch zu unserer Überraschung lief der Trecker gar nicht….also nicht über den Leerlauf hinaus. Geknalle, Geschepper…..es war gruselig.
Zwischen den zwei Läufen in der Klasse, hatten wir nur minimal Zeit die Daten auszuwerten und Anpassungen vorzunehmen. Ich könnte hier jetzt einen Roman schreiben, fasse mich aber kurz: Wir standen den Tag ganze 4 mal vor dem Bremswagen und immer das gleiche Bild: Knallen und Scheppern, aber keinen gezogenen Meter. Das war nicht was wir wollten. Aber so ist der Sport.
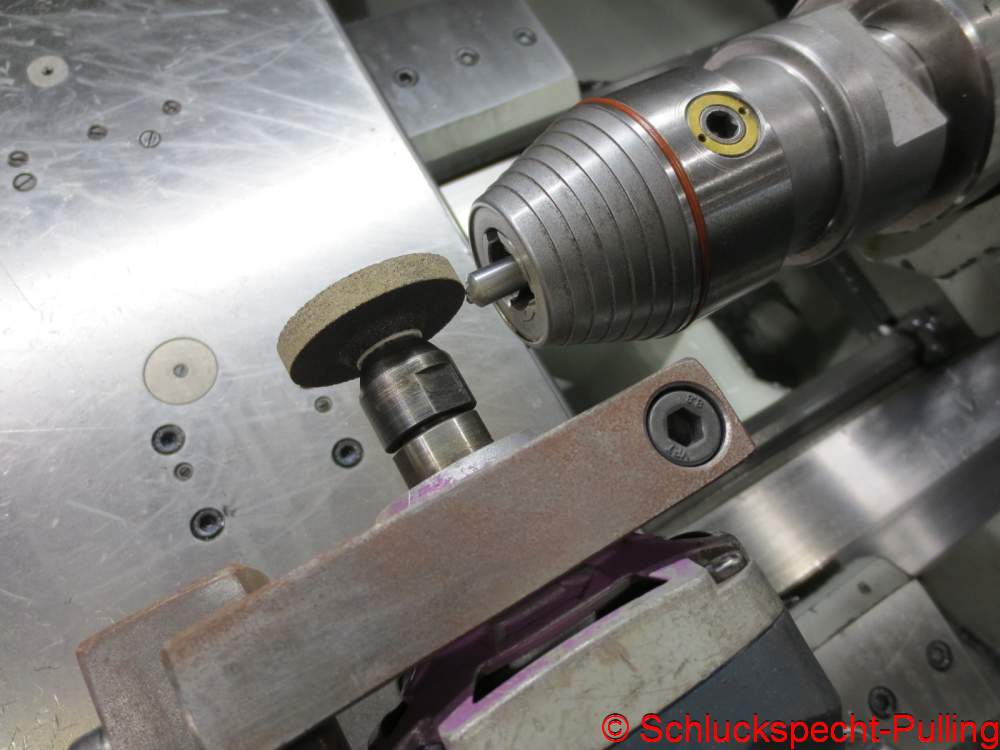
Nur ganz langsam…im Laufe des Montages nach Berghausen reifte der Verdacht zu Gewissheit: Wir haben nicht mal ansatzweise die nötige Menge Sprit in den Motor bekommen. Wie war das möglich und was hat das obige Bild von der Drehbank damit zu tuen?
But now to Berghausen 2025. As cool as the event itself was, things went rather poorly for us from a sporting perspective. With perfect weather and top organization, the Berghausen team put together an incredible program. And despite the scorching heat, the track was also in great shape right up until the end of the event!
We were registered for Sunday’s Light Modified (2.5t Modified) and Modified (3.5t Modified). In good spirits and certain that we could build on our success in Füchtorf, we started in the Modified first. But to our surprise, the tractor wouldn’t run at all… well, it wouldn’t go beyond idle. Banging, clattering… it was scary.
Between the two races in the class, we had minimal time to evaluate the data and make adjustments. I could write a novel here, but I’ll keep it short: We stood in front of the brake van four times that day, and it was always the same scene: banging and clattering, but not a single meter of speed. That wasn’t what we wanted. But that’s the sport.
It only happened very slowly…during the monday after Berghausen, the suspicion grew into certainty: We weren’t even getting close to the required amount of fuel into the engine. How was that possible, and what does the above picture of the lathe have to do with it?
Was war passiert? Nachdem wir in Füchtorf laut Datenlage bis zu 75% Düsenauslastung hatten, und das bei noch sehr niedrigem Ladedruck, habe ich den Spritdruck stumpf von 3 Bar auf 6 Bar erhöht.
Eine Verdopplung des Drucks bewirkt bei Düsen in guter Näherung eine Steigerung des Durchflusses von Wurzel 2, sprich dem 1,41-fachen. Das Datenblatt der HANA-Düsen lies keinen Zweifel, die Düsen können bis zu 12 Bar Druck….kein Problem. Denkste.
Damit war die Aufgabe klar, wir müssen uns mal sehr intensiv mit den Kennwerten der Düsen beschäftigen und (ansatzweise) wissenschaftlich 😉 feststellen was die Teile können und was nicht.
What happened? After we had up to 75% fuel injector duty cylce in Füchtorf according to the data, and that with still very low boost pressure, I simply increased the fuel pressure from 3 bar to 6 bar.
Doubling the pressure in the nozzles results in a good approximation of a square root flow increase, i.e., 1.41 times. The data sheet for the HANA nozzles left no doubt: the nozzles can handle pressures of up to 12 bar… no problem.
So the task was clear: We need to take a very close look at the nozzles‘ characteristics and (somewhat) scientifically 😉 determine what the parts can and cannot do.
War die Spritdruckerhöhung schon etwas blauäugig, so könnte es auch sein, dass ich sowohl den tatsächlichen Durchflusswerten aber auch der (nicht vorhandenen) Zerstäubung mehr Augenmerk hätte schenken sollen.
Wie in diesem Beitrag beschrieben, beschränkt sich die Ertüchtigung der HANA Ventile auf die Entfernung sämtlicher Werkstoffe die nicht kompatibel mit Methanol sind.
While the fuel pressure increase was a bit naive, it’s also possible that I should have paid more attention to both the actual flow rates and the (lack of) atomization.
As described in this article, upgrading the HANA injectors is limited to removing all materials that are incompatible with methanol.
Und jetzt ergeben die Bilder, die ich hier einstreue, auch einen Sinn. 😉 Wir bauen einen Einsatz für die Einspritzventile der nicht nur den Durchfluss weiter steigert, nein, es soll auch eine Vernebelung stattfinden.
And now the pictures I’m including here make sense. 😉 We’re building an insert for the injectors that not only increases the flow, but also creates a mist.
Ich denke das die Ausführung als Pralltellerdüse zum einen sehr einfach und fehlertolerant ist, aber gleichzeitig einen feinen Sprühnebel erzeugt der in seiner Richtung den ganzen Ansaugkanal ausfüllt. So zumindest die Gedanken….
I think the deflector nozzle design is, on the one hand, very simple and error-tolerant, but at the same time, it creates a fine spray that fills the entire intake duct. That’s the idea, at least.
Über unterschiedliche Bohrungen sollten sich unterschiedliche Durchflussraten kalibrieren lassen.
Different flow rates should be calibrated using different bores.
Da wurde er nach Jahren der Nichtbenutzung aus der Ecke gekramt: Der Düsenprüfstand. Genaue Ergebnisse kann ich sicherlich in den nächsten Beiträgen präsentieren….nur die Durchflussmengen sind brutal 😉 😉
Soviel sei gesagt: Die Pumpleistung reicht für die Düsen nicht aus. Und wir reden hier von einer Hilborn PG175-4 an 1.500 1/min.
Auch wenn detailliertere Untersuchungen noch ausstehen, haben wir ein weiteres Problem gefunden. In den Datenblättern der Düsen stehen Halteströme von 2,5A für das Ventil. Das ist der Strom der benötigt wird um das geöffnete Ventil auch wirklich offen zu halten. Nein…..bei Flüssigkeit reicht das lange nicht. Bernoulli und so.
In Summe können wir jetzt schon ganz sicher sagen: Die Ventile haben sowohl in Füchtorf, aber erst recht in Berghausen gemacht was sie wollten. Die gute Nachricht: Das sind alles Probleme die sich recht einfach beheben lassen.
So here it is, dug out of the corner after years of disuse: the nozzle test bench. I’m sure I can present precise results in the next posts…but the flow rates are brutal 😉 😉
Suffice it to say: the pump power is not sufficient for the nozzles. And we’re talking about a Hilborn PG175-4 at 1,500 rpm.
Even though more detailed investigations are still pending, we have found another problem. The nozzle data sheets list holding currents of 2.5A for the valve. That is the current required to actually keep the open valve open. No…with liquid that’s not nearly enough. Bernoulli and all that.
All in all, we can already say with certainty: The injectos didn´t do what they were supposed to do, both in Füchtorf and even more so in Berghausen. The good news: These are all problems that can be solved quite easily.
Die Vernebelung bei nur 3 Bar Spritdruck kann sich sehen lassen. Da rauschen gerade um die 14 Liter pro Minute durch! Ist Methanol eigentlich giftig? 😉
Auch wenn gerade noch Bilder fehlen: Das Kupplungspedal ist bereits in Arbeit und Spoiler: Die Zylinderdruckindizierung funktioniert!
Dazu aber in zukünftigen Beiträgen mehr. In dem Sinne würde ich sagen: Bleibt dran!
The atomization at just 3 bar of fuel pressure is impressive. Around 14 liters per minute rush through! Is methanol actually toxic? 😉
Even though we’re missing pictures right now: The clutch pedal is already in the works, and spoiler: The cylinder pressure indicator works!
More on that in future posts. So, I’d say: Stay tuned!
Am Wochenende ist es endlich wieder so weit. Pulling steht im Kalender! Es ist bestes Wetter vorhergesagt, das Programm sieht super aus und dann findet es auch noch im Sauerland statt. Was will man mehr? 😉
This weekend, it’s finally time again. Pulling is on the calendar! Perfect weather is forecast, the program looks fantastic, and it’s taking place in the Sauerland region. What more could you want? 😉
Wir sind soweit fertig und der Trecker läuft auch…. Mit einem Klick aufs Bild kommt Ihr zum Video auf Andy Fanseite.
We’re finished and the tractor is running… Click on the picture to see the video on Andy’s fan page.
Vor dem Vergnügen kommt die Arbeit. Alex schweißt in Zwangslage. Oder macht er Yoga? 😉
Work comes before pleasure. Alex is welding in a difficult position. Or is he doing yoga? 😉
Big wastegates—>big pipes. Cut at an angle, of course. Straight pipes don’t deliver any power 😉
Auch Simon ist aus seinem Urlaub wieder da….
Simon is also back from his vacation….
…und so steht der Trecker mit vereinten Kräften startklar da.
…and so the tractor is ready to go with all its strengths combined.
Naja, noch nicht ganz. Schneidringverschraubung, Manometer, Nadelventil und ein Adapter für eine Druckmessglühkerze. Alles zusammengehalten durch einen sinnreichen Stahlklotz.
Well, not quite yet. A hydraulic fitting, pressure gauge, needle valve, and an adapter for a pressure-measuring glow plug. All held together by an ingenious steel block.
Das ganze kommt dann zu allem Überfluss noch an einen Hochdruckminderer….nur wofür das alles?
To top it all off, the whole thing is connected to a high-pressure reducer…but what is all this for?
Richtig, wir kalibrieren unseren Datenlogger. Messwerte machen nämlich am meisten Spaß wenn sie stimmen 😉
That’s right, we’re calibrating our data logger. Measurements are the most fun when they’re accurate 😉
Die Nulllinie scheint schon mal zu passen. Die groben Werte hab ich aus diversen Fachartikeln im Internet entnommen. Und im Internet steht immer die Wahrheit. Das wusste schon Leonardo da Vinci 😉
The zero line seems to be correct. I got the rough values from various technical articles on the internet. And the internet always tells the truth. Leonardo da Vinci already knew that 😉
Oder doch nicht? Zum einen stimmen die Werte nicht ganz, zum anderen prahlt ein „Fach“artikel damit, dass man sich bewusst für einen piezoresistiven Sensor entschieden hat um auch statische Drücke erfassen zu können. Die fallende Kurve deutet für mich entweder auf eine piezoelektrischen Sensor hin, oder die Auswertelektronik in der Glühkerze spielt mir einen Streich. 😉
Or isn´t it? For one thing, the values aren’t entirely accurate, and for another, a „technical“ article boasts that they deliberately chose a piezoresistive sensor to be able to measure static pressures. The falling curve suggests either a piezoelectric sensor, or the evaluation electronics in the glow plug are playing tricks on me. 😉
Lässt man den Druck ab, stimmt dann auch die Nulllinie nicht mehr. Das normalisiert sich dann nach ein paar Sekunden aber wieder. Ich könnte mir vorstellen, dass die Entwickler des Chipsatzes (ASIC) für die Druckmessglühkerze eine Spielerei zur Nullung des Sensors haben einfallen lassen. Ist mir aber auch vollkommen egal. 😉
Im dynamischen Betrieb macht das Teil genau was es soll und jetzt ist der Datenlogger plus/minus ein paar Bar genau kalibriert. Was will man mehr?
If you release the pressure, the zero line is no longer correct. But it returns to normal after a few seconds. I imagine the developers of the chipset (ASIC) for the pressure-measuring glow plug came up with a gimmick to zero the sensor. But I don’t care. 😉
In dynamic operation, the thing does exactly what it’s supposed to, and now the data logger is calibrated to within plus or minus a few bars. What more could you want?
Hier seht Ihr einen kurzen Ausschnitt aus dem Testlauf (Video oben). Da ist alles dabei. Einige Umdrehungen ohne Zündung, eine mit einer Zündung und sogar eine Durchzündung im Abgaskrümmer ist zu sehen. Ich würde sagen der Logger funktioniert im groben und ganzen. 😉
Die Messartefakte bzw. das Rauschen bekommen wir auch noch weg. Der Logger ist einfach zu empfindlich 😉
Here’s a short excerpt from the test run (video above). It’s got everything. A few revolutions without ignition, one with ignition, and even a flashover in the exhaust manifold. I’d say the logger is working fine overall. 😉
We’ll also get rid of the measurement artifacts and noise. The logger is simply too sensitive 😉
Beenden möchte ich den Beitrag mit so einer Sache wo ich mich frage was die Entwickler von dem Logger eigentlich beruflich machen….
Die Spannungsversorgung erfolgt tatsächlich ausschließlich über ein Mini USB-B Kabel. Das ist schon im Laborbetrieb scheiße, in industrieller Umgebung totaler Mist und in einem vibrierenden Trecker ein ganz großer Haufen weiche Masse…grml…..
I’d like to end this post with something that makes me wonder why the developers of this logger actually getting money for their job….
The power supply is actually exclusively via a mini USB-B cable. That’s crap even in a lab, utter crap in an industrial environment, and a huge pile of soft mass in a vibrating tractor…grml…
Versuche ein Kabel dauerhaft in dem Logger zu fixieren und die Steckverbindung dann über die Buchse herzustellen scheiterten an der unaussprechlichen Qualität des Kabels. Ok, das wurde bei eBay zugekauft….
Attempts to permanently fix a cable in the logger and then connect it via the socket failed due to the unspeakable quality of the cable. Okay, I bought it on eBay…
Ist es Pfusch? Ist es eine Lösung? Eins ist es auf alle Fälle nicht: Gut.
Leute, fangt bitte mal an bei der Arbeit zu denken…das kann echt erstaunliche Resultate nach sich ziehen…. Naja, es wird wohl halten und mit etwas Glück kann ich euch im Laufe der nächsten Woche genau erzählen was in unserem Motor so los ist.
In dem Sinne würde ich sagen: Wir sehen uns in Berghausen und bleibt dran!
Is it botched work? Is it a solution? One thing it definitely isn’t: good.
Guys, please start thinking while you work…it can lead to truly amazing results. Well, it’ll probably hold, and with a bit of luck, I’ll be able to tell you exactly what’s going on in our engine over the next week.
With that in mind, I’d say: See you in Berghausen, and stay tuned!
Fangen wir zunächst mit etwas pullingfremden aber sehr erfreulichem an.
Nach über 26 Jahren bei Heuel ist Simon offiziell Rentner!
An dieser Stelle herzlichen Glückwunsch und ein riesiges Dankeschön für die geleistete Arbeit! Und auch aus Sicht des Pullingsports ist der neue Lebensabschnitt von Simon erfreulich…. er hat schon angekündigt sehr regelmäßig in der Firma zu sein…..nur nicht mehr an der Bandsäge, sondern bei den Traktoren. 😉
Let’s start with something unrelated to pulling, but very encouraging.
After more than 26 years at Heuel, Simon is officially retired!
Congratulations and a huge thank you for all the hard work! And from a pulling perspective, Simon’s new phase of life is also encouraging… he’s already announced that he’ll be in the company very regularly… just not at the band saw anymore, but with the tractors. 😉
Und hey, das nächste Pullingevent steht auch schon vor der Tür! Mitten im Sauerland gelegen könnte man fast sagen das Berghausen unsere Heimatveranstaltung ist. Nach einigen Jahren Pause ist das doch recht traditionsreiche Pulling wieder am Start.
Wir werden am Sonntag sowohl in der Light Modified (2,5t Freie Klasse) wie auch in der Modified (3,5t Freie Klasse) mit dem neuen Schluckspecht anhaken. Den Zeraptor fertig zu bekommen um in der Limited Modified an den Start gehen zu können wäre mit einer brutalen Kraftanstrengung sicherlich möglich, nur möchten wir ihn lieber in Ruhe und vernünftig aufbauen.
And hey, the next pulling event is just around the corner! Located in the heart of the Sauerland region, you could almost say that Berghausen is our hometown event. After a few years‘ hiatus, this rather traditional pulling event is back.
On Sunday, we’ll be competing in both the Light Modified (2.5t modified) and the Modified (3.5t modified) categories with the new Schluckspecht. Getting the Zeraptor ready to compete in the Limited Modified would certainly be possible with a brutal effort, but we’d rather build it carefully and calmly.
Natürlich gibt es am Neuen noch einiges zu tuen. Wenn man es so will, haben 10 Sekunden Zug in Füchtorf und die daraus resultierenden Daten zu dutzenden Stunden Arbeit geführt. Also nicht weil wir einen Schaden gefunden hätten, aber mit den kurzen Datenbrocken war sofort klar wo wir optimieren können und sollten.
In diesem Fall: Die Turbolader müssen überarbeitet werden.
Of course, there’s still a lot of work to be done on the new one. If you want to put it that way, 10 seconds of pulling in Füchtorf and the resulting data led to dozens of hours of work. Not because we found any damage, but with those short chunks of data, it was immediately clear where we could and should optimize.
In this case: The turbochargers need to be reworked.
Wir waren in den Niederlanden einkaufen. Da original Holset Turbinengehäuse mit 69cm² Einlass seltener sind als ein Einhorn, hat sich jemand dazu entschlossen diese selber gießen zu lassen. Nicht ganz billig, aber ok..wenns denn hilft 😉 😉
We were shopping in the Netherlands. Since original Holset turbine housings with a 69cm² intake are rarer than a unicorn, someone decided to have them cast themselves. It’s not exactly cheap, but OK…if it helps 😉 😉
Doch warum das Ganze? Selbst ohne Kupplungspedal und ohne fancy Spielereien mit der Motorsteuerung haben die Lader in Füchtorf erstaunlich schnell hoch gedreht. Weiterhin hat sich gezeigt, dass der Druck im Abgaskrümmer sehr hoch war. Ok, mit flatternden Ventilen sind die Werte mit absoluter Vorsicht zu genießen, aber die Tendenz war eindeutig. Die 59cm² Gehäuse die wir verbaut hatten, waren zu klein.
But why all this? Even without the clutch pedal and without any fancy gimmicks with the engine management, the turbochargers in Füchtorf revved up surprisingly quickly. Furthermore, it turned out that the pressure in the exhaust manifold was very high. Okay, with fluttering valves, these figures should be treated with extreme caution, but the trend was clear. The 59cm² housings we had installed were too small.
Die neuen passen perfekt! An dieser Stelle auch ein herzliches Dankeschön an Christian Keisers für die Vermittlung und an Jonas Lehmkuhl für den Zwischentransport 😉 😉
The new ones fit perfectly! A big thank you to Christian Keisers for arranging this and to Jonas Lehmkuhl for the interim transport 😉 😉
Beim Anheben der neuen Gehäuse kam mir direkt komisch vor was sich dann auf der Waage bestätigte. Die neuen Gehäuse sind irre leicht! Da sparen wir fast 8 Kilo pro Turbo! Das entlastet nicht nur die Gewichtsbilanz des Treckers für andere, eventuell anstehende Änderungen, nein, auch die ganze Aufhängung der Turbos hat bei einem eventuellen Aufschlag nicht mehr so viel zu tuen 😉
Die in der Zwischenzeit gereiften Überlegungen um selber aus dem Vollen gefräste Turbinengehäuse sind damit erstmal wieder komplett vom Tisch. So kann man sich auch Arbeit sparen 😉
Lifting the new housings immediately struck me as odd, which was confirmed by the scales. The new housings are incredibly light! We’ve saved almost 8 kilos per turbo! Not only does this lighten the tractor’s weight balance for any future modifications, but the entire turbo mount also has less to do in the event of an impact 😉
The ideas I’d been pondering in the meantime about milling turbine housings from solid material are now completely off the table. This also saves us some work 😉
Die Einlassventile sind in der Zwischenzeit vom Nitrieren zurück.
The intake valves have now returned from nitriding.
Das Getriebe nach der Kupplungsglocke hat uns in Füchtorf einen Riesenschreck eingejagt, war es doch voller Metallabrieb. Tja, da war wohl einfach nicht genug Luft zwischen Gehäuse und Planetenträger.
The gearbox after the clutch bell housing gave us a real scare in Füchtorf; it was full of metal debris. Well, there probably just wasn’t enough space between the housing and the planetary carrier.
Wenn das Probleme sind, hätte ich gerne mehr Probleme….;)
If these are problems, I would like to have more problems….;)
Wieder fertig für den Einbau
Ready for installation again
Das nächste Problem, das sich aus den Daten aus Füchtorf erahnen lies: Unsere Wastegates sind (vermutlich) zu klein. Stellenweise waren Öffnungsraten von bis zu 80% nötig um den Ladedruck auf lächerliche 1,5 Bar zu begrenzen. Klar, es könnte sein, dass die neuen Gehäuse weniger Wastegateanteil nötig machen würden, doch verlassen möchte ich mich darauf ehrlich gesagt nicht. Also müssen größere Klappen her!
The next problem, which was evident from the data from Füchtorf: Our wastegates are (probably) too small. In some places, opening rates of up to 80% were necessary to limit the boost pressure to a mere 1.5 bar. Sure, it’s possible that the new housings would require less wastegate space, but honestly, I don’t want to count on that. So, we need bigger valves!
An dieser Stelle einen riesiges Dankeschön an Turbo-Total, Turbosmart und insbesondere an Gert Bilstein.
Sie haben sich bei unserem selbst verursachten(!) Schaden am Wastegate im Vorfeld von Füchtorf super kulant gezeigt. In Zeiten in denen viel gemeckert wird, finde ich es wichtig, das solche positiven Sachen nicht unerwähnt bleiben!
At this point, a huge thank you to Turbo-Total, Turbosmart, and especially Gert Bilstein.
They were incredibly accommodating with our self-inflicted(!) damage to the wastegate before Füchtorf. In times of much complaining, I think it’s important that such positive things don’t go unmentioned!
Neben der sehr zufriedenstellenden Leistung der elektronischen Wastegates, hat uns auch diese Kulanz gezeigt, das wir auf das richtige Pferd gesetzt haben. Da macht es dann auch Spaß in ein Upgrade zu investieren.
Das bedeutet aber auch: Arbeit für Alex 😉 😉
In addition to the very satisfactory performance of the electronic wastegates, this goodwill also showed us that we backed the right horse. It makes investing in an upgrade a pleasure.
But it also means work for Alex 😉 😉
Ihr ahnt es sicherlich schon anhand der Bilder. Was jetzt kommt wird massiv. 😉
You’ve probably already guessed from the pictures. What’s coming next is going to be massive. 😉
Die 76mm Wastegates sind so neu auf dem Markt das sie noch gar nicht im Shop gelistet waren. 😉 Eventuell sind wir sogar die ersten in Europa die diese Teile einsetzen….
Ich sag´s ja immer wieder: Etwas bekloppt geht nicht 😉
The 76mm wastegates are so new to the market that they weren’t even listed in the shop yet. 😉 We might even be the first in Europe to use these parts…
I keep saying it: You can’t go crazy just a little bit 😉
Apropos bekloppt. Diese lustige Kiste ist ein Datenlogger. Aber nicht irgendein Datenlogger. Dieses Modell kann wenn es drauf ankommt 160 kS/sec.
Klingt kryptisch, ist es auch. Heterogene Fachtermini 😉 😉
Das bedeutet nichts anderes als 160.000 Messungen pro Sekunde. Um mal ein Gefühl dafür zu bekommen: Eine .WAV Musikdatei hat eine Abtastrate von 44.100 „Messungen“ pro Sekunde.
Speaking of crazy. This funny thing is a data logger. But not just any data logger. This model can, when it comes down to it, do 160 kS/sec.
Sounds cryptic, and it is. A lot of technical terminology. 😉 😉
That means nothing other than 160,000 measurements per second. To get a sense of that: A .WAV music file has a sampling rate of 44,100 „measurements“ per second.
Und er hat auch schon seinen neuen Arbeitsplatz eingenommen. Mit dem Teil möchten wir die Zylinderdruckindizierung realisieren. Dazu dann später mehr.
And it’s already taken up its new position. We want to use this part to implement cylinder pressure indication. More on that later.
Von High- zu Low-Tech. Nach den Ventilen durchforsten wir unser Ersatzteilfundus nun nach Nockenwellen 😉
From high-tech to low-tech. After the valves, we’re now scouring our spare parts inventory for camshafts 😉
Nachdem sich unsere Nockenwellen mit den „Das geht eh nicht“-Steuerzeiten in Füchtorf als durchaus brauchbar erwiesen haben, wäre es doch schön auch hier für Ersatz zu sorgen bevor man ihn dringend braucht.
Eine vernünftige Stecknuss für die Nutmutter der Nockenwellen macht durchaus Sinn. Und ich sage es an dieser Stelle für alle die Planen mit dem Transmash zu arbeiten:
Die Einlassnockenwellen (Das sind die mit dem Kegelzahnrad für den Königswellenantrieb) haben hier ein LINKSGEWINDE. Die Auslassnockenwellen haben ein RECHTSGEWINDE.
Since our camshafts with the „it won’t work anyway“ timing in Füchtorf have proven to be quite usable, it would be nice to have a replacement here as well before they are urgently needed.
A decent socket for the camshaft locknut makes perfect sense. And I’ll say this for anyone planning to work with the Transmash:
The intake camshafts (those with the bevel gear for the vertical shaft drive) have a LEFT-HAND thread. The exhaust camshafts have a RIGHT-HAND thread.
Entweder die Nockenwellen sind zu lang, oder unser Ultraschall ist zu klein…sucht euch was aus 😉
Die insgesamt 8 besten Nockenwellen sind bereits auf dem Weg nach Dänemark zu Westspeed zum Umschleifen.
Either the camshafts are too long, or our ultrasonic cleaner is too small…take your pick 😉
The 8 best camshafts are already on their way to Westspeed in Denmark to be reground.
Zum Abschluss dieses Beitrages noch ein Bild das es zeigt….die neuen Ventilfedern sind alle drin! Was ein irrer Arbeitsaufwand! Geht man von optimistischen 15 Minuten für ein Ventil aus, macht das bei 48 Ventile geschmeidige 12 Stunden an monotoner Arbeit bei der einem dennoch kein Fehler unterlaufen darf.
Warum genau machen wir noch mal diesen dusseligen Sport? 😉 In dem Sinne: Bleibt dran!
To conclude this post, here’s a picture that shows…the new valve springs are all in! What an insane amount of work! If you assume an optimistic 15 minutes for one valve, with 48 valves, that’s a smooth 12 hours of monotonous work, during which you can’t afford to make any mistakes.
Why exactly are we doing this stupid sport again? 😉 With that in mind: Stay tuned!
Aus Füchtorf haben wir uns auf alle Fälle ne Menge Arbeit mitgebracht 😉 Für eine erste Schadensanalyse sollte der Motor erstmal auf dem Trecker bleiben.
In any case, we brought a lot of work with us from Füchtorf 😉 For an initial damage analysis, the engine should remain on the tractor for now.
Es ist schon erstaunlich wie viel Material in so kurzer Zeit wegbrennen kann. Bemerkenswert in jedem Fall: Das Gas ist nicht an der eigentlichen Dichtfläche ausgetreten, sondern hat sich unter dem Messingring durchgemogelt.
It’s astonishing how much material can burn away in such a short time. What’s remarkable in any case is that the gas didn’t escape from the actual sealing surface, but rather sneaked under the brass ring.
Und dazu Öl…..überall tonnenweise Öl in den Zylindern und Brennräumen…Gar nicht gut…..
And oil on top of that…tons of oil everywhere in the cylinders and combustion chambers…not good at all…..
Sollte sich auf den Speicherkarten des Datenloggers die Antwort finden lassen? Spoiler: Ich habe nichts auffälliges gefunden. Die Werte sahen eigentlich alle ganz normal aus. So sind wir schon einige Male erfolgreich gefahren.
Should the answer be found on the data logger’s memory cards? Spoiler: I didn’t find anything unusual. The values actually all looked quite normal. We’ve ride this settings successfully several times.
Ok, Kerzenlesen gestaltet sich bei soviel Öl einigermaßen schwierig. Der saubere Isolator (bei so viel Öl) und das insgesamt matte Erscheinungsbild (bei so viel Öl 😉 ) deuten schon auf eine einigermaßen knackige Einstellung hin.
Könnte es eventuell sein, dass die Vorschäden am Kopf, die knackige Einstellung und aus dem vielen Öl resultierende Selbstzündungen eine unheilige Dreifaltigkeit gebildet haben?
Okay, reading the spark plugs is a bit tricky with that much oil. The clean insulator (with that much oil) and the overall dull appearance (with that much oil 😉 ) already indicate a fairly crisp setting.
Could it be that the previous damage to the head, the crisp setting, and the resulting self-ignition caused by the excessive oil formed an unholy trinity?
Fakt ist: Mit zunehmender Betrachtung, haben wir uns immer weiter von einer einfachen Zylinderkopfinstandsetzung entfernt. Der Motor musste raus, wir machen das jetzt richtig!
The fact is: As we’ve continued to look at the issue, we’ve moved further and further away from a simple cylinder head repair. The engine had to come out, and now we’re doing it right!
Neue Zylinderbänke
New cylinder banks
Simon demontiert die Köpfe…die sind nämlich ein fall für die Tonne…oder Versuche…oder sonst irgendwas 😉
Simon dismantles the heads…they’re a case for the trash…or experiments…or something else 😉
Während der Motor eine Pause macht….
While the engine takes a break…
….haben wir die Kolben vom „Grünen Bulgaren“ aus dem Lager geholt. Nur warum? Die triviale Erklärung ist einfach, dass die Zylinderbänke die wir verwenden vom selben Motor stammen. In Wirklichkeit sind das Kolben die tatsächlich ab Werk über einen richtigen Ölabstreifer verfügen. Wir wollen kein Öl mehr im Brennraum. Fertig aus.
…we took the pistons from the „Green Bulgarian“ out of storage. But why? The trivial explanation is simply that the cylinder banks we’re using come from the same engine. In reality, these are pistons that actually have a proper oil scraper installed from the factory. We don’t want any more oil in the combustion chamber. End of story.
Also ab mit den Dingern auf die Drehbank um die Verdichtung runter zu nehmen. Nach einer anschließenden Reinigung sieht das doch direkt wie ein richtig geiler Kolben aus!
So, off to the lathe with these things to lower the compression. After a quick clean, it looks like a really cool piston!
Simon bereitet die Kolben mit den Ringspannern vor….
Simon prepares the pistons with the ring clamps….
…damit diese dann direkt in den Motor gesteckt werden können. Langsam bekommen wir darin richtig Übung. 😉
…so they can then be put directly into the engine. We’re slowly getting some practice at this. 😉
Derweil bereitet Alex bereits die neuen Köpfe vor. Damit aus dem Dieselmotor ein Ottomotor wird….
Meanwhile, Alex is already preparing the new heads to turn the diesel engine into a methanol engine….
…müssen die Einspritzdüsen raus und Zündkerzen rein. Und damit endet vorerst auch die Arbeit an den Köpfen. Aber warum?
…the injectors have to come out and the spark plugs have to go in. And that concludes the work on the heads for now. But why?
Tja, das hat auch mit diesem Bild zu tuen. Da wir eh erst wieder in Berghausen anhängen wollen und mir das Durcheinander in den Ersatzteilen seit langem fürchterlich auf den Senkel geht, haben wir uns kurzerhand entschlossen zumindest bei den Ventilen Ordnung zu schaffen.
Well, that also has something to do with this picture. Since we’re not planning on hooking up again until Berghausen anyway, and the mess in the spare parts has been getting on my nerves for a long time, we decided to at least sort out the valves.
Da kamen doch einige zusammen. Bisweilen getrennt nach Motoren die wir selber auseinander gebaut haben und dann eine große Menge von denen keiner wusste woher sie stammten.
Quite a few came together. Sometimes separated by engines we had disassembled ourselves, and then a large number whose origins no one knew.
Nachdem wir die Ventile mit untermaßigem Schaft aussortiert hatten, sollten alle auf die Drehbank wandern um eine gescheite Kontur zu drehen und alle auf den absolut gleichen Stand zu bringen.
After we had sorted out the valves with undersized stems, they all had to go on the lathe to turn a proper contour and bring them all to the exact same level.
Vorher…..
Before…
….nachher.
…after.
Eventuell kann man es bereits an den Bildern erahnen: Die ganze Sache ist mal wieder fürchterlich aus dem Ruder gelaufen. 😉 😉
Zunächst so gut es geht nach Motoren getrennt, stellte sich am Ende heraus, dass die Ventile aus dem total vergurkten, verrosteten und vergammelten Fundus die über alles besten Ventile ergeben haben.
You can probably already tell from the pictures: The whole thing has gotten horribly out of hand again. 😉 😉
Initially, we separated each engine as best we could, but in the end, it turned out that the valves from the completely messed-up, rusty, and rotten stockpile produced the best valves of all.
Am Ende der Nummer war nicht nur die Drehbank von den ganzen Rußrückständen komplett versaut, die Spänewanne komplett mit Ventilstahl gefüllt und etliche Abende Arbeit geleistet….
At the end of the whole thing, not only was the lathe completely dirty with soot residue, but the chip tray was completely filled with valve steel, and several evenings of work had been done….
….nein, über alles waren auch insgesamt 197 Ventile fertig. Die sind aktuell beim Nitrieren. Sobald die zurück sind und der Sitzwinkel geschliffen wurde, haben wir eine beeindruckende Menge Ersatzteile die wir „einfach so in einen Kopf werfen“ können 😉
…no, overall, a total of 197 valves were finished. They’re currently being nitrided. Once they’re back and the seat angle has been ground, we’ll have an impressive amount of spare parts that we can „just throw into a head“ 😉
Auch ein paar andere Sachen die fürchterlich blöde im Weg rumstanden, wurden demontiert. In diesem Fall haben sich zwei Magirus Außenplaneten (mehr oder weniger verrückt 😉 ) in ihre Einzelteile desintegriert.
A few other things that were horribly in the way were also dismantled. In this case, two Magirus outer planets (more or less crazy 😉 ) disintegrated into their individual parts.
Nur noch fix durch das Ultraschallbad und schon hat sich auch der Ersatzteilbestand für die Übersetzung ins Schnelle deutlich erhöht. 😉
Just a quick run through the ultrasonic bath and the spare parts inventory for the „speed up“ gearbox has increased significantly. 😉
Damit kommen wir dann auch zum neuen Light Modified Schluckspecht. Nachdem wir selbst nach dem bisschen Gestotter und Gehuste in Füchtorf fast keinen Sprit mehr im Tank hatten, muss da wohl ein größeres Behältnis dran. 😉
This brings us to the new Light Modified Schluckspecht. Since we were almost out of fuel even after a bit of stuttering and coughing in Füchtorf, we’ll probably need a larger tank. 😉
Also wenn Alex schweißt, wird es einfach geil!
So when Alex welds, it’s just awesome!
Die Dichtheitsprobe ist mehr obligatorisch 😉 Damit nehmen wir jetzt ziemlich genau 10 Liter mehr mit auf die Strecke. Wenn wir das alles verbrennen und einigermaßen sinnvoll in Leistung umwandeln…..ich denke das wird gut 😉
The leak test is more mandatory 😉 This means we’re now carrying almost exactly 10 liters more fuel on the track. If we burn all that and convert it into power in a reasonably way… I think it’ll be good 😉
Eine weitere, große Hausaufgabe die wir uns aus Füchtorf mitgenommen haben, sind die Ventilfedern.
Die auf die Serienfedern bezogen bereits doppelt so starken Gutekunst-Federn funktionieren im Zeraptor wunderbar. Im neuen Trecker mit über 3.000 1/min und den richtig scharfen Nockenwellen—-> Nicht 😉
Another major homework assignment we brought back from Füchtorf are the valve springs.
The Gutekunst springs, which are already twice as strong as the stock ones, work wonderfully in the Zeraptor. In the new tractor, with over 3,000 rpm and the really hot camshafts—–> not 😉
Und damit beginnt ein neuer Wahnsinn. Zwar konnte ich direkt nach Füchtorf eine Firma auftreiben die auf Basis der Gutekunst-Federn eine verstärkte Sonderanfertigung zu einem vernünftigen Preis anbieten konnte. Doch die Lieferzeit von über 7 Wochen hätte eine Teilnahme in Berghausen unmöglich gemacht.
Also (zusätzlich) Plan B.
Ich sage euch…. was habe ich mir die Augen eckig gesucht. Zwar gibt es im V8 Bereich tausende und abertausende Ventilfedern zu kaufen, aber zum einen sind die Maßangaben sehr dürftig und dann noch in Zoll, zum anderen liegt die benötigte Federrate genau auf der Grenze zwischen einer Einfachfeder und einer Doppelfeder. Zu allem Überfluss benötigen wir auch noch einen Mindest-Innendurchmesser der die Auswahl weiter einschränkt.
Lirum, Laraum, ich habe zwei Federn gefunden die passen sollten und dann auch noch sehr zeitnah über den großen Teich angekommen sind.
And so a new madness begins. I was able to track down a company directly after Füchtorf that could offer a reinforced custom-made spring based on the Gutekunst spring for a reasonable price. However, the delivery time of over 7 weeks would have made participating in Berghausen impossible.
So (additional) Plan B.
I tell you… I was looking until I was squared away. There are thousands upon thousands of valve springs available for purchase in the V8 sector, but for one thing, the dimension informations are very poor and then all in inches, and for another, the required spring rate is exactly on the border between a single spring and a double spring. To make matters worse, we also need a minimum inner diameter, which further limits the selection.
Lirum, Laraum, I found two springs that should fit and they even arrived across the pond very promptly.
Das Werkzeug ist, denke ich, noch bekannt. Um den Aufwand möglichst gering zu halten, sollen die Federn (mal wieder) getauscht werden ohne den Kopf zu demontieren.
I think the tool is still familiar. To keep the effort to a minimum, the springs should be replaced (once again) without disassembling the head.
Der Ausbau der ersten Federn klappte dann auch gewohnt zügig. Ist ja nichts neues. 😉
Removing the first springs went as quickly as usual. That’s nothing new. 😉
Nur tut sich dann direkt das nächste Problem auf. Seht ihr den Absatz unten an der Ventilführung? Richtig, der ist im Durchmesser zu groß für die neuen Federn….was auch sonst.
But then the next problem arises. Do you see the recess at the bottom of the valve guide? That’s right, it’s too large in diameter for the new springs…what else?
Manchmal muss man einfach auch mal glück haben. Der Innendurchmesser der Lochkreissäge—->passt 😉
Sometimes you just have to get lucky. The inner diameter of the hole saw—->fits 😉
Soweit funktioniert das sehr gut. Nur lässt die Lochkreissäge noch einen Rand aus Aluminium stehen da der Außendurchmesser zu klein ist. Man erkennt es auf dem Foto nicht wirklich gut.
So far, it’s working very well. However, the hole saw leaves a small aluminum edge because the outer diameter is too small. It’s not really visible in the photo.
Natürlich kann man den Steg mit dem Luftschleifer entfernen….
Of course, you can remove the bridge with an air grinder….
…nur wofür ist man gelernter Werkzeugmechaniker? 😉 😉
…but what is a trained toolmaker for? 😉 😉
„Der Gerät entfernt die Aluminium schweißfrei“
Sorry, only funny in german language. In short term: It works nice 😉
Auch an den Federtellern müssen ein paar Zehntel abgedreht werden. Nicht der Rede wert.
The spring retainers also need to be turned off by a few tenths. It’s not worth mentioning.
Ich würde sagen: Wir haben ein Verfahren!
Jetzt beginnt die stundenlange Fleißarbeit.
I’d say: We have a process!
Now the hours of hard work begin.
Erinnert Ihr euch noch an den Zirkus mit der umgearbeiteten Zange um die Nockenwellen drehen zu können? Mit etwas mehr Denken zur rechten Zeit, hätte man auf diese Lösung schon viel eher kommen können. 😉 😉
Remember the circus with the modified pliers to turn the camshafts? With a little more thought at the right time, this solution could have been found much sooner. 😉 😉
Wir machen nämlich eine Zeitsprung. Die Federn der ersten Bank sind tatsächlich alle getauscht.
Let’s jump forward in time. The springs on the first bank have actually all been replaced.
Mit dem „Superduperhyperspezialadapter“ und einer handelsüblichen Knarre können wir die Nockenwellen super einfach und Beschädigungsfrei drehen.
Randnotiz: Der Motor ist ein Freiläufer. Sprich selbst bei voller Ventilöffnung kommt der Kolben nicht an die Ventile. Das könnte nochmal super wichtig werden. Denn die Sorge das der Nockenwellenantrieb irgendwann mal abreißt wächst linear….ach was sag ich….quadratisch mit der zunehmenden Federrade der Ventilfedern. 😉 😉
With the „super-duper hyper-special adapter“ and a standard ratchet, we can rotate the camshafts super easily and without damage.
Side note: The engine is a non-interference engine. This means that even with the valves fully open, the piston doesn’t reach the valves. This could prove extremely important. Because the concern that the camshaft drive will eventually tear off increases linearly…or rather…. quadratically with the increasing spring rate of the valve springs. 😉 😉
Mit zunehmend härteren Federn wird ein Problem immer deutlicher: An die Einstellung des Ventilspiels bei eingebauter Nockenwelle ist nicht mehr zu denken. Mit den Serienfedern kann man die Stößel- und die Federplatten noch mit zwei Hakenschlüsseln gegen einander verdrehen. Mit den nunmehr viermal so starken Federn ist daran gar nicht zu denken 😉 Also heißt es Nockenwellen einbauen, Spiel messen und notieren, Nockenwellen wieder raus und dann mit dem Spannwerkzeug jedes Ventil entlasten, Teller rein- oder rausdrehen und dann wieder alles zusammen.
Um es kurz zu machen: Je Feder, desto Aufwand.
Mit dieser Hammerweisheit entlasse ich euch nun aus dem Beitrag. In dem Sinne: Bleibt dran!
As springs get harder, one problem becomes increasingly apparent: adjusting the valve clearance with the camshaft installed is no longer an option. With the standard springs, you can still twist the tappet and spring plates against each other using two hook wrenches. With springs that are now four times stronger, this is completely out of the question 😉
So, it’s a matter of installing the camshafts, measuring and noting the clearance, removing the camshafts, then relieving the pressure on each valve with the tensioning tool, screwing the plates in or out, and then putting everything back together.
To put it briefly: More spring, more effort.
With this piece of awesome wisdom, I’ll leave you at the end of this article. In this sense: Stay tuned!
Mir war heute mal wieder spontan danach ein Video zu machen. Etwas Entschädigung für alle die uns in Anholt vermissen werden….also wenn uns wer vermisst 😉
Wir schauen mal was der Zeraptor hatte und wie groß der Schaden wirklich ist. Mit einem Klick aufs Bild geht´s los.
I suddenly felt like making a video today. A little compensation for everyone who’ll miss us in Anholt…well, if anyone misses us 😉
We’ll take a look at what the Zeraptor was doing and how extensive the damage really is. Click on the picture to start (sorry, only in german language)
Und wer immer noch nicht genug hat, der bekommt von Mr. Jo ein Video mit den kompletten Pulls der Schluckspechte in Füchtorf 25…sozusagen die erweiterte Version. Mit einem Klick aufs Bild geht´s los.
And if you still haven’t had enough, Mr. Jo has a video with the complete pulls of the Schluckspechte in Füchtorf 25…an extended version, so to speak. Click on the picture to get started.