
Frohes neues euch allen! (Auch wenn das Jahr schon fast wieder vorbei ist 😉 )
Während der Feiertage kann man nicht nur fressen und saufen, nein auch was sinnvolles ist mal drin:
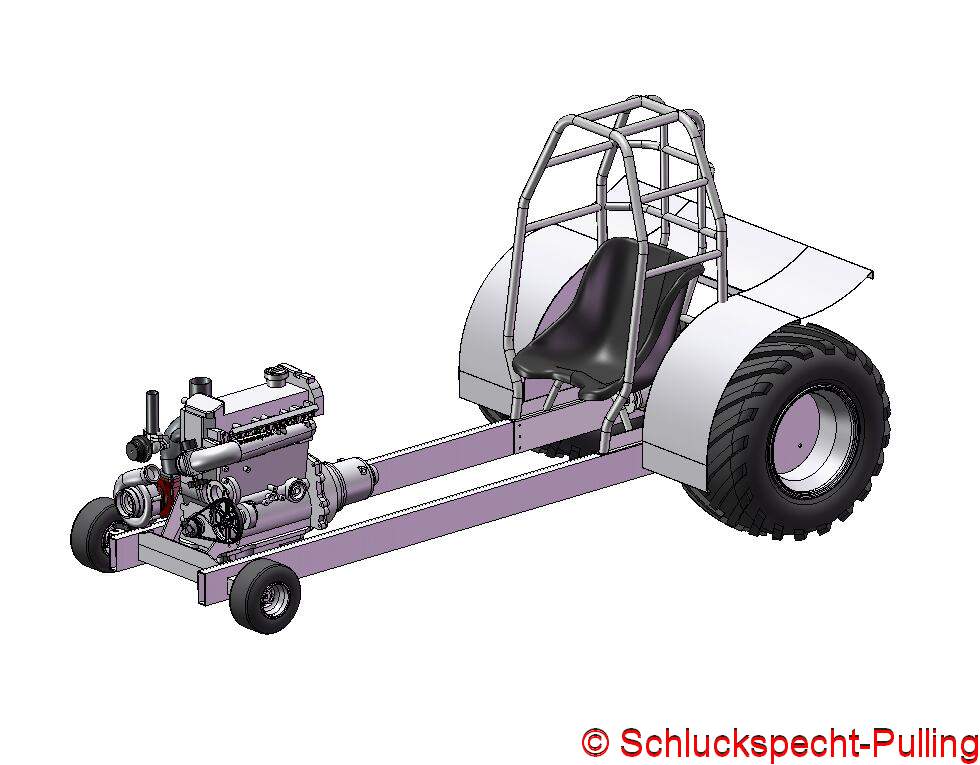
Das erste vollständige Bild des Schluckspechtes. Noch nicht ganz komplett aber fast. Die Pedalerie und der Wellenschutz und einige Kleinigkeiten fehlen noch. Vieles entsteht aber auch erst während des Baus am Schlepper. Jaaa, man kann CAD auch übertreiben…. 😉
Sie wies da jetzt ist rechnet mir das CAD 423kg aus. Nehmen wir mal den Fahrer mit 100kg an bleiben noch knappe 80 Kilo für diverses Geraffel. Naja, Aasen sollten wir nicht mit Gewicht, aber so knirschknapp wird es wohl nicht werden.

Publikumssicht

Flagmannsicht

Bremswagenfahrersicht
Die Vorderachse in ziemlich massiver Ausführung. Auch die Achsschenkel sind eher wuchtig als zierlich. Wenn sich die Nase mal schneller senkt als geplant knallt immerhin auch der Motor drauf.
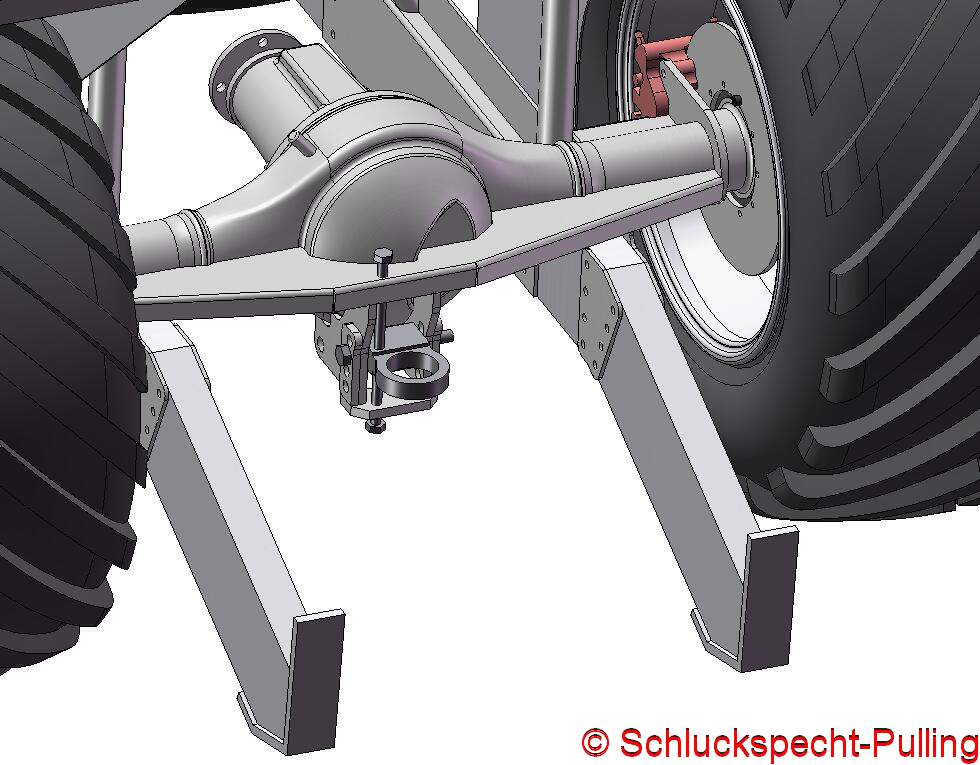
Lange hab ich gegrübelt wie ich das Zugpendel machen soll. Einfach an die Achse braten schied aus. Jajajaja…
GP-Reglement; 2. Allgemeine Regeln; K. Zugpendel; 12. […]Kein Schweißen an Zugpendeln!
Davon ab hält die Samuraiachse das auch gar nicht aus. Eine Versteifung muss her. Ich muss sagen…auch wenn man jeden Tag mit Gussteilen zu tuen hat sind gelaserte und gekantete Bleche auch ziemlich cool.
Generell sind viele Laserteile verbaut….voll Laser wie das abgeht… 😉
Bald geht´s auch praktisch weiter!
Wird auch Zeit…Füchtorf rückt näher und näher…… uaaaaahhhhhh…..
PS: Der Beitrag Kacke am Stock ist ein extrem effektiver Clickbait. 18000 Klicks bisher und alles echte Menschen *roflzeraptor* 😉
Stay tuned!




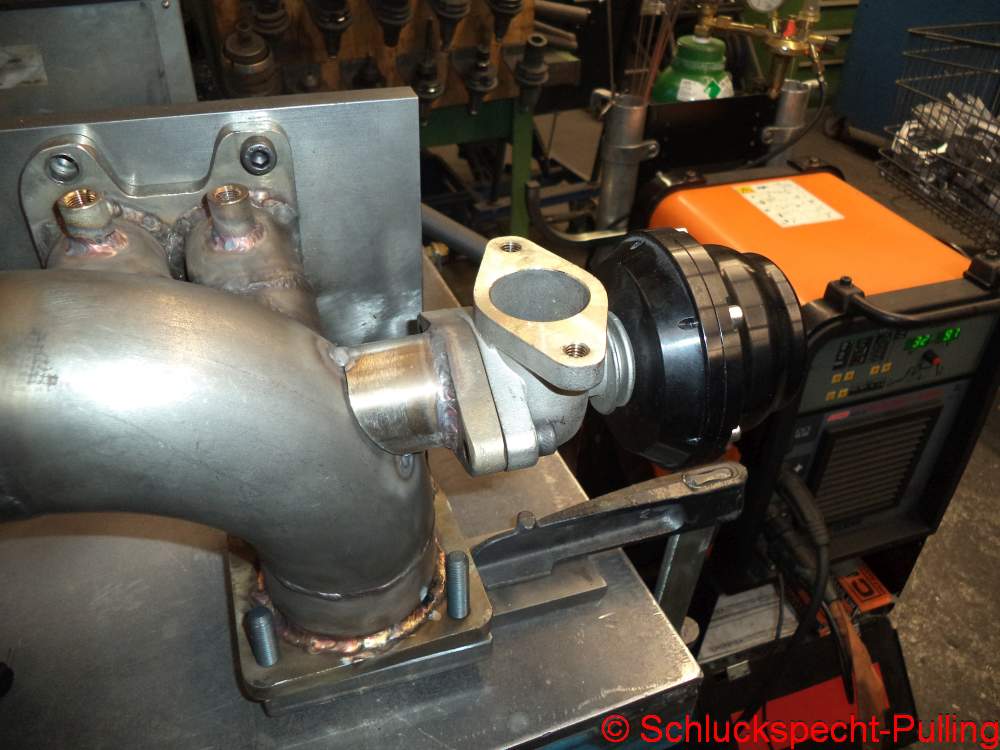


















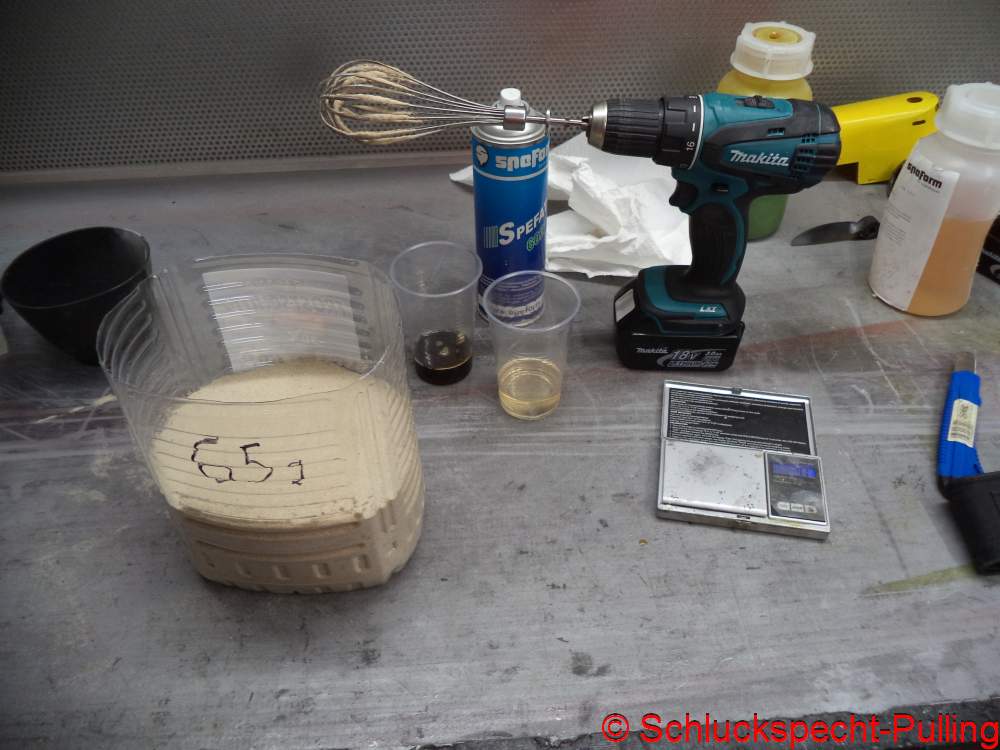
 Jetzt kommt der Punkt wo wir uns mal darüber unterhalten müssen das es gut ist das man Geruch nicht fotografieren kann. WAS EIN GESTANK!!!!!!
Jetzt kommt der Punkt wo wir uns mal darüber unterhalten müssen das es gut ist das man Geruch nicht fotografieren kann. WAS EIN GESTANK!!!!!!



































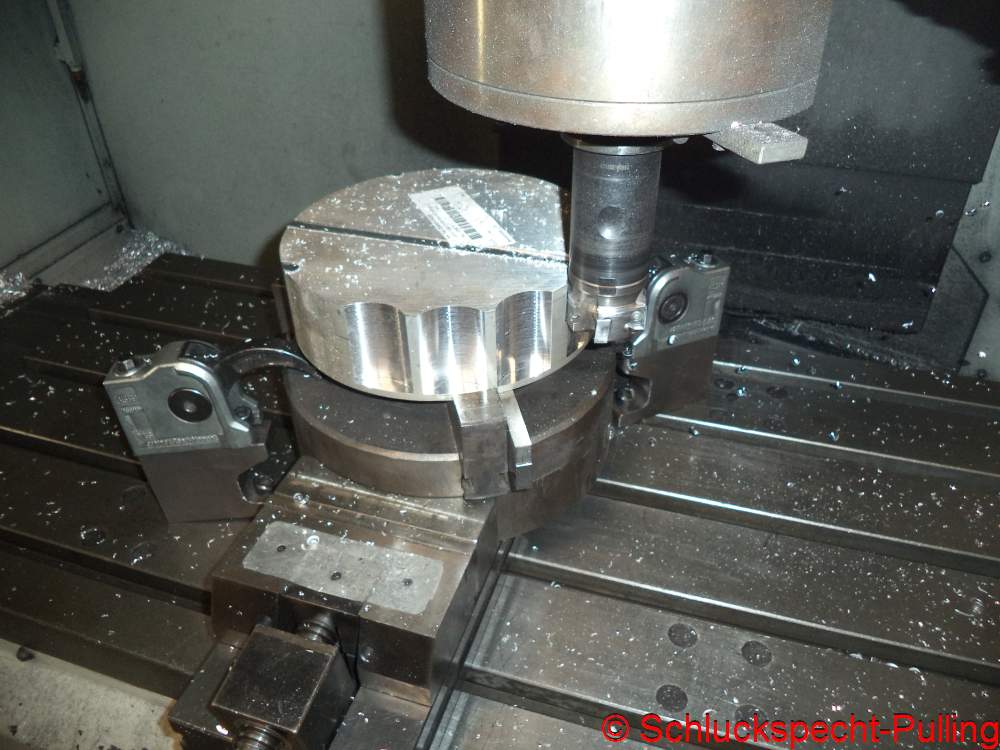
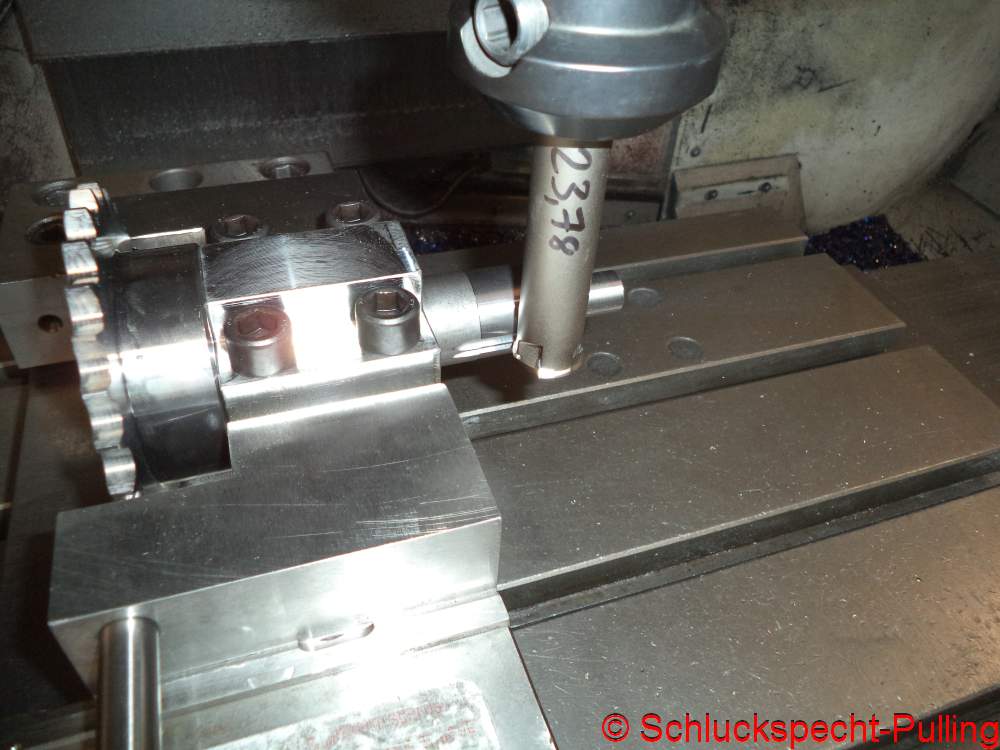
 Das nenn ich mal Klauenkupplung. „Mach das nicht alles zu filigran!“ hat man mir gesagt. Check.
Das nenn ich mal Klauenkupplung. „Mach das nicht alles zu filigran!“ hat man mir gesagt. Check.









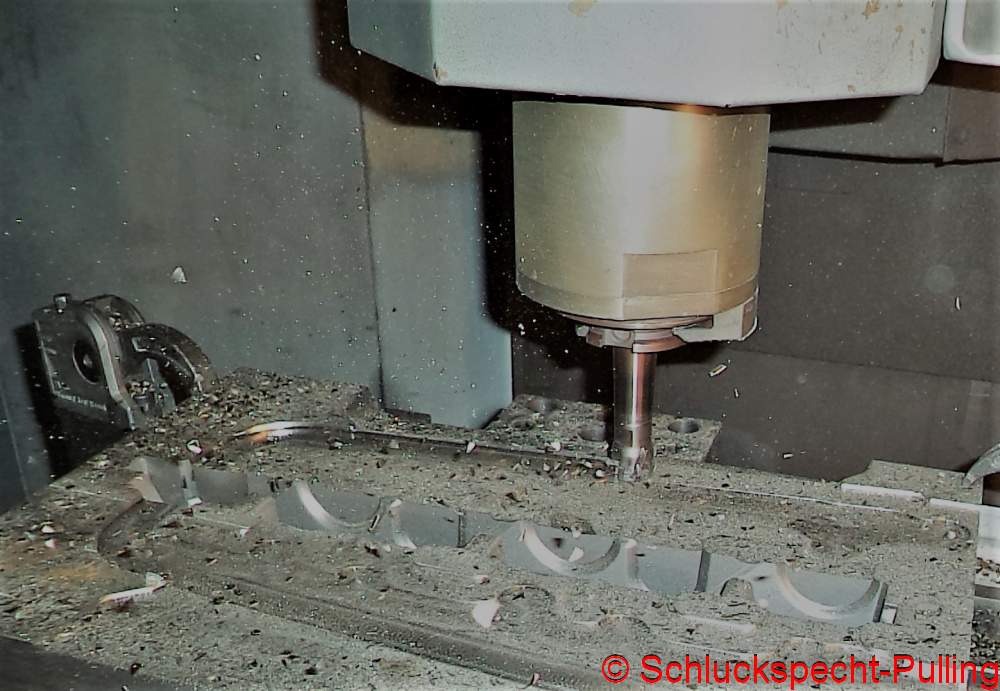






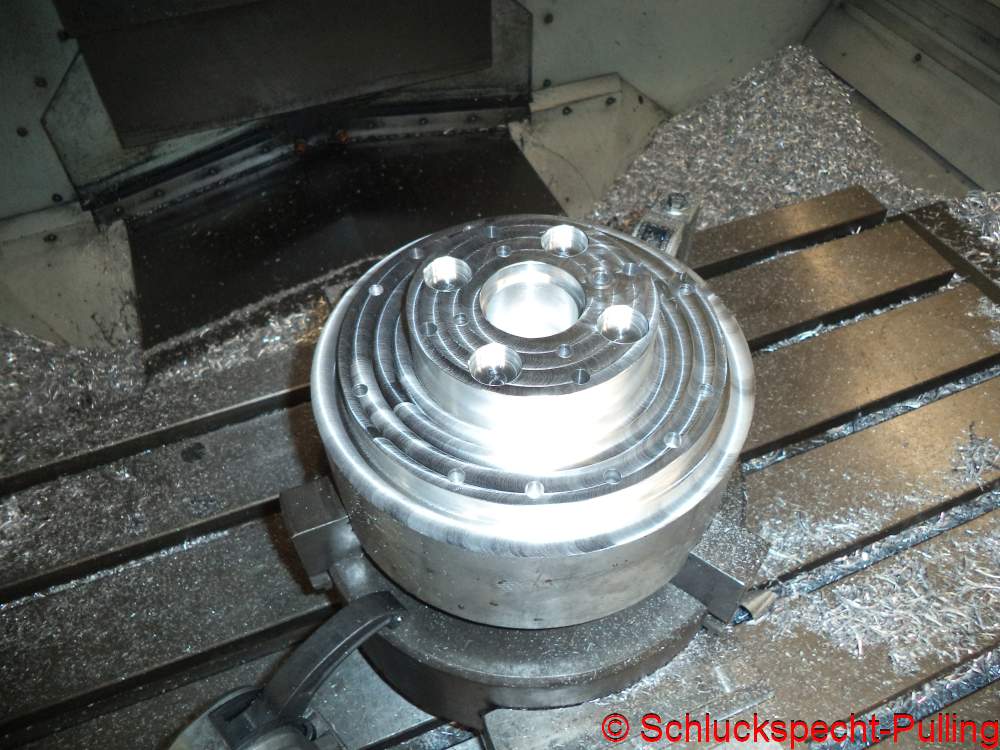
 …..der nach ein paar Stunden echt sehenswerte Formen annimmt.
…..der nach ein paar Stunden echt sehenswerte Formen annimmt.



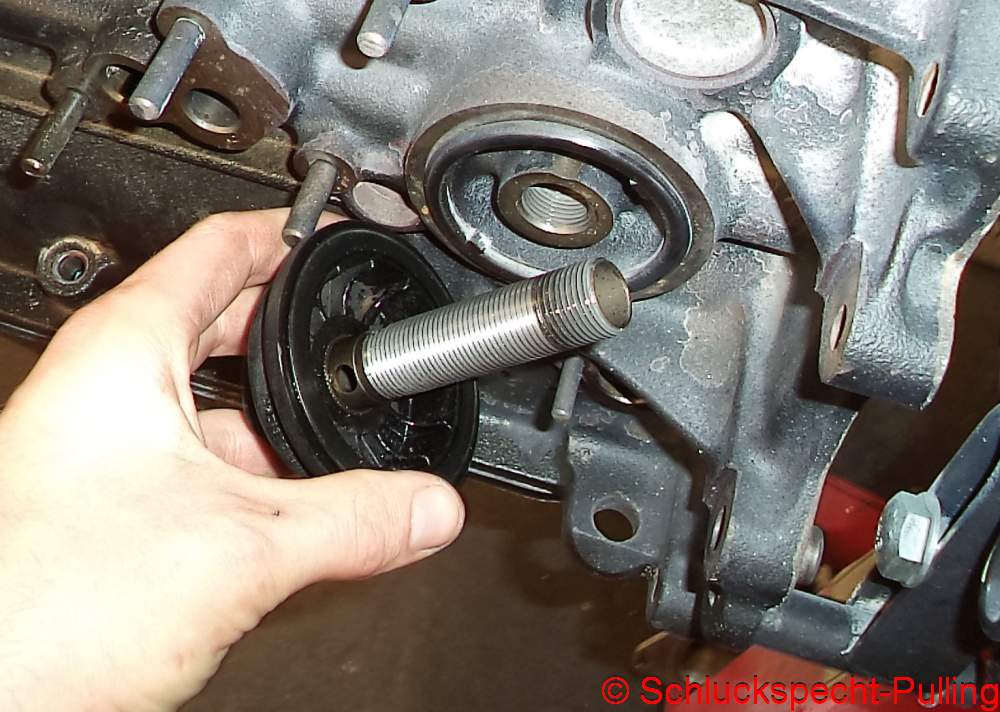

 …und mirnichts dirnichts in den Motor geschraubt. Fettich…
…und mirnichts dirnichts in den Motor geschraubt. Fettich…