
Splining of Horror (english below)
Inzwischen wäre auch Anholte gewesen….wäre, wäre…..
In Ermangelung von Pullingveranstaltungen haben Tom Beattie und Andy Miller ein Liveshow auf Facebook kreiert. Jede Woche Montags um 20 Uhr mitteleuropäischer Zeit gibt’s das neuste aus der Pullingwelt garniert mit Teamvideos aus den Werkstätten. Letzte Woche waren das Thema die Mini´s, kommenden Montag -also gewissermaßen Morgen- gibt’s: GARDENPULLING!
Es könnte -unter Umständen, und auch nur ganz vielleicht sein- das bekannte Gesichter mitmachen 😉 😉
Geht auch für Leute ohne Facebook, so wie mich…..
Ok, los geht’s! Letzte Woche haben wir über aushärtende Knete in Verzahnungen gesprochen, jetzt machen wir das mal aus Stahl 😉
In the meantime, Anholte would have been …
In the absence of pulling events, Tom Beattie and Andy Miller created a live show on Facebook. Every week on Mondays at 8:00 p.m. in Central European Time there is the latest from the world of pulling garnished with team videos from the workshops. Last week the topic was the mini’s, next Monday – so to speak, tomorrow – there’s: GARDEN PULLING!
It could be – under certain circumstances, and just maybe – that familiar faces join in 😉 😉
Also works for people without Facebook, like me …..
OK let’s go! Last week we talked about hardened plasticine in gears, now we’re going to do it out of steel 😉

42CrMoVS4 vorvergütet…meine Hassliebe. Das „S“ macht es etwas besser….
42CrMoVS4 hardened and tempered … my love-hate relationship. The „S“ makes it a little better ….

Rost weg, jetzt Glanz.
Rust gone, now shine.

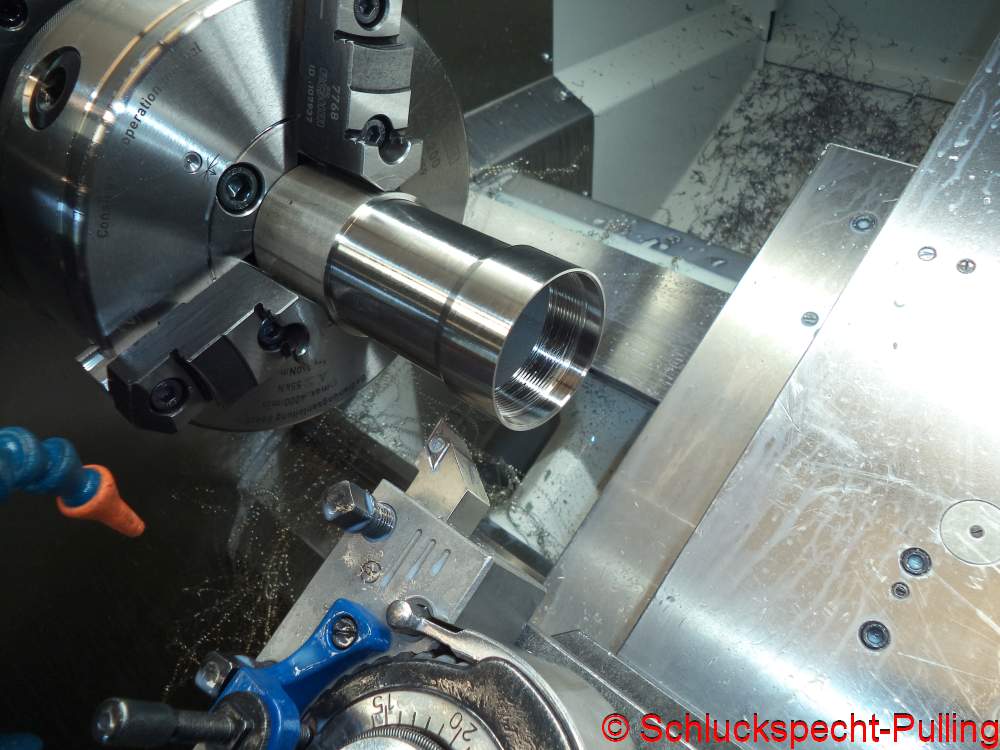
 Da isser wieder, der Teilapparat aus dem Land der aufgehenden Sonne. Das geschulte Auge erkennt: Es ist eine Aluwelle eingespannt.
Da isser wieder, der Teilapparat aus dem Land der aufgehenden Sonne. Das geschulte Auge erkennt: Es ist eine Aluwelle eingespannt.
There it is again, the partial apparatus from the land of the rising sun. The trained eye recognizes: An aluminum shaft is clamped.

Wir sehen Wendeplatten die für die Verzahnung nicht zu gebrauchen sind 😉 Also noch nicht….
We see Carbide inserts that cannot be used for the toothing 😉 Not yet …

Mit etwas scharfem Hinsehen und einer Diamantscheibe kann man was draus machen…
With a bit of a sharp look and a diamond ginding disk you can make something of it …

…was ganz gut in die Verzahnung passt.
… which fits quite well in the teeth.


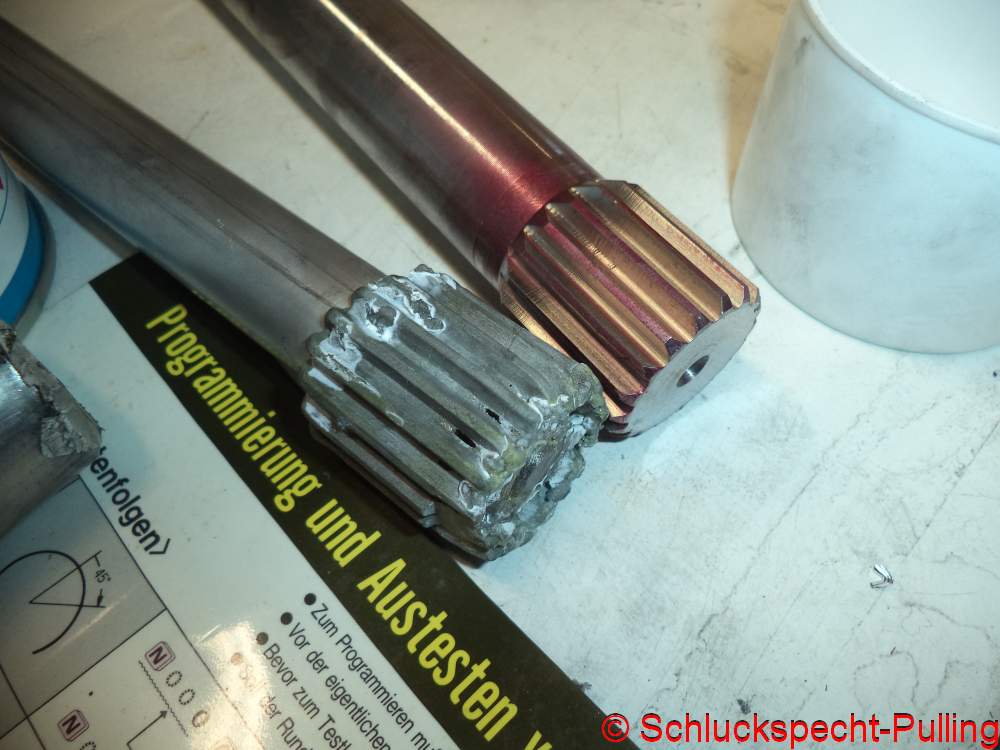
Und es funktioniert sogar! Also warum aus Aluminium?
And it even works! So why made of aluminum?
Deswegen! Es passt einfach nicht sofort 😉 Die mühevoll gedrehte Welle aus Vergütungsstahl wollte ich einfach nicht sofort entwerten.
Nach ein paar weiteren Anpassungen geht die Welle gut rein.
That’s why! It just doesn’t fit immediately 😉 I just didn’t want to devalue the painstakingly turned shaft made of tempered steel.
After a few more adjustments, the wave goes in well.

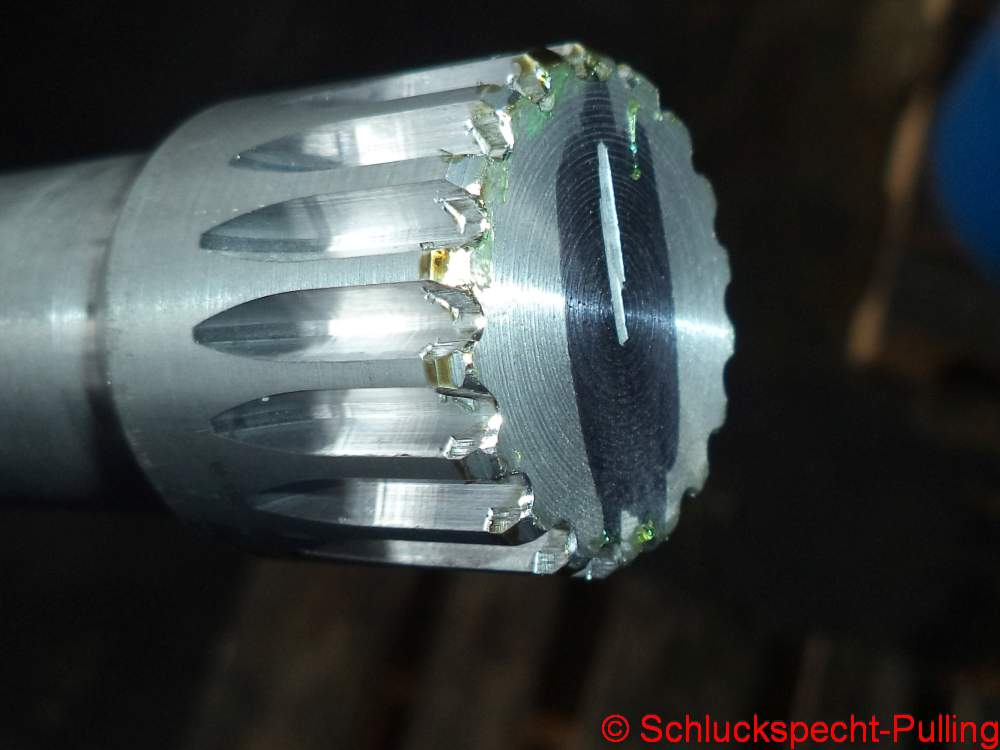
Sch**ße!!!! Da ist die Platte wohl weg… Vergütungsstahl ist halt kein Alu….
Sh*t !!!! The carbide insert is probably gone … Tempered steel is not aluminum …

Bei einem so tollen Prozess fiebert man mit jedem Zahn mit…schafft er es noch? 320° haben wir schon, nur noch zwei Zähne!
With such a great process, you feverish with every tooth … does it still manage? We already have 320 °, only two teeth!
Fertig! Das war eine Geburt…ich sage euch…
Zur Beruhigung mal ein Paket aus den Staaten ausgepackt:
Finished! That was a birth … I tell you …
To calm down, unpack a package from the States:

TopLube für einige Fässer Methanol….nicht günstig, aber wenns denn hilft.
TopLube for some barrels of methanol … not cheap, but if it helps.

Ein demontiertes 60mm Wastegate. Mit diesem Zeugs haben wir nicht die allerbesten Erfahrungen….. Schlechtenwegen 2019 lässt grüßen.
A dismantled 60mm wastegate. We do not have the best experience with this stuff … Greetings to Schlechtenwegen 2019.

Also direkt mal ein paar Zehntel vom Schaft runter drehen. Klappern muss es!
So turn a few tenths (mm not Inch 😉 ) of the shaft down. It has to rattle!

Die ersten Tests fahren wir nur gegen die Feder. Bei 1,5 Bar geht es auf und gut ist. Sehr Fehlertolerant.
The first tests we only drive against the spring. At 1.5 bar it works and is good. Very fault tolerant.

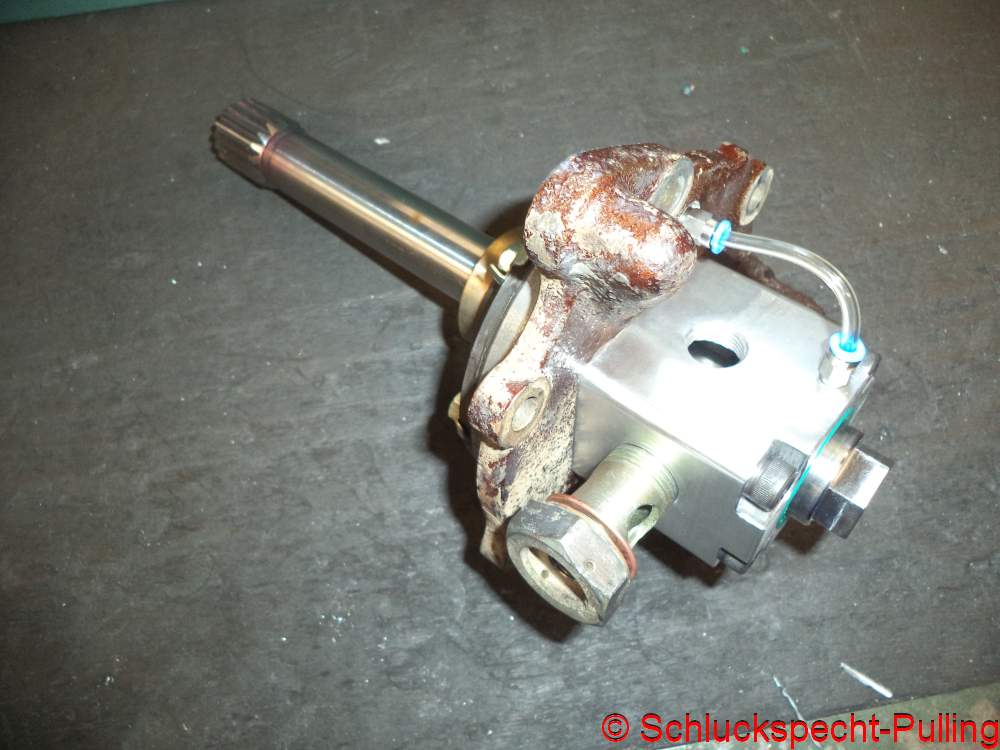
Hier die schon befürchtete Kollision mit der Spritleitung an der Pumpe….
Here is the already feared collision with the fuel line on the pump ….


Und die Lösung für dieses Problem.
Nach der Pumpe kommt direkt der Filter. Da wir nichts passendes gefunden haben muss eben selber einer gebaut werden.
And the solution to this problem.
The filter comes directly after the pump. Since we didn’t find anything suitable, one has to be built ourselves.

Genau die richtige Aufgabe nach Feierabend wenn man von der Arbeit eh schon genervt ist: Edelstahl drehen 😉
Exactly the right task after work if you are already annoyed with your work: Turn stainless steel 😉
Der Grundkörper für den Filter…..
The basic body for the filter …..

…und sein Verschluss.
… and its closure.

In Ermangelung von genügend Durchgang am Futter muss man sich beim Spannen halt zu helfen wissen 😉 😉
Leider hab ich kein Bild von den fertigen Teilen, wird aber nachgeholt, versprochen!
In the absence of sufficient passage on the chuck, you have to know how to help yourself when clamping 😉 😉
Unfortunately I have no picture of the finished parts, but I will make up for it, I promise!
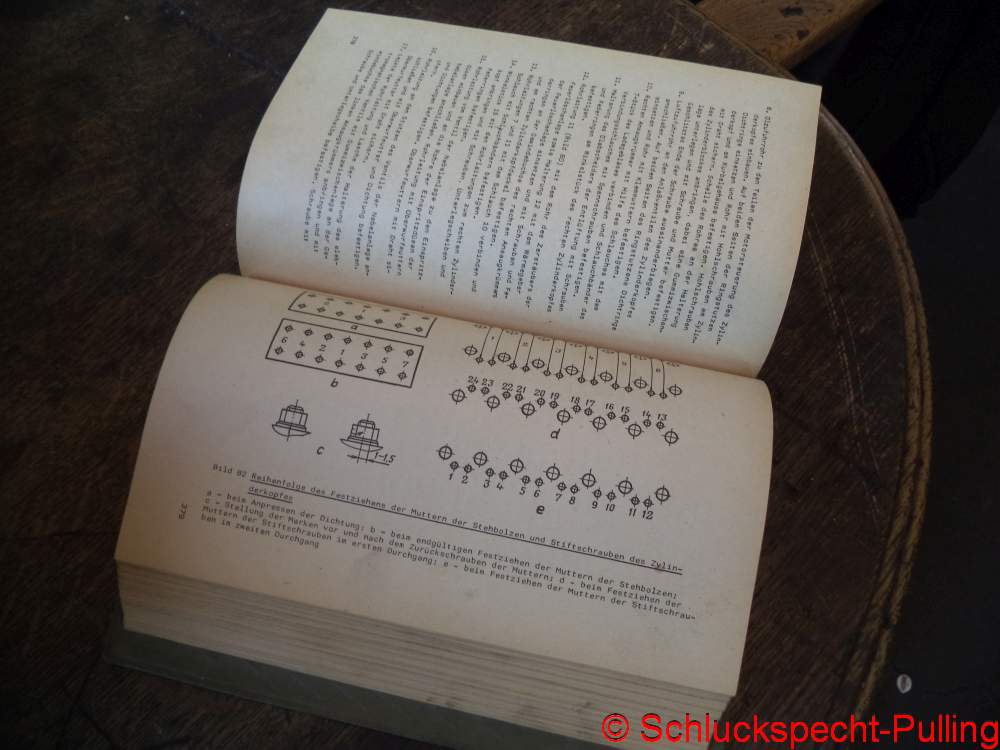
Dienstvorschrift der NVA zur Instandsetzung des Panzers T72. Darin unter anderem: Vorschrift zum Anziehen der Zylinderkopfschrauben.
Um es mal ganz kurz zusammen zu fassen: Es ist ne Zirkusnummer.
Festziehen, teilweise wieder lösen, ein bestimmten Winkelgraden festziehen, wieder lösen….. Oder alternativ -steht da wirklich- mit ca. 370Nm anziehen.
Hmmmm…. was also tuen?
NVA Dienstvorschrift (sounds better in german 😉 english: manual ) for the repair of the T72 tank. In it, among other things: Regulation for tightening the cylinder head screws.
To put it in a nutshell: It’s a circus number.
Tighten, partially loosen again, tighten a certain degree of angle, loosen again ….. Or alternatively – is there really – tighten with approx. 370Nm.
Hmmmm … so what to do?

Erstmal den Kopf wieder abheben….
First raise the head again …

…damit Scheiben und Muttern unter den Böcken für die Nockenwelle her passen.
… so that washers and nuts fit under the brackets for the camshaft.

Die ordentlich sortierten, und neu beschrifteten (Kontrollfreak 😉 ) Muttern….
The neatly sorted and newly labeled (control Freak 😉 ) nuts ….

…werden mit Molykote eingeschmiert…
… are lubricated with Molykote …

…aufgedreht….
…turned on….

…und dann nach der Drehwinkel-Zirkus-Vorschrift angezogen.
… and then dressed according to the rotation-angle-circus regulation.

Da der Stefan es ganz genau wissen wollte, hat er bei jeder Stufe das zugehörige Drehmoment notiert. Und was soll ich sagen? Es sind tatsächlich 370-400Nm raus gekommen. Bei 5 Stufen zu je 60° schon erstaunlich das das so gut passt. Die beiden Schrauben jeweils am Ende der Bank werden mit 3,5 Stufen zu je 60° angezogen was dann 275Nm liefert.
Um es kurz zu machen: In Zukunft ziehen wir die Köpfe in vier Stufen zu je 100Nm fest und gut ist es….
Was haben wir noch?
Since Stefan wanted to know exactly, he noted the associated torque for each step. And what should I say? It actually came out 370-400Nm. With 5 steps of 60 ° each, it’s amazing that it fits so well. The two screws at the end of the bench are tightened with 3.5 steps of 60 ° each, which then delivers 275Nm.
To make it short: In the future we will tighten the heads in four steps of 100Nm each and it is good ….
What do we still have?

Die Laserzuschnitte werden zum Biegen vorbereitet. Da das unsere Abkantmöglichkeiten etwas übersteigt versuchen wir so gut es nur geht zu zuarbeiten.
The laser cuts are prepared for bending. Since this exceeds our bending possibilities, we try to make it as clear as we can.

Zumindest die Vögel finden es beschissen 😉
Das muss der sogenannte Kackvogel gewesen sein….
At least the birds find it crappy 😉
That must have been the so-called shittingbird ….


Auf Drehbank….
On the lathe….

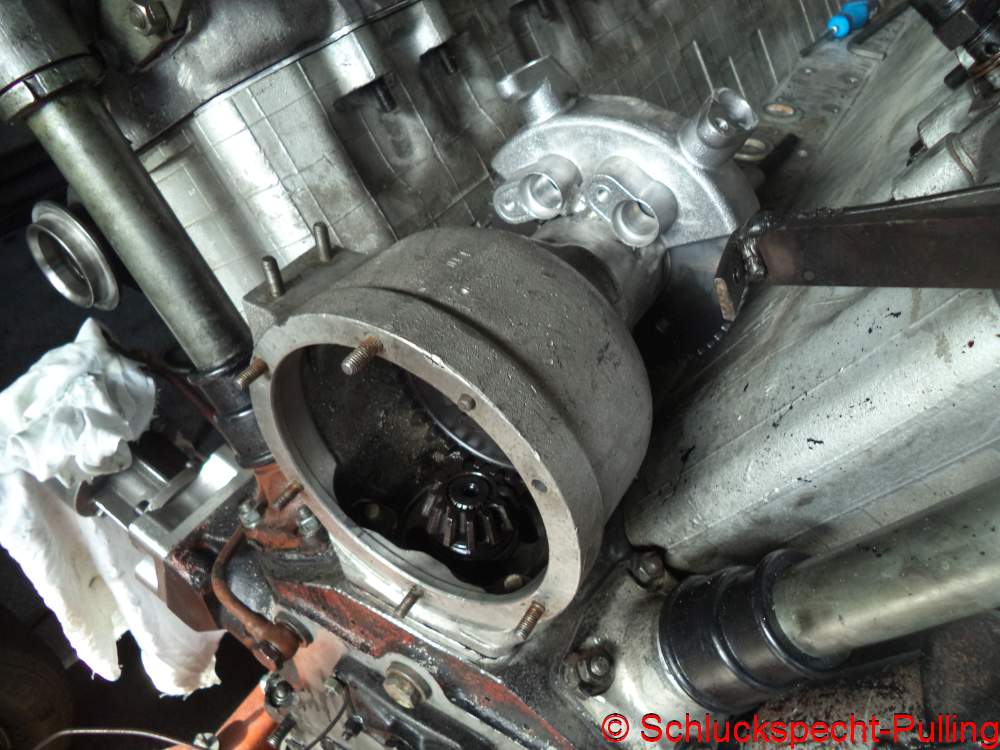
…und Fräse, wird der vordere Kurbelwellendeckel modifiziert.
Nach einigen sinnreichen Bearbeitungen….
… and mill, the front crankshaft cover is modified.
After some meaningful working steps ….

…ist die Drehdurchführung soweit fertig. Die Welle wird jetzt noch nitriert und dann schauen wir mal ob es funktioniert.
Damit endet der Beitrag dann auch langsam.
… the front drive shaft is ready so far. The shaft is now nitrided and then let’s see if it works.
So the post ends slowly.

 Der Druckluftstarter mit dem Triggerrad hat auch schon wieder Platz genommen. Nicht mehr lange und die ersten Alkytöne werden zu hören sein…wenn alles klappt 😉
Der Druckluftstarter mit dem Triggerrad hat auch schon wieder Platz genommen. Nicht mehr lange und die ersten Alkytöne werden zu hören sein…wenn alles klappt 😉
Stay tuned, und nicht vergessen—> EuroPullingShow
The compressed air starter with the trigger wheel has already taken place again. Not long and the first alkyl sounds will be heard … if everything works 😉
Stay tuned, and don’t forget — > EuroPullingShow
 5083total visits,2visits today
5083total visits,2visits today